

For the distribution data shown in Table 5.10, what is the least-cost assignment of truckloads to carriers
Question:
For the distribution data shown in Table 5.10, what is the least-cost assignment of truckloads to carriers that meets the necessary requirements? What is the cost of this distribution plan?epilogue Carrier selection at Westvaco was done manually (with pencil and paper!) by transportation planners in the past. A side-by-side test of a spread-sheet LP solution versus manual selection indicated daily savings in the range of 3% to 6%, and so the project was approved. With annual trucking costs of about $15 million, the total savings with the new approach have been significant. In addition to this benefit, there have been a number of serendipitous side effects. The optimization technique removes the guesswork from carrier selection, especially on weekends, where revolving coverage added significant variability to the carrier selection process. The technique adds accountability to the transportation planner's position and, tied to a reason code for changing the carrier, offers a clear answer to management questions regarding carrier selection. Finally, the time savings have also been significant. The carrier assignment portion of the transportation planner's job can be done much faster than before.
Atypical paper mill might produce 1200 tons of paper per day to fill orders from 250 customers. Sending 100 truckload shipments per day would not be unusual for a mill served by 20 motor carriers. The carriers will generally accept shipments to any destination that they serve, subject to daily volume commitments and equipment availability. Each carrier has a different and somewhat complex rate structure. Given a pool of orders that must be shipped on a given day, the mill's problem is to assign truckloads to carriers to minimize its total shipping cost.
Westvaco company overview:
Each year, Westvaco sells more than $2 billion worth of manufactured paper, paperboard, and specialty chemicals. Production occurs at five domestic paper mills and four chemical plants. In addition, Westvaco has many converting locations, which manufacture liquid packaging, envelopes, folding cartons, and corrugated boxes. Some of Westvaco's products include the following:
â– Fine papers, often used in printing applications (magazines and annual reports)
â– Bleached paperboard, used in packaging (milk and juice cartons, freezer to oven entrees, and so forth)
â– Kraft paper, used for corrugated boxes and decorative laminates (such as Formica)
â– Chemicals, including activated carbon printing ink resins transportation Function
The corporate transportation function has a dual role at Westvaco. It supports the operating locations by negotiating freight rates and service commitments with rail, truck, and ocean carriers. In addition, it serves as an internal consulting group for reviewing operations in the field and making recommendations on streamlining tasks, making organizational changes to support changing customer requirements, and supporting the implementation of new technology. local traffic departments are responsible for day-to-day operations of mills and plants, including carrier assignments, dispatching, and switching lists for the railroads.
Production overview:
The production cycle is summarized in Figure 5.45.
Orders:
The majority of paper orders are for rolls, where customers request a specific grade and size of paper (diameter and width), amount (pounds, or linear or square feet), and delivery date. The orders typically range in width from 8 to 70 inches. With greater emphasis on just-in-time production by Westvaco's customers, delivery dates are some-times specified in half-hour time windows. Orders that arrive before or after the time window are not accepted.
Scheduling:
After orders are received, they are scheduled on paper machines up to 200 inches wide. The paper business is heavily capital intensive: new machines can cost more than $400 million each. Machines usually run 24 hours a day and scheduling is done to minimize waste while meeting shipping date requirements. After production of a "parent" roll, the orders are cut on a rewinder into the exact order size.
Load Planning:
Each morning, a load planner must review the previous day's production to divide large orders and consolidate less-than-truckload (LTL) orders into truckload quantities. Special attention is necessary to ensure that delivery requirements are met for orders that are consolidated. Orders typically weigh between 1000 and 150,000 pounds. A truck can generally pull a trailer with 46,000 to 48,000 pounds of paper. Depending on the construction of the trailer, this is the maximum weight limit that can be loaded while remaining under federal weight limits. Some care must also be taken to remain within axle weight limits. The goal of the load planner is to maximize the weight on a trailer while determining a route that minimizes the total number of miles traveled per day, with no truck making more than four stops (three stops plus the final destination).
Distribution:
This case focuses on the distribution problem shown in the bold box in Figure 5.45. After loads are planned, they are turned over to a transportation planner to assign carriers to loads. The planner has a contract for each carrier that gives the rates to each destination served (state or zip code range). The rates include a mileage charge, a stop-off charge, and a minimum charge per truckload. The transportation planner also has a list of the trailers available for each carrier. The planner will select a carrier for a given shipment based on the knowledge of the best carriers for a given traffic lane, subject to availability. Some carriers have minimum daily volume commitments that must be met. After the carrier is selected for a given load, the planner updates the information in the mill's mainframe computer and displays this information in the shipping area. The selected carrier's trailer is spotted and brought to the loading dock and loading commences. The shipment information is then phoned or faxed to the carrier.
A sample Distribution Problem:
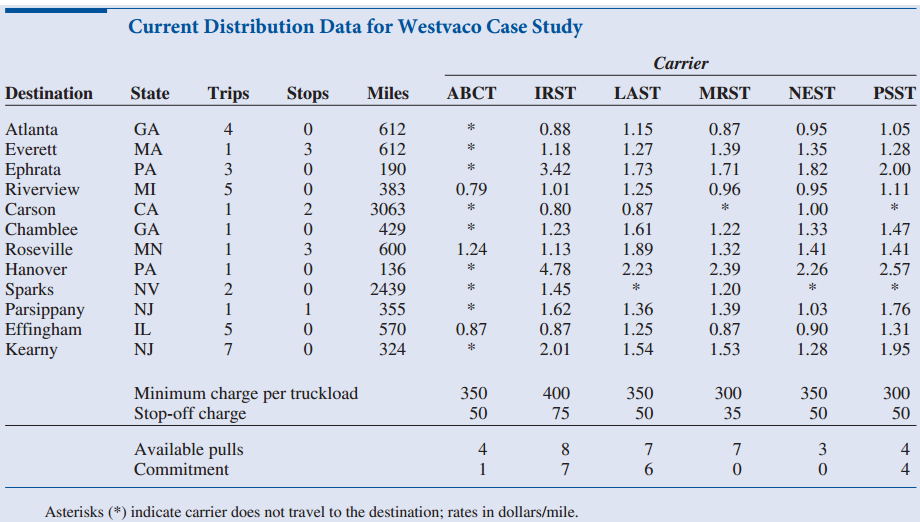
Table 5.10 contains a scaled-down version of a typical distribution problem faced by a transportation planner at
Westvaco's paper mill in Wickliffe, Kentucky. The load planner has determined that 32 truckloads are needed to distribute last night's production. In the shipping area, 33 drivers from six carriers are waiting for their trucks to be loaded. One truck will not be needed today. The carrier PSST has four trucks in the shipping area, and Westvaco has a contractual obligation to use all four of these trucks today. (In practice, it would not be unusual for a transportation planner to assign 25 truckloads to 20 carriers in a single day.)
The mileage numbers in Table 5.10 represent the total number of miles for the trip from Wickliffe to the final destination, including any intermediate stops. The total charge is calculated as follows. Suppose that the Roseville, Minnesota, trip is assigned to carrier IRST. The cost to Westvaco would be 600(1.13) + 3(75) = $903. (If the cost calculated this way were less than IRST's minimum truckload charge of $400, the cost to Westvaco would be $400.) Stop-off charges apply only to intermediate stops and not the final destination. Four truckloads are needed to go to Atlanta, Georgia. These truckloads can be assigned to a single carrier, or they can be split among several carriers. If carrier MRST is assigned one of these truckloads, the cost is 612(0.87) = $532.
Figure 5.45:
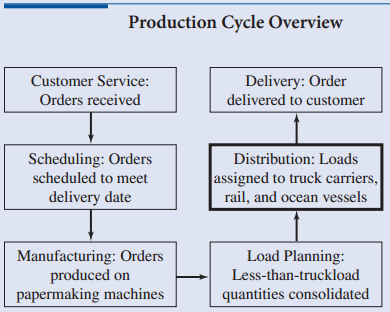
Table 5.10:
Step by Step Answer:
Assignments Carrier Destination ABCT IRST LAST MRST NEST PSST Total Trips ATLANTA 0 0 0 4 0 0 4 4 EV...View the full answer


Practical Management Science
ISBN: 978-1305250901
5th edition
Authors: Wayne L. Winston, Christian Albright
