

1) What process issues have been identified? How can you help Doug and team solve them? Doug...
Fantastic news! We've Found the answer you've been seeking!
Question:
 1) What process issues have been identified? How can you help Doug and team solve them?
1) What process issues have been identified? How can you help Doug and team solve them?
Transcribed Image Text:
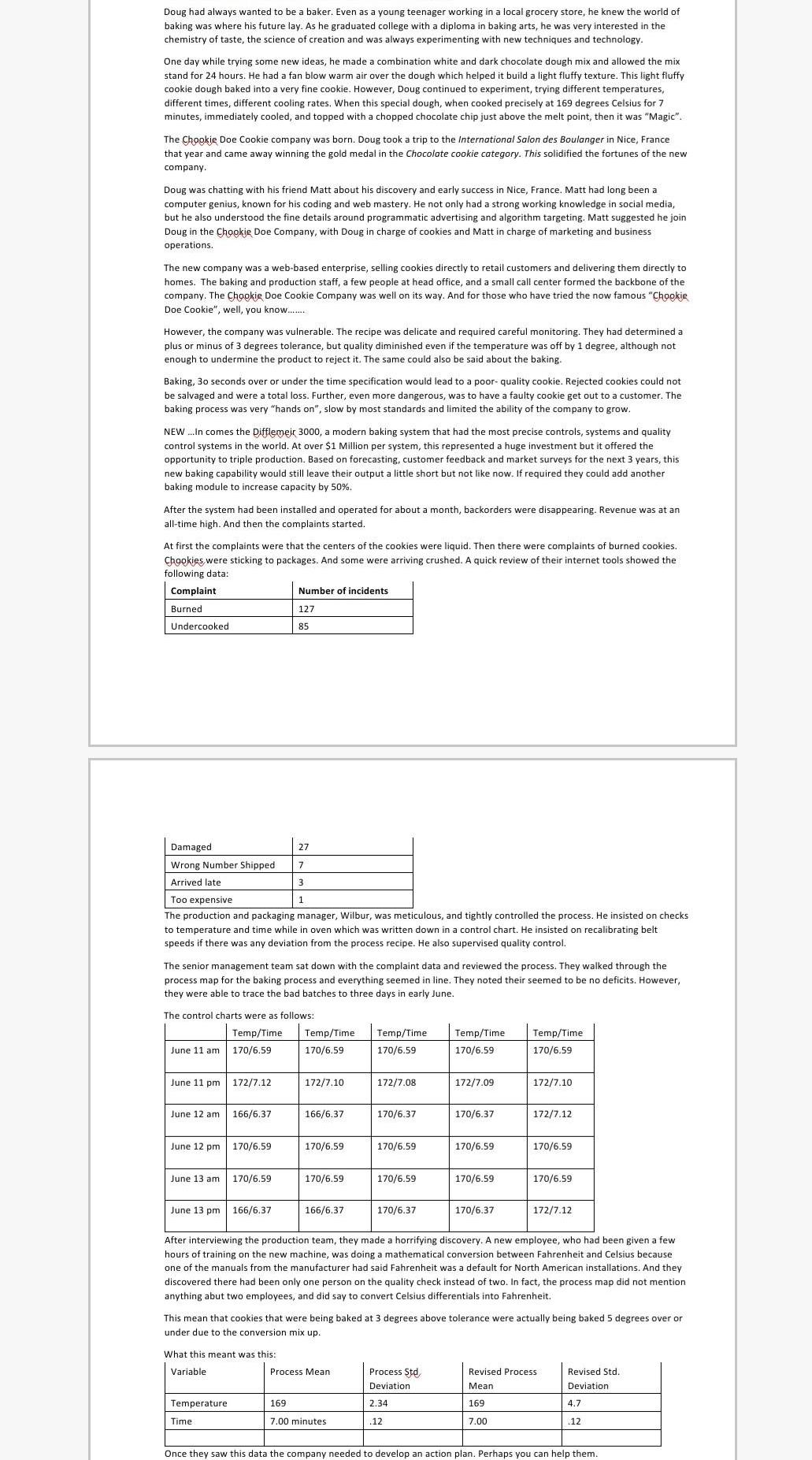
Doug had always wanted to be a baker. Even as a young teenager working in a local grocery store, he knew the world of baking was where his future lay. As he graduated college with a diploma in baking arts, he was very interested in the chemistry of taste, the science of creation and was always experimenting with new techniques and technology. One day while trying some new ideas, he made a combination white and dark chocolate dough mix and allowed the mix stand for 24 hours. He had a fan blow warm air over the dough which helped build a light fluffy texture. This light fluffy cookie dough baked into a very fine cookie. However, Doug continued to experiment, trying different temperatures, different times, different cooling rates. When this special dough, when cooked precisely at 169 degrees Celsius for 7 minutes, immediately cooled, and topped with a chopped chocolate chip just above the melt point, then it was "Magic". The Chookie Doe Cookie company was born. Doug took a trip to the International Salon des Boulanger in Nice, France that year and came away winning the gold medal in the Chocolate cookie category. This solidified the fortunes of the new company. Doug was chatting with his friend Matt about his discovery and early success in Nice, France. Matt had long been a computer genius, known for his coding and web mastery. He not only had a strong working knowledge in social media, but he also understood the fine details around programmatic advertising and algorithm targeting. Matt suggested he join Doug in the Chookie Doe Company, with Doug in charge of cookies and Matt in charge of marketing and business operations. The new company was a web-based enterprise, selling cookies directly to retail customers and delivering them directly to homes. The baking and production staff, a few people at head office, and a small call center formed the backbone of the company. The Chookie Doe Cookie Company was well on its way. And for those who have tried the now famous "Chookie Doe Cookie", well, you know........ However, the company was vulnerable. The recipe was delicate and required careful monitoring. They had determined a plus or minus of 3 degrees tolerance, but quality diminished even if the temperature was off by 1 degree, although not enough to undermine the product to reject it. The same could also be said about the baking. Baking, 30 seconds over or under the time specification would lead to a poor quality cookie. Rejected cookies could not be salvaged and were a total loss. Further, even more dangerous, was to have a faulty cookie get out to a customer. The baking process was very "hands on", slow by most standards and limited the ability of the company to grow. NEW...In comes the Difflemeir 3000, a modern baking system that had the most precise controls, systems and quality control systems in the world. At over $1 Million per system, this represented a huge investment but it offered the opportunity to triple production. Based on forecasting, customer feedback and market surveys for the next 3 years, this new baking capability would still leave their output a little short but not like now. If required they could add another baking module to increase capacity by 50%. After the system had been installed and operated for about a month, backorders were disappearing. Revenue was at an all-time high. And then the complaints started. At first the complaints were that the centers of the cookies were liquid. Then there were complaints of burned cookies. Chookies, were sticking to packages. And some were arriving crushed. A quick review of their internet tools showed the following data: Complaint Burned Undercooked Damaged Wrong Number Shipped Arrived late Too expensive The production and packaging manager, Wilbur, was meticulous, and tightly controlled the process. He insisted on checks to temperature and time while in oven which was written down in a control chart. He insisted on recalibrating belt speeds if there was any deviation from the process recipe. He also supervised quality control. June 11 am The senior management team sat down with the complaint data and reviewed the process. They walked through the process map for the baking process and everything seemed in line. They noted their seemed to be no deficits. However, they were able to trace the bad batches to three days in early June. June 11 pm The control charts were as follows: June 12 am June 12 pm June 13 am June 13 pm 172/7.12 Temperature 166/6.37 Time Number of incidents Temp/Time Temp/Time Temp/Time 170/6.59 170/6.59 170/6.59 170/6.59 127 85 170/6.59 27 7 3 1 166/6.37 What this meant was this: Variable 172/7.10 166/6.37 170/6.59 170/6.59 166/6.37 172/7.08 Process Mean 170/6.37 169 7.00 minutes 170/6.59 170/6.59 170/6.37 Temp/Time 170/6.59 172/7.09 Process Std Deviation 2.34 .12 170/6.37 170/6.59 170/6.59 170/6.37 Temp/Time 170/6.59 After interviewing the production team, they made a horrifying discovery. A new employee, who had been given a few hours of training on the new machine, was doing a mathematical conversion between Fahrenheit and Celsius because one of the manuals from the manufacturer had said Fahrenheit was a default for North American installations. And they discovered there had been only one person on the quality check instead of two. In fact, the process map did not mention anything abut two employees, and did say to convert Celsius differentials into Fahrenheit. 172/7.10 This mean that cookies that were being baked at 3 degrees above tolerance were actually being baked 5 degrees over or under due to the conversion mix up. 172/7.12. 170/6.59 170/6.59 172/7.12 Revised Process Mean 169 7.00 Revised Std. Deviation. 4.7 12 Once they saw this data the company needed to develop an action plan. Perhaps you can help them. Doug had always wanted to be a baker. Even as a young teenager working in a local grocery store, he knew the world of baking was where his future lay. As he graduated college with a diploma in baking arts, he was very interested in the chemistry of taste, the science of creation and was always experimenting with new techniques and technology. One day while trying some new ideas, he made a combination white and dark chocolate dough mix and allowed the mix stand for 24 hours. He had a fan blow warm air over the dough which helped build a light fluffy texture. This light fluffy cookie dough baked into a very fine cookie. However, Doug continued to experiment, trying different temperatures, different times, different cooling rates. When this special dough, when cooked precisely at 169 degrees Celsius for 7 minutes, immediately cooled, and topped with a chopped chocolate chip just above the melt point, then it was "Magic". The Chookie Doe Cookie company was born. Doug took a trip to the International Salon des Boulanger in Nice, France that year and came away winning the gold medal in the Chocolate cookie category. This solidified the fortunes of the new company. Doug was chatting with his friend Matt about his discovery and early success in Nice, France. Matt had long been a computer genius, known for his coding and web mastery. He not only had a strong working knowledge in social media, but he also understood the fine details around programmatic advertising and algorithm targeting. Matt suggested he join Doug in the Chookie Doe Company, with Doug in charge of cookies and Matt in charge of marketing and business operations. The new company was a web-based enterprise, selling cookies directly to retail customers and delivering them directly to homes. The baking and production staff, a few people at head office, and a small call center formed the backbone of the company. The Chookie Doe Cookie Company was well on its way. And for those who have tried the now famous "Chookie Doe Cookie", well, you know........ However, the company was vulnerable. The recipe was delicate and required careful monitoring. They had determined a plus or minus of 3 degrees tolerance, but quality diminished even if the temperature was off by 1 degree, although not enough to undermine the product to reject it. The same could also be said about the baking. Baking, 30 seconds over or under the time specification would lead to a poor quality cookie. Rejected cookies could not be salvaged and were a total loss. Further, even more dangerous, was to have a faulty cookie get out to a customer. The baking process was very "hands on", slow by most standards and limited the ability of the company to grow. NEW...In comes the Difflemeir 3000, a modern baking system that had the most precise controls, systems and quality control systems in the world. At over $1 Million per system, this represented a huge investment but it offered the opportunity to triple production. Based on forecasting, customer feedback and market surveys for the next 3 years, this new baking capability would still leave their output a little short but not like now. If required they could add another baking module to increase capacity by 50%. After the system had been installed and operated for about a month, backorders were disappearing. Revenue was at an all-time high. And then the complaints started. At first the complaints were that the centers of the cookies were liquid. Then there were complaints of burned cookies. Chookies, were sticking to packages. And some were arriving crushed. A quick review of their internet tools showed the following data: Complaint Burned Undercooked Damaged Wrong Number Shipped Arrived late Too expensive The production and packaging manager, Wilbur, was meticulous, and tightly controlled the process. He insisted on checks to temperature and time while in oven which was written down in a control chart. He insisted on recalibrating belt speeds if there was any deviation from the process recipe. He also supervised quality control. June 11 am The senior management team sat down with the complaint data and reviewed the process. They walked through the process map for the baking process and everything seemed in line. They noted their seemed to be no deficits. However, they were able to trace the bad batches to three days in early June. June 11 pm The control charts were as follows: June 12 am June 12 pm June 13 am June 13 pm 172/7.12 Temperature 166/6.37 Time Number of incidents Temp/Time Temp/Time Temp/Time 170/6.59 170/6.59 170/6.59 170/6.59 127 85 170/6.59 27 7 3 1 166/6.37 What this meant was this: Variable 172/7.10 166/6.37 170/6.59 170/6.59 166/6.37 172/7.08 Process Mean 170/6.37 169 7.00 minutes 170/6.59 170/6.59 170/6.37 Temp/Time 170/6.59 172/7.09 Process Std Deviation 2.34 .12 170/6.37 170/6.59 170/6.59 170/6.37 Temp/Time 170/6.59 After interviewing the production team, they made a horrifying discovery. A new employee, who had been given a few hours of training on the new machine, was doing a mathematical conversion between Fahrenheit and Celsius because one of the manuals from the manufacturer had said Fahrenheit was a default for North American installations. And they discovered there had been only one person on the quality check instead of two. In fact, the process map did not mention anything abut two employees, and did say to convert Celsius differentials into Fahrenheit. 172/7.10 This mean that cookies that were being baked at 3 degrees above tolerance were actually being baked 5 degrees over or under due to the conversion mix up. 172/7.12. 170/6.59 170/6.59 172/7.12 Revised Process Mean 169 7.00 Revised Std. Deviation. 4.7 12 Once they saw this data the company needed to develop an action plan. Perhaps you can help them.
Expert Answer:
Answer rating: 100% (QA)
What are the problems faced by the Chooke Doe Cookie Company after the installation of the Dilemek 3000 baking system and what was the cause of these problems The Chooke Doe Cookie Company faced sever... View the full answer

Related Book For 
Taxation Of Individuals And Business Entities 2015
ISBN: 9780077862367
6th Edition
Authors: Brian Spilker, Benjamin Ayers, John Robinson, Edmund Outslay, Ronald Worsham, John Barrick, Connie Weaver
Posted Date:
Students also viewed these accounting questions
-
Planning is one of the most important management functions in any business. A front office managers first step in planning should involve determine the departments goals. Planning also includes...
-
The Crazy Eddie fraud may appear smaller and gentler than the massive billion-dollar frauds exposed in recent times, such as Bernie Madoffs Ponzi scheme, frauds in the subprime mortgage market, the...
-
Googles ease of use and superior search results have propelled the search engine to its num- ber one status, ousting the early dominance of competitors such as WebCrawler and Infos- eek. Even later...
-
Calculate the CGT payable in relation to each of the following disposals, assuming in each case that the annual exemption is fully utilised against other gains, that there are no allowable losses and...
-
The mast of a sloop is supported at bow and stern by stainless steel wires, the forestay and backstay, anchored 10 m apart (Figure). The 12- m-long mast weighs 800 N and stands vertically on the deck...
-
Monochromatic light passes through a small round hole \(1.36 \mu \mathrm{m}\) in radius. The light then strikes a detector \(120 \mathrm{~mm}\) away from the hole and is absorbed by the detector...
-
.Which of the following is false regarding the Sarbanes-Oxley act? a. It requires that external auditors report to the company president. b. It applies to publicly traded companies. C. It requires...
-
Jill Motta, president of Motta Company, has instructed Linda Berger, the head of the accounting department for Motta Company, to report the companys land in the companys accounting reports at its...
-
Zing Coffee Company produces Columbian coffee in batches of 5,400 pounds. The standard quantity of materials required in the process is 5,400 pounds, which cost $6.00 per pound. Columbian coffee can...
-
The Clampett Oil Company has a tanker truck that it uses to deliver fuel to customers. The tanker has five different storage compartments with capacities to hold 2,500, 2,000, 1,500, 1,800 and 2,300...
-
3. Robin Banks is learning to ride a bike without training wheels. Her father pushes her with a constant acceleration of 0.5 m/s for 6 s, and then Robin pedals at 3 m/s for 6 sec before falling. (A)...
-
Reflective writing on the topic Global Trade and Covid-19 is required. Subject: International Economic Issues.
-
Consider three incomes: $35 000, $65 000, and $130 000. Determine the maximum RRSP contribution and the tax benefit at each income level. What would be an equivalent TFSA contribution? Next project...
-
"The post states a single concept, definition, and how you would utilize this in the business world?
-
DJT, inc. is considering a new investment opportunity that will require an initial investment of $5,951,000.00. The estimated cash flow for year 1 is $1,000,000, for year 2 is $1,500,000, and...
-
How sociocultural, economic, and political aspects influence economic development in Australia. With references please.
-
test: Impossible Division? Suppose you were asked to solve the following two problems on a A. Find the remainder when 6x1000 17x562 + B. Is x-1 a factor of x567 - 3x400+9+: 2? - + 12x+ 26 is divided...
-
Three successive resonance frequencies in an organ pipe are 1310, 1834, and 2358 Hz. (a) Is the pipe closed at one end or open at both ends? (b) What is the fundamental frequency? (c) What is the...
-
Grady is a 45-year-old employee with AMUCK Garbage Corporation. AMUCK pays group-term life insurance premiums for employees, and Grady chose the maximum face amount of $120,000. What amount, if any,...
-
Describe the three parties engaged in every business transaction and how understanding taxes may aid in structuring transactions.
-
Willie purchased a whole-life insurance policy on his brother, Benny. Under the policy, the insurance company will pay the named beneficiary $100,000 upon the death of the insured, Benny. Willie...
-
During 2020, Valley Sales Inc. earned revenues of \(\$ 500,000\) on account. Valley Sales collected \(\$ 410,000\) from customers during the year. Expenses totalled \(\$ 420,000\), and the related...
-
Great Sporting Goods Inc. began 2020 owing notes payable of \(\$ 4.0\) million. During 2020 , the company borrowed \(\$ 2.6\) million on notes payable and paid off \(\$ 2.5\) million of notes payable...
-
Marquis Inc. made sales of \(\$ 700\) million during 2020. Of this amount, Marquis Inc. collected cash for all but \(\$ 30\) million. The company's cost of goods sold was \(\$ 300\) million, and all...

Study smarter with the SolutionInn App