

Our biggest problem right now is that we are not working together. We are making stupid...
Fantastic news! We've Found the answer you've been seeking!
Question:
Transcribed Image Text:
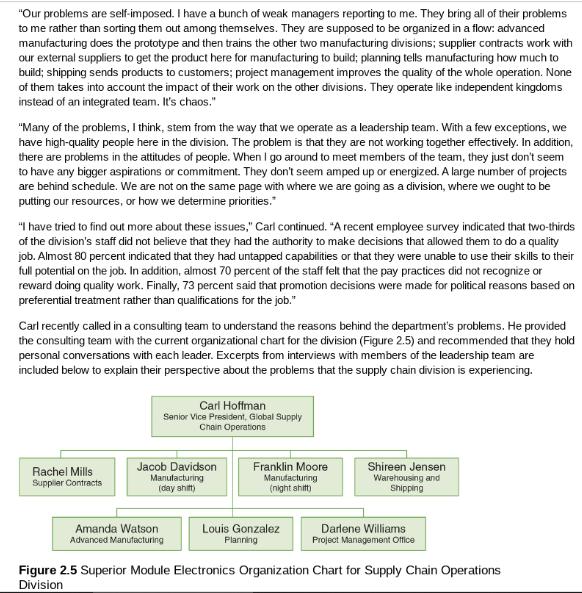
Our biggest problem right now is that we are not working together. We are making stupid mistakes, and we know better, admitted Carl Hoffman, senior vice president for supply chain operations at Superior Module Electronics (SME). This company looks nothing like the company that my grandfather started more than 50 years ago. We have performance problems that are keeping us from being competitive. Morale in the division is the lowest it has ever been, and we are endangering our reputation for putting out the highest-quality electronics in our industry segment." Superior Module Electronics creates power supplies, batteries, cables, and switches for large industrial applications. Customers of SME use their electronics components in high-risk industrial applications such as mining (minerals, oil and gas) and hazardous manufacturing (industrial gases, fertilizers, explosives). The company's investment in research and development throughout its history has made it one of the highest-performing companies in its industry. In the past several years, revenues had been steadily rising while competitors reported flat to declining sales. Recently, however, profits at SME have declined and the company is poised to report its first quarterly loss since the recession. Customer complaints about quality have been mounting, and the supply chain division has come under increased scrutiny from the board of directors. If one of our power supplies has an electrical surge or it heats up or it causes a fire, it's no exaggeration to say that there would be fatal consequences," Carl stressed. "We distinguish ourselves by developing and manufacturing the highest quality products in our industry. We think it's better to take a little extra time to make it right, because as my grandfather used to say, 'If it's not right, it's wrong." Government regulations require that our customers adhere to very strict safety practices, and as a result, those same regulations impact us as well. We have to undergo rigorous testing of our products and provide independent data to our customers that certify that our products are safe for use in their environments. But last summer, we had to recall 46,000 power supplies that were shipped out over a 4-month period due to a quality defect in the assembly. There is a possibility that we may face a serious fine for failing to find the defect before the product was sent to customers. If that's true, it will take a long time to regain our reputation and customer trust. Our CEO, my father Avery Hoffman, screamed at me for three hours," Carl remembered. "I still can't get to the bottom of whether the problem was with a supplier or our own internal manufacturing." "Our problems are self-imposed. I have a bunch of weak managers reporting to me. They bring all of their problems to me rather than sorting them out among themselves. They are supposed to be organized in a flow: advanced manufacturing does the prototype and then trains the other two manufacturing divisions; supplier contracts work with our external suppliers to get the product here for manufacturing to build; planning tells manufacturing how much to build; shipping sends products to customers; project management improves the quality of the whole operation. None of them takes into account the impact of their work on the other divisions. They operate like independent kingdoms instead of an integrated team. It's chaos." "Many of the problems, I think, stem from the way that we operate as a leadership team. With a few exceptions, we have high-quality people here in the division. The problem is that they are not working together effectively. In addition, there are problems in the attitudes of people. When I go around to meet members of the team, they just don't seem to have any bigger aspirations or commitment. They don't seem amped up or energized. A large number of projects are behind schedule. We are not on the same page with where we are going as a division, where we ought to be putting our resources, or how we determine priorities.* "I have tried to find out more about these issues," Carl continued. "A recent employee survey indicated that two-thirds of the division's staff did not believe that they had the authority to make decisions that allowed them to do a quality job. Almost 80 percent indicated that they had untapped capabilities or that they were unable to use their skills to their full potential on the job. In addition, almost 70 percent of the staff felt that the pay practices did not recognize or reward doing quality work. Finally, 73 percent said that promotion decisions were made for political reasons based on preferential treatment rather than qualifications for the job." Carl recently called in a consulting team to understand the reasons behind the department's problems. He provided the consulting team with the current organizational chart for the division (Figure 2.5) and recommended that they hold personal conversations with each leader. Excerpts from interviews with members of the leadership team are included below to explain their perspective about the problems that the supply chain division is experiencing. Rachel Mills Suppler Contracts Carl Hoffman Senior Vice President, Global Supply Chain Operations Jacob Davidson Manufacturing (day shift) Amanda Watson Advanced Manufacturing Franklin Moore Manufacturing (night shift) Louis Gonzalez Planning Shireen Jensen Warehousing and Shipping Darlene Williams Project Management Office Figure 2.5 Superior Module Electronics Organization Chart for Supply Chain Operations Division The Leadership Team's Perspective Rachel Mills, Supplier Contracts My division is responsible for negotiating contracts with our suppliers, which includes cost, quality, and delivery expectations. If we order 100,000 feet of copper tubing, we want it at a prenegotiated cost, within a certain quality level, and on our time schedule. If we need a delivery of high purity hydrogen sulfide, then it must contain impurities at a level of less than one-half of 1 percent. As an incentive to negotiate better rates with our suppliers, my team is compensated with a bonus based on supplier performance, specifically their cost. It is a simple formula: For every percentage decrease in cost, my team gets an equivalent salary bonus. A 10 percent reduction in supplier cost is a 10 percent annual bonus. If we can get a part made out of a high-quality composite instead of a pure metal, and the product engineers tell me that it will be the same, then we will change it out with their approval. Jacob Davidson, Manufacturing (day shift) "Keep the train moving" is our motto. As the manufacturing engine of the company, the last thing we want is to run out of product and create unhappy customers. It's my neck on the line, so I will do whatever I need to do in order to make sure that we have enough stock, and I don't want Carl and Avery coming in my office. My goals are to ensure 100 percent stocking levels on every product, so I miss my goal any time the warehouse is out of stock. Frankly, everything else is a distraction that wastes my time. On our management team, we have never worked together very well, and most of my department is a duplication of other functions that can't get their jobs done. I don't know what Darlene's team is supposed to be doing. We have our own project leaders that work to improve manufacturing quality, so I see her team as unnecessary. All of my people are doing their jobs. And Rachel's team lacks the expertise to understand how the products are put together, so when my guys report a quality concern to Rachel's team, they don't understand what we are talking about, so we duplicate their work by calling suppliers ourselves. Same thing with Amanda's team. Her team lacks the basic understanding of what day-to-day manufacturing looks like. They build so few products on her team that they don't know what it's like to have 100 times the workload of what they do, so their manufacturing plans are complicated and we have to rework them before we get started. Franklin Moore, Manufacturing (night shift) Typically, the manufacturing plan is published every day at 5p.m. when Louis's team is leaving for the day. Jacob's team works until 8 p.m., and then my team comes in and works until 6 a.m. A "planning day" is measured at 6 a.m. for the previous 24-hour period, so my team is the one stuck with any plan changes and we have to scramble to meet the goal. We have two opposite problems with this: too much work, and not enough work. Usually, we fail to meet the newly published plan because we are trying to make up the work that Jacob's team did not accomplish during the day and we get impossibly difficult goals to meet. But there are also davs that the plan is revised downward, so we have less work to do and I have to send workers home. That causes morale problems. To make matters worse, my turnover on the night shift approaches 40 to 50 percent. It's rough on the body to have to work the graveyard, so most people stick it out when they first get the job until a position opens up on the day shift. When I have gaps in staffing, I have to turn to our temporary labor until I can get someone hired, which seems to take forever here. Also, no one in our training department is willing to stick around until midnight to run a training program, so we end up doing our own. Most of the training is on the job, led by whoever knows their stuff and has been around the longest. Shireen Jensen, Warehousing and Shipping I'm sure you've heard the saying "Keep the train moving," because it's what Carl tells the whole team all the time. My group consists of the warehouse team that ships out the product based on customer orders. I am evaluated based on warehouse stocking levels and our shipping cycle times, or how fast we can ship out orders to a customer. I have no authority to make decisions on warehouse stocking levels other than to tell Jacob's team when we are about ready to run out of stock. If his team does not take action, my team pays the price. We do not have an effective planning or prioritization process because everything feels like an emergency. If one of Carl's golf buddies complains about an order, he will come down himself to take the materials out of the warehouse and deliver them personally. Amanda Watson, Advanced Manufacturing Our job is to take the latest products that are designed by research and development and to actually build them. My team is separate from Jacob's and Franklin's manufacturing teams because we have our own manufacturing line to test out what it's like to build the latest products. Once we create the manufacturing process on any product, we build it for the first 6 months until we feel comfortable that it's ready to go to Jacob's and Franklin's teams. We're basically our own self-contained supply chain organization, and we need what we need, so we have our own sourcing organization, too. Rachel's team won't help us and is not responsive. For example, when we started our manufacturing plans for the large capacity M4X batteries, Rachel's team insisted that we use an existing supplier for the chemicals that go in the internal chambers. Our team found that the chemical purity was not to the engineering specifications, so we went ahead and ordered our own. Rachel's team is pretty incompetent when it comes to the engineering detail. But I have a team of PhDs who can run circles around them, so we just ask them to step aside while we get the job done. Contributing to the morale problem in the division is that fact that Carl recently decided to outsource the manufacturing of the M4X batteries after we had spent 6 months on the internal manufacturing plan, meaning that all of the time and effort we invested was worthless. The company ended up paying our external manufacturer to repeat the planning work that we had already done, and no one ever asked us for any of our data or findings about how to manufacture the product. If you want to know why morale is so low, consider that we just took a team of brilliant PhDs and flushed their work down the toilet. Read the Superior Module Electronics case and answer the following questions: 1. Use the STAR model to identify each point of the star in the case. Give specific examples for each point. 2. Work your way around the STAR, and evaluate the design according to each section of the STAR. How would you evaluate how each point of the STAR is consistent or inconsistent with other elements of the STAR? 3. Propose any improvements or changes to any of the points of the STAR that you find to be inconsistent. What STAR model points would you change, and why? Our biggest problem right now is that we are not working together. We are making stupid mistakes, and we know better, admitted Carl Hoffman, senior vice president for supply chain operations at Superior Module Electronics (SME). This company looks nothing like the company that my grandfather started more than 50 years ago. We have performance problems that are keeping us from being competitive. Morale in the division is the lowest it has ever been, and we are endangering our reputation for putting out the highest-quality electronics in our industry segment." Superior Module Electronics creates power supplies, batteries, cables, and switches for large industrial applications. Customers of SME use their electronics components in high-risk industrial applications such as mining (minerals, oil and gas) and hazardous manufacturing (industrial gases, fertilizers, explosives). The company's investment in research and development throughout its history has made it one of the highest-performing companies in its industry. In the past several years, revenues had been steadily rising while competitors reported flat to declining sales. Recently, however, profits at SME have declined and the company is poised to report its first quarterly loss since the recession. Customer complaints about quality have been mounting, and the supply chain division has come under increased scrutiny from the board of directors. If one of our power supplies has an electrical surge or it heats up or it causes a fire, it's no exaggeration to say that there would be fatal consequences," Carl stressed. "We distinguish ourselves by developing and manufacturing the highest quality products in our industry. We think it's better to take a little extra time to make it right, because as my grandfather used to say, 'If it's not right, it's wrong." Government regulations require that our customers adhere to very strict safety practices, and as a result, those same regulations impact us as well. We have to undergo rigorous testing of our products and provide independent data to our customers that certify that our products are safe for use in their environments. But last summer, we had to recall 46,000 power supplies that were shipped out over a 4-month period due to a quality defect in the assembly. There is a possibility that we may face a serious fine for failing to find the defect before the product was sent to customers. If that's true, it will take a long time to regain our reputation and customer trust. Our CEO, my father Avery Hoffman, screamed at me for three hours," Carl remembered. "I still can't get to the bottom of whether the problem was with a supplier or our own internal manufacturing." "Our problems are self-imposed. I have a bunch of weak managers reporting to me. They bring all of their problems to me rather than sorting them out among themselves. They are supposed to be organized in a flow: advanced manufacturing does the prototype and then trains the other two manufacturing divisions; supplier contracts work with our external suppliers to get the product here for manufacturing to build; planning tells manufacturing how much to build; shipping sends products to customers; project management improves the quality of the whole operation. None of them takes into account the impact of their work on the other divisions. They operate like independent kingdoms instead of an integrated team. It's chaos." "Many of the problems, I think, stem from the way that we operate as a leadership team. With a few exceptions, we have high-quality people here in the division. The problem is that they are not working together effectively. In addition, there are problems in the attitudes of people. When I go around to meet members of the team, they just don't seem to have any bigger aspirations or commitment. They don't seem amped up or energized. A large number of projects are behind schedule. We are not on the same page with where we are going as a division, where we ought to be putting our resources, or how we determine priorities.* "I have tried to find out more about these issues," Carl continued. "A recent employee survey indicated that two-thirds of the division's staff did not believe that they had the authority to make decisions that allowed them to do a quality job. Almost 80 percent indicated that they had untapped capabilities or that they were unable to use their skills to their full potential on the job. In addition, almost 70 percent of the staff felt that the pay practices did not recognize or reward doing quality work. Finally, 73 percent said that promotion decisions were made for political reasons based on preferential treatment rather than qualifications for the job." Carl recently called in a consulting team to understand the reasons behind the department's problems. He provided the consulting team with the current organizational chart for the division (Figure 2.5) and recommended that they hold personal conversations with each leader. Excerpts from interviews with members of the leadership team are included below to explain their perspective about the problems that the supply chain division is experiencing. Rachel Mills Suppler Contracts Carl Hoffman Senior Vice President, Global Supply Chain Operations Jacob Davidson Manufacturing (day shift) Amanda Watson Advanced Manufacturing Franklin Moore Manufacturing (night shift) Louis Gonzalez Planning Shireen Jensen Warehousing and Shipping Darlene Williams Project Management Office Figure 2.5 Superior Module Electronics Organization Chart for Supply Chain Operations Division The Leadership Team's Perspective Rachel Mills, Supplier Contracts My division is responsible for negotiating contracts with our suppliers, which includes cost, quality, and delivery expectations. If we order 100,000 feet of copper tubing, we want it at a prenegotiated cost, within a certain quality level, and on our time schedule. If we need a delivery of high purity hydrogen sulfide, then it must contain impurities at a level of less than one-half of 1 percent. As an incentive to negotiate better rates with our suppliers, my team is compensated with a bonus based on supplier performance, specifically their cost. It is a simple formula: For every percentage decrease in cost, my team gets an equivalent salary bonus. A 10 percent reduction in supplier cost is a 10 percent annual bonus. If we can get a part made out of a high-quality composite instead of a pure metal, and the product engineers tell me that it will be the same, then we will change it out with their approval. Jacob Davidson, Manufacturing (day shift) "Keep the train moving" is our motto. As the manufacturing engine of the company, the last thing we want is to run out of product and create unhappy customers. It's my neck on the line, so I will do whatever I need to do in order to make sure that we have enough stock, and I don't want Carl and Avery coming in my office. My goals are to ensure 100 percent stocking levels on every product, so I miss my goal any time the warehouse is out of stock. Frankly, everything else is a distraction that wastes my time. On our management team, we have never worked together very well, and most of my department is a duplication of other functions that can't get their jobs done. I don't know what Darlene's team is supposed to be doing. We have our own project leaders that work to improve manufacturing quality, so I see her team as unnecessary. All of my people are doing their jobs. And Rachel's team lacks the expertise to understand how the products are put together, so when my guys report a quality concern to Rachel's team, they don't understand what we are talking about, so we duplicate their work by calling suppliers ourselves. Same thing with Amanda's team. Her team lacks the basic understanding of what day-to-day manufacturing looks like. They build so few products on her team that they don't know what it's like to have 100 times the workload of what they do, so their manufacturing plans are complicated and we have to rework them before we get started. Franklin Moore, Manufacturing (night shift) Typically, the manufacturing plan is published every day at 5p.m. when Louis's team is leaving for the day. Jacob's team works until 8 p.m., and then my team comes in and works until 6 a.m. A "planning day" is measured at 6 a.m. for the previous 24-hour period, so my team is the one stuck with any plan changes and we have to scramble to meet the goal. We have two opposite problems with this: too much work, and not enough work. Usually, we fail to meet the newly published plan because we are trying to make up the work that Jacob's team did not accomplish during the day and we get impossibly difficult goals to meet. But there are also davs that the plan is revised downward, so we have less work to do and I have to send workers home. That causes morale problems. To make matters worse, my turnover on the night shift approaches 40 to 50 percent. It's rough on the body to have to work the graveyard, so most people stick it out when they first get the job until a position opens up on the day shift. When I have gaps in staffing, I have to turn to our temporary labor until I can get someone hired, which seems to take forever here. Also, no one in our training department is willing to stick around until midnight to run a training program, so we end up doing our own. Most of the training is on the job, led by whoever knows their stuff and has been around the longest. Shireen Jensen, Warehousing and Shipping I'm sure you've heard the saying "Keep the train moving," because it's what Carl tells the whole team all the time. My group consists of the warehouse team that ships out the product based on customer orders. I am evaluated based on warehouse stocking levels and our shipping cycle times, or how fast we can ship out orders to a customer. I have no authority to make decisions on warehouse stocking levels other than to tell Jacob's team when we are about ready to run out of stock. If his team does not take action, my team pays the price. We do not have an effective planning or prioritization process because everything feels like an emergency. If one of Carl's golf buddies complains about an order, he will come down himself to take the materials out of the warehouse and deliver them personally. Amanda Watson, Advanced Manufacturing Our job is to take the latest products that are designed by research and development and to actually build them. My team is separate from Jacob's and Franklin's manufacturing teams because we have our own manufacturing line to test out what it's like to build the latest products. Once we create the manufacturing process on any product, we build it for the first 6 months until we feel comfortable that it's ready to go to Jacob's and Franklin's teams. We're basically our own self-contained supply chain organization, and we need what we need, so we have our own sourcing organization, too. Rachel's team won't help us and is not responsive. For example, when we started our manufacturing plans for the large capacity M4X batteries, Rachel's team insisted that we use an existing supplier for the chemicals that go in the internal chambers. Our team found that the chemical purity was not to the engineering specifications, so we went ahead and ordered our own. Rachel's team is pretty incompetent when it comes to the engineering detail. But I have a team of PhDs who can run circles around them, so we just ask them to step aside while we get the job done. Contributing to the morale problem in the division is that fact that Carl recently decided to outsource the manufacturing of the M4X batteries after we had spent 6 months on the internal manufacturing plan, meaning that all of the time and effort we invested was worthless. The company ended up paying our external manufacturer to repeat the planning work that we had already done, and no one ever asked us for any of our data or findings about how to manufacture the product. If you want to know why morale is so low, consider that we just took a team of brilliant PhDs and flushed their work down the toilet. Read the Superior Module Electronics case and answer the following questions: 1. Use the STAR model to identify each point of the star in the case. Give specific examples for each point. 2. Work your way around the STAR, and evaluate the design according to each section of the STAR. How would you evaluate how each point of the STAR is consistent or inconsistent with other elements of the STAR? 3. Propose any improvements or changes to any of the points of the STAR that you find to be inconsistent. What STAR model points would you change, and why?
Expert Answer:
Answer rating: 100% (QA)
1 Situation Description Superior Module Electronics SME is facing significant internal challenges including declining profits low morale and quality issues There is a lack of cohesion among the leader... View the full answer

Related Book For 
Understanding Business Ethics
ISBN: 9781506303239
3rd Edition
Authors: Peter A. Stanwick, Sarah D. Stanwick
Posted Date:
Students also viewed these general management questions
-
Harley-Davidson: Preparing for the Next Century There are very few products that are so exciting that people will tattoo your logo on their body. Richard Teerlink, Retired CEO, Harley-Davidson In...
-
Read the case study "Southwest Airlines," found in Part 2 of your textbook. Review the "Guide to Case Analysis" found on pp. CA1 - CA11 of your textbook. (This guide follows the last case in the...
-
Dixie Irwin is the department manager for Religious Books, a manufacturer of religious books that are sold through Internet companies. Irwins bonus is based on reducing production costs. Irwin has...
-
It is found that the number of married and single adults in a certain town are subject to the statistics that follow. Suppose that x and y denote the number of married and single adults,...
-
The trial balance of Tanhosier Ltd as at 31 March 2020 is as follows The following further information is available: (i) The share capital of the company consists of ordinary shares with a nominal...
-
Use the following information from the records of Packen Partners to prepare an income statement under the periodic inventory system for the year ended 30 June 2026. Purchases Inventory, 1 July 2025...
-
Designer Suits Rental has been in business for four years. Because the company has recently had a cash flow problem, management wonders whether there is a problem with receivables or inventories....
-
What industry is Airbnb in? Is Airbnb in a risky industry? Why/when Airbnb begin its operations? Has Airbnb announced an IPO, or possibly a SPAC deal, since it received its initial funding? If now...
-
Bamboo Consulting is a consulting firm owned and operated by Lisa Gooch. The following end-of-period spreadsheet was prepared for the year ended July 31, 2016: Based on the preceding spreadsheet,...
-
Yates v. U.S. 135 S.Ct. 1074 (2015) FACTS: John Yates, a commercial fisherman, caught undersized red grouper in federal waters in the Gulf of Mexico. To prevent federal authorities from confirming...
-
With you being the CEO of Kerr's Bakery & more Located in Kingston, Jamaica Baked products of cakes, pudding and pastries, Create the following for your company: 1. Rational and Objective 2.Target...
-
We begin by considering a 6-year bond issued by Greco Corp. The bond was initially sold to investors 4 years ago as a 10-year bond. At the time it was sold at par. The face value for each bond was...
-
These problems are available in MyLab Finance. 1. Balance sheet. From the following balance sheet accounts, a. construct a balance sheet for 2016 and 2017. b. list all the working capital accounts....
-
I. Consider the following information about Koll and Nell for one-time period: Stock Expected return 17% Koll Nell 22% Standard Deviation 10% 16% Suppose that the correlation coefficient between the...
-
^ 15. The same bar magnet is now placed exactly halfway between two solenoids with their currents in the same direction. It is released from rest. Is there a net force on the bar magnet? Explain. Is...
-
Determine the days in inventory for 2021 and 2022. (Round answers to 1 decimal place, e.g. 5.1.) 2021 2022 Days in inventory enter a number of days days enter a number of days days Early in 2022,...
-
A bubble-point liquid feed is to be distilled as shown in Figure. Use the Edmister group method to estimate the mole-fraction compositions of the distillate and bottoms. Assume initial overhead and...
-
Using the principles set forth in the Global Business Standards Codex, find an example of a company that does or did not follow one of the principles. Discuss the implications of the companys actions.
-
Since the 1950s, humans have been able to make synthetic diamonds. Yet, consumers demand real diamonds for their jewelry, but at what cost? The diamond industry has been marred with numerous ethical...
-
In 1938, a 29-year-old English stockholder was invited by a friend to visit Prague when their planned skiing trip to Switzerland was cancelled. Instead, Sir Winton visited refugee camps in...
-
Select an information system with which you are familiar, and which you feel needs to be improved, based upon your experiences as an employee, customer, other system user, or system owner, Switch...
-
You have learned the importance of making sure that requirements are correctly identified. Hut how do you know when you have a correct requirement-that is, what criteria must each requirement meet in...
-
Prepare a full feasibility analysis, including Economic, Operational, Schedule, Legal, and Technical analyses for the system you are suggesting in problem 1. Your analysis should be no more than 30...

Study smarter with the SolutionInn App