

Trans-European Plastics (TEP) is one of Europe's largest manufacturers of plastic household items. Its French factory makes
Question:
Trans-European Plastics (TEP) is one of Europe's largest manufacturers of plastic household items. Its French factory makes a range of over 500 products that are sold to wholesalers and large retailers throughout Europe.
The company despatches orders within 24 hours of receipt using an international carrier. All customers would expect to receive their requirements in full within one week. The manufacturing operation is based on batch production, employing 24 large injection-moulding machines. Weekly production schedules are prepared by the Planning and Control office, detailing the sequence of products (moulds and colours) to be used, the quantity required for each batch and the anticipated timing of each production run. Mould changes ('set-ups') take on average three hours, at an estimated cost of €500 per set-up.
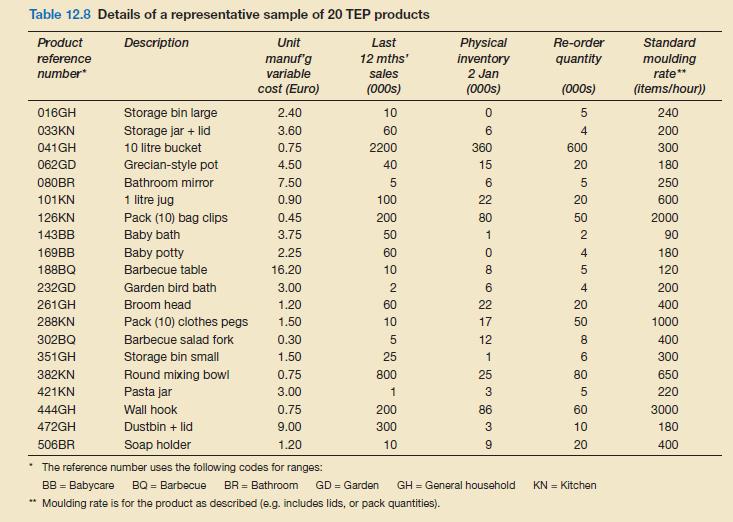
Concerned about the declining delivery reliability, increased levels of finished goods inventory and falling productivity (apparently resulting from 'split-batches' where only part of a planned production batch is produced to overcome immediate shortages), the CEO, Francis Lamouche, employed consultants to undertake a complete review of operations. On 2 January, a full physical inventory check was taken. A representative sample of 20 products from the range is shown in Table 12.8.

Questions
1. Why is TEP unable to deliver all its products reliably within the target of one week and what effects might that have on the distributors?
2. Applying the EBQ model, what batch size would you recommend for this product? How long will each batch take to produce and how many batches per year will be made? Should this model be applied to calculate the reorder quantity for all the products, and if not, why?
3. How would the EBQ change if the set-up costs were reduced by 50 per cent, and the holding costs were reassessed at 40 per cent, taking account of the opportunity costs of capital at TEP?
4. What internal problems result from the current planning and control policies? In particular, analyze stock turns and availability (e.g. high and low levels).
5. Using Pareto analysis, categorize the products into Classes A, B, C, based on usage value. Would this approach be useful for categorizing and controlling stock levels of all the products at TEP?
6. What overall recommendations would you make to Francis Lamouche about the proposed investment in the warehouse extension?
Step by Step Answer:


Operations Management
ISBN: 9780273708476
5th Edition
Authors: Nigel Slack, Stuart Chambers, Robert Johnston
