Question: 1.Begin by identifying the key problems/issues for Engstrom, and then identify the key theoretical contributions that a Scanlon plan should bring to a company. Is
1.Begin by identifying the key problems/issues for Engstrom, and then identify the key theoretical contributions that a Scanlon plan should bring to a company. Is Scanlon a good solution for Engstroms challenges
2.What organizational factors at Engstrom impacted how well Scanlon performed at the plant? Then generalize to other organizations: how are pay-for-performance systems influenced positively or negatively by other organizational factors?
3.How important do you feel money is as a motivator? Does pay motivate you? Would you be less likely to spend time on innovative, creative pursuits if you were not paid for that effort? How does pay, and employees perception that pay is seldom fairly linked to performance, hinder collaboration in an organization?
4.If you were Bent, how would you solve the problem facing Engstrom
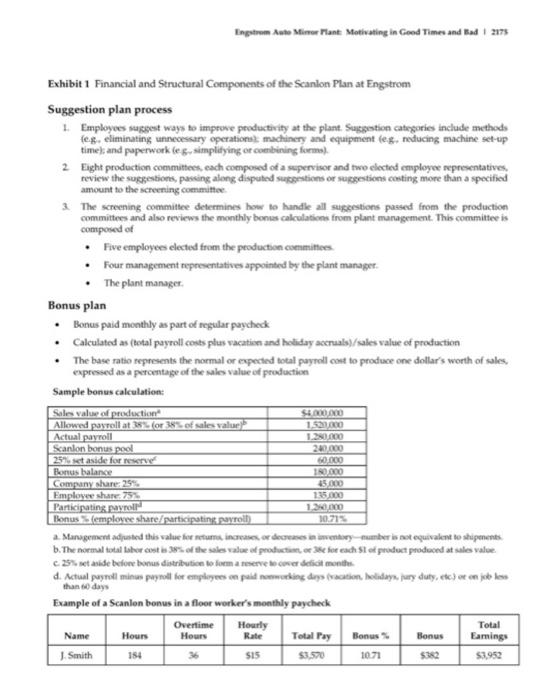
Engstrom Auto Mirror Plant: Motivating in Good Times and Bad There had been several rough quarters at the Engstrom Auto Mirror plant in Richmond, Indiana, a privately owned business that manufactured mirrors for trucks and automobiles and employed 209 people. For more than a year, plant manager Ron Bent and his assistant, Joe Haley, had focused their Friday meetings on the troubling numbers, but the tenor of their May 14, 2007, meeting was different. Both men sensed that they now faced a crisis at the plant. Bent was talking animatedly to Haley: "This is the third productivity problem in, what, two weeks? We can't climb out of this downturn with performance like that." He scowled as he signed the authorization to air-freight a large order to the Toyota plant where Sam Martinez managed the assembly line. The difference in cost was astronomical, and it had been necessitated by the slow pace of productivity at Engstrom, which meant in this case that a job due for completion on Monday wasn't completed until Thursday. But Bent couldn't afford to make a late delivery to Martinez; he was a prized but demanding customer who had designated Engstrom as a certified supplier one year earlier. Only one other supplier for Martinez's plant had achieved certified supplier status-a recognition of both extraordinary reliability and quality. The worry lines on Bent's face deepened. Certified status meant that Martinez had personally authorized Engstrom products to be used on the auto lines without a quality inspection. Along with productivity problems, product-quality issues had also been creeping into the work done at Engstrom. Bent hoped that he was not paying to air-expedite defective mirrors to Martinez. Haley said, "Ron, we both know the employees have been complaining for months, but yesterday and today the talk has been pretty hostile. I'm not saying there's a definite connection between nearly late delivery and the grumbling I heard, but you've got to wonder." Bent knew that Haley, in just four months at the plant, had developed good relationships with several workers and could pick up useful information about the mood. Haley said, "They've had it with the Scanlon Plan. You hear the griping everywhere: 'What's the point of having a bonus plan if no bonus is paid for months?' And it's not just the people who've always been active in UAW 2175 i Engstrom Auto Mirror Plant. Motivating in Good Times and Red United Auto Workers), although the union could start taking a more belligerent position at their next meeting." Bent held up the expedite authorization. "It's a vicious cycle. We're paying a stiff price for slips in productivity and that's money I would far rather be paying to workers as a reward for high performance." After Haley left, Bent sat for a moment staring out the window in his office Back in 1998 he had faced a similar crisis marked by low employee morale. At the time, he had rated the average worker productivity at a dismal 40% of expectation. After studying the turnaround of two other plants in Indiana. Bent had painstakingly built the support needed from both employees and the Engstrom family to institute a Scanlon Plan at the plant. The choice proved propitious the Scanlon Plan, which paid bonuses to workers for increased productivity, had been the primary catalyst of Engstrom's own tumaround Business had been good over a seven-year period: sales had quadrupled. In 2005, however, a downturn hit the industry. In June 2006, Bent had been forced to lay off 46 of his 255 employees Those who remained had not received a Scanlon bonus in seven months. Bent wondered: Had the plan outlived its usefulness? Was it a victim of its own success? The workers had become accustomed to the plan's substantial bonuses, perceiving the additional hundreds of dollars as part of their regular compensation. Therefore, when the bonuses stopped, the workers responded with anger and suspicion, as if something that rightfully belonged to them had been taken away. Now, Bent had to determine whether to scrap Scanlon, change it, or look elsewhere for solutions to sustaining productivity and ensuring quality until the downturn ended. Understanding Scanlon Plans The Scanlon Plan is the oldest organization-wide incentive plan still in use in the United States. Many employee incentive plans (for example, the typical bonus paid to sales representatives) are keyed to an individual's performance Other plans base incentives on the performance of the functional work group to which an employee belongs. Organization-wide plans such as Scanlon reinforce teamwork and cooperation across work groups while they focus attention on cost savings and motivating employees to work smarter, not harder. The first Scanlon Plan was developed in the 1930s by Joseph Scanlon, a cost accountant by training and a steelworkers' union official at a steel mill facing bankruptcy. Scanlon worked with the mill owner to enlist the plant workers in identifying ideas for increasing productivity. Ultimately, the plant was saved. Although Scanlon was oriented to helping small, distressed companies, variants of his "gainsharing" plan have been adopted by a diversity of organizations. The heart of these plans is the concept of participative management. Scanlon believed that individuals will work hard to help achieve their organization's goals so long as they have an opportunity to take responsibility for their actions and apply their skills. A key tactic is to communicate financial and other business data through all levels of the organization. While this is a symbolic motivator for many workers, the tactic also has a practical basis: everyone is encouraged to suggest ways to improve the plant's productivity. The three plan components-the submission of suggestions for improvement by employees at all levels, the structure of the company committees that evaluate the suggestions, and then the sharing of the fruits of increased productivity through monthly bonuses--ideally work together to drive big changes in behavior and attitudes. When things are working properly, teamwork and knowledge sharing typically improve in Scanlon organizations: collaboration fosters innovation and creativity, Engstrum Auto Mimer Plant Motivating in Good Times and Bad 2275 which in turn drive improvements in productivity, thereby ensuring the payment of bonuses. The culture in a Scanlon plant also typically becomes more change-friendly, as workers have the opportunity to make more money by changing the status quo for the better. While all Scanlon plans share these characteristics, the plans can be tailored to support an organization's specific strategy Plants like Engstrom were focused on cost savings, which means producing more per hour of labor spent. The bonus for everyone at Engstrom was therefore based on that ratio-production per labor hour. Organizations with different strategies base their Scanlon bonuses on different factors, but at Engstrom, pursuing higher productivity that drove labor savings was the linchpin. Exhibit 1 shows the basic financial and structural components of the plan at Engstrom The Path to Plan Adoption at Engstrom Engstrom Auto Mirror, which had operated since 1948 and enjoyed considerable success for much of its lifetime, had become mired in unprofitability by the late 1990s. The plant at that time was redesigning its production lines to incorporate new technology. The transition was not smooth, and increasingly long production delays irritated and eventually alienated customers. The plant manager lacked the sophistication with technology necessary to find solutions quickly and was inept at working with an increasingly militant union (he claimed that the union was "laying in wait for him to make mistakes and wanted to hurt management financially on grievances . Embittered and tired of conflict, the manager resigned in 1998. Ron Bent, a successful manager in his mid-40s, was hired away from a camshaft production plant to attempt atumaround Bent believed strongly in the power of worker incentive programs and wanted to establish one at Engstrom. Owing to his experience with different types of programs and further study he subsequently undertook. he held strong opinions about which type of plan might work best at Engstrom. At the camshaft plant, he had experienced an incentive plan that rewarded individuals not groups or the employees as a whole--for performance. He didn't care for the results Individual incentive plans require a lot of manpower. You're often arguing with the union. In my experience, any time you set a rate on an operator, he will figure out a way to beat that rate. The cumulative effect of numerous small changes in tools and methods could result in incentive standards that had little relationship to workers' tasks in support of his position, Bent claimed that the plan at the Camshaft plant had gotten so out of line" that the average worker earned 15% of the day rate. Bent has similarly strong feelings about group incentive plans "If you are going to change your operations or institute a new technology, product or manufacturing line, the process to get that installed and operational is much longer under an individual or a group incentive plan." A Scanion Plan, Bent thought, was the best for Engstrom, given the challenges that the plant faced: "With Scanlon, workers are receptive to new methods and new machinery because they feel they are a part of the company-wide program. When you've established a Scanlon plan properly, you've also built a good communications network throughout your organization Though Bent had worked at and visited plants with multiple incentive plans in place, he felt that Engstrom was too small to accommodate the complexity of multiple plans By early 1999, he and his management team began talking about the Scanlon concept around the plant, focusing on the potential benefits for workers. They also posted information about Scanlon on bulletin boards, and Bent spent many hours jawboning workers whom he had heard were opinion leaders In addition, Bent organized a trip for a group of workers to visit another plant that had implemented Scanlon As Bent explained: 2195 Engstrom Auto Minee Plant Motivating in Good Times and Bot Our bargaining committee mingled casually with the other plant's bargaining committee and some of our people attended the Scanlon meeting there. My management team kept in the background and let the workers develop their own sense of e situation. The workers came hack enthused, and they set the stage for acceptance of Scanlon by their fellows at Engstrom. Throughout these months of campaigning Bent included a single consistent message in every communication he had with any employee at Engstrom the Scanlon Plan would be adopted at the plant only if a substantial majority of workers wanted it In December 1999, a formal statement of the plan was prepared to be presented to all plant employees for discussion and ultimately, a vote the bar was high management had insisted that because strong employee buy-in was critical, a 75% yea" vote was necessary. On December 10,81% of the workers voted for the plan. Every employee then signed a Scanien Bonus Plan Agreement Following are its key provisions The labor savings would be split 79% to employees and 25% to the company A reserve would be established to cover months when productivity fell below the base ratio Before the monthly payment of 75% to employees and 25% to the company. 25% of all bonus (both the employees and the company's share) would be set aside as a reserve in case of a deficit month - that is, a month when total payroll costs exceeded allowed payroll The structure of the Scanlon Production and Screening Committeest up to stimulate and then evaluate employees' suggestions-was presented in detail and methods for appointing or electing members were established . Conditions under which management could adjust the base ratio were made expiicit. Changes in wages, sales volume, pricing, product mix, subcontracting or technology were identified as potentially leading to increases or decreases in selling prices or standard costs and therefore as factors that might cause the base ratio to be changed The trickiest part of the plan adoption was the calculation of the piant's base Scanion ratio. A benchmark was needed. Mant management selected a ratio of payroll cost to sales volume of production. Their strategy was to start with the total sales revenues generated during a specified period and then establish a percentage of that total as a standard or normative cost of labor, including managerial support. A ratio of 0.50 to 1, for example, would mean that the normative payroll cost was 50% of total sales revenue and that employees would be paid a bonus for any month in which the payroll cost was less than 50% of total sales tevenue with the size of the bonus based on the percentage of savings achieved). Bent remembered two of the reasons why establishing the ratio raised protracted arguments among the management team, a Scanlon consultant hired by Bent, and worker representatives The idea was to examine the historical ratio over a representative period of the plants business cycle, including all ups and downs that are likely to occur. But we found it hard to identify a recent period we felt was representative, given the troubles at the plant. And we needed to consider that employees had been performing at unacceptable levels. We wanted to motivate them to excel, not just to perform less poorly. The best reconstruction of actual performance showed that the ratio had varied between 30.5% and 68.2% over the previous fiscal year. The average for the 12 months was 13.7%. Though the Scanlon consultant suggested a target of 47% the ratio was eventually set at 80% Engstrem Auto Minor Plant Moting in Good Times and Bad 2009 Scanlon's Track Record at Engstrom The institution of the plan led quickly to an increase in productivity, as measured by the bonus ratio (payroll cost to sales value of production). While few of the early suggestions that employees made increased productivity in any meaningful way, the committees accepted as many as possible (276 out of 305 in the first year). Bent said, "We really wanted to support the submission of these suggestions." Bent also immediately instituted monthly communication meetings open to all employees We covered the results of the prior month in detail, praising the workers for improvements they suggested. We also shared our perception of business conditions, identified new customers we were working with described new equipment that was coming into the plant- anything that we felt would be of interest to workers. They had never been exposed to this kind of communication before. Then we opened the floor for questions, and it was no holds barred. I set only two restrictions no talking about anyone else's personality and no discussion of any individual's pay rate. If I couldn't answer a question. I'd ask one of my staff to answer it. I wanted the workers to see we weren't trying to conceal anything Tension and conflict in the plant eased, as most plant employees seemed to accept the serious intent of the plan. At the same time as the plant was achieving growth, higher profits, and consistent quality standards, the employees were also receiving good financial rewards Scanlon bonuses were paid every month of every year following plan adoption, in addition to normal wage increases (Exhibit 1 includes an example of a worker's paycheck showing the bonus) "I's not just the money-though don't get me wrong the money is great." said Jim Lutz, a worker on one of the plant's lines. I'm getting rewarded for thinking, not just for performing the same tasks every day. To me, that means the plant values the knowledge I have about how my line runs Some of the most important cultural changes, according to Bent, were not apparent in the quantitative measures If, say, a polisher's machine went down, he called the maintenance man, who came over to examine the machine and then went back to his area to get a tool - one tool . If that was the wrong tool, he'd go back for a different one. Sometimes he'd go back and forth three or four times. Why? Because it didn't affect his pay, or matter in any other aspect of his work, whether the machine was running or not. Now the maintenance man brings his whole tool cart over And the machine operator helps out, almost like a surgical nurse, instead of standing around with his hands in his pockets At Scanlon meetings, workers regularly expressed satisfaction with these changes in their working conditions. Dori Andrews, a veteran of 10 years at the plant, said, People see themselves as a more cooperative workforce-Engstrom is now a better place to work than it was before we brought in Scanlon. And this is the first place I've ever worked where management does not automatically 'no' to workers. They listen *** Over time, however, enthusiasm waned and dissatisfaction grew with certain aspects of Scanlon. Suggestion rates dropped precipitously, down from hundreds to 50 a year. And two consistent themes were heard in worker complaints: Distrust of bonus calculations. Although all employees received a detailed explanation of the process and could easily access the bonus calculations, some employees thought that the company might be playing with the numbers. The complex nature of the calculation itself, which some felt was full of bean-counter jargon," also caused distrust. 2175 i Engstrom Auto Minue PlantMotivating in Good Times and Had Before the plan was adopted, production achievement was measured by total units produced However, the Scanlon bonus was influenced by many other factors, including the length of the month, sales mix, overtime, and product retums. Conceivably, a low Scanlon bonus could be paid following a month in which a record number of units were produced. Another point of distrust shared by some employees was suspicion whenever the management team changed the ratio, which occurred four times between 2000 and 2005 (the final reduction was to 32.6%). Some workers accused management of creating a "moving carrot," despite their explanations for the reductions. Question of fairness: Some employees felt that supervisors should have received a reduced bonus because they were "not working as hard as we are." These reactions did not surprise Bent: "A Scanlon program won't perpetuate itself. You have to give it a shot in the arm every so often-whenever the work force needs it. Before Bent could decide how to provide that shot in the arm," the industry downtum that began in 2005 gradually dragged down the workforce's morale along with the sales figures. The atmosphere in Bent's monthly meetings with employees grew increasingly charged, as he talked about possible layoffs and the causes for declines in productivity. It was clear that every month without a bonus further chilled labor-management relations (see Exhibit 2 for a description of how the plan handled so-called deficit months), Bent's exhortation about preserving the culture of the plant and the danger the Engstrom family might close that plant unless profitability trends were reversed- increasingly fell on deaf ears. The layoffs, when they finally occurred in mid-2006, shook the confidence of even the most fervent Scanlon proponents among the workforce. The event served as an emotional lightning med in the plant and as a temporal dividing line between good and bad times in the plant. By the time Joe Haley joined the management team in January 2007, there was increasing evidence of worker disaffectation. For example, Haley's review of inventory reports led him to suspect pilfering and his conversations with workers only deepened his suspicions Now, in May 2007. Bent felt he urgently needed to make changes before conditions deteriorated further. But he wondered what kind of change might work in all the reading and listening he'd done he hadn't heard of any alternative incentive plan that motivated superior employee performance in both good times and bad - so he saw no reason to replace Scanlon with another plan Could he revise Scanlon in some way that worked better during a downtum? Could he try to identify and change organizational factors that might be undermining Scanlon at the plant? As Bent's uncertainty about these issues deepened, personal doubts arose about his own performance. He felt a heightened recognition of Scanlon as more a process of organizational development than a plan prescribing specific steps to follow. Had he and his top managers done everything they could to make Scanlon a sustainable success? Had they thought of it too narrowly as a bonus plan instead of a broader opportunity to build a different workplace culture? Or was there something else he was missing? Inpetrum Auto Miner Mant: Motivating in Good Times and Bad 2175 Exhibit 1 Financial and Structural Components of the Scanlon Plan at Engstrom Suggestion plan process Employees suggest ways to improve productivity at the plant Suggestion categories include methods fes. eliminating unnecessary operation machinery and equipment (eg, reducing machine set-up time and paperwork (eg, simplifying or combining formal 2 Eight production committees, each composed of a supervisor and two clected employee representatives, review the suggestions, passing along disputed suggestions or suggestions costing more than a specified amount to the screening committee The screening committee determines how to handle all suggestions passed from the production committees and also reviews the monthly bonus calculations from plant management. This committee is composed of Five employees elected from the production committees Four management representatives appointed by the plant manager The plant manager Bonus plan Bonus paid monthly as part of regular paycheck Calculated as (total payroll costs plus vacations and holiday accruals/sales value of production The base ratio represents the normal or expected total payroll cost to produce one dollar's worth of sales, expressed as a percentage of the sales value of production Sample bonus calculation: Sales value of production SECONDO Allowed payroll at 35% (or 38% of sales value) Actual payroll Scanlon bonus pool 25 ct aside for reserver Bonus balance 180.000 Company share: 255 Employee share 753 Participating payroll Bonus S employee share/participating payroll) a Management adjusted this value for retums, increase or decreases in inventory number is not equivalent to shipments b. The normal total liber cost 38% of the sales value of production of 3e for each of product produced at sales value c25% set aside before bonus distribution to form a este corect month d. Actual payroll minus payroll for employees on paid working days vacation, heladays, jury duty, etc) se on jo los than 6 days Example of a Scanlon bonus in a floor worker's monthly paycheck Overtime Hourly Total Name Hours Hours Total Pay Bonus Eaming JSmith $3.50 $3.952 1.500 1.2000 200,000 60.000 125.000 1. 30.000 10.71 Rate Bonus 184 36 $15 1071 21751 Engstrom Auto Mimer Plant Motivating in Good Times and Bad Exhibit 2 Deficit Months under the Scanion Plan At the end of each Scanlon year, which is June 30, all money remaining in the reserve accounts is distributed 75% to the people and 25% to the company in what is referred to as a thirteenth monthly Scanlon bonus check. In the event a Scanlon year ends with a deficit balance in the reserve account the entire deficit is absorbed by the company and is not charged against any future bonus. The reserve account example illustrates how this works and shows the effect of a deficit month. Reserve Account Euample Month Add This Month Reserve Total January $22.000 February 34.550 March (Deficit month) (12.000) 44.550 April 1998 May 93,422 June 120.000 Company Share $30,000 Employees Share-75 90.000 TOTAL $120,000 $2,100,000 Deficit Month Example Value of Productivity Allowed Payroll at 37% Actual Payroll Bonus Pool Reserve for Deficit Months 795.000 $18,000 (-818,000) In this example, the actual payroll was greater than the allowed payroll, which results in a deficit bonus pool. This is charged against the bonus reserve account and reduces the amount left in the reserve at the end of the Scanlon year