Question: Analytics Exercise: Designing a Manufacturing Process Toshiba's Notebook Computer Assembly Line Toshihiro Nakamura, manufacturing engineering section manager, is examining the prototype assembly process sheet (shown
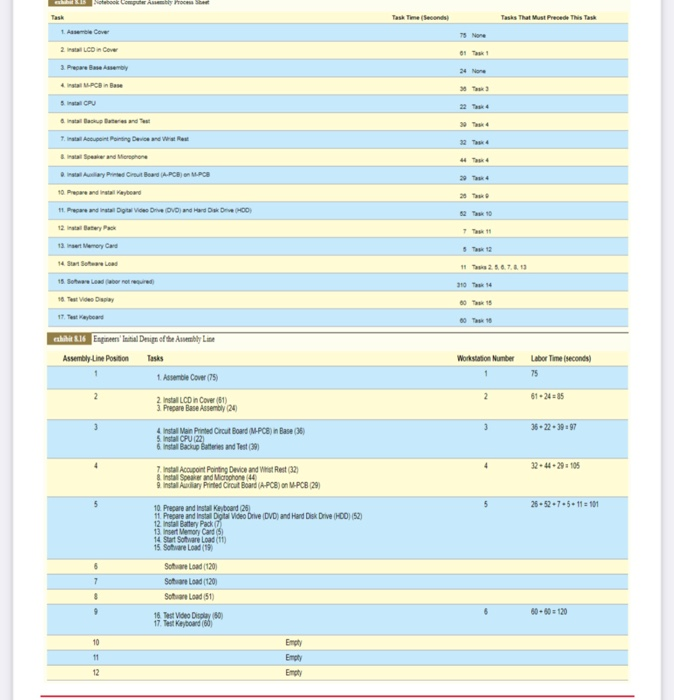
Analytics Exercise: Designing a Manufacturing Process Toshiba's Notebook Computer Assembly Line Toshihiro Nakamura, manufacturing engineering section manager, is examining the prototype assembly process sheet (shown in Exhibit 8.15) for the newest subnotebook computer model. With every new model introduced, management felt that the assembly line had to increase productivity and lower costs, usually resulting in changes to the assembly process. When a new model is designed, considerable attention is directed toward reducing the number of components and simplifying parts production and assembly requirements. This new computer was a marvel of high-tech, low-cost innovation and should give Toshiba an advantage during the upcoming fall winter selling season. Production of the subnotebook is scheduled to begin in 10 days. Initial production for the new model is to be 150 units per day, increasing to 250 units per day the following week (management thought that eventually production would reach 300 units per day). Assembly lines at the plant normally are staffed by 10 operators who work at a 14.4-meter-long assembly line. The line is organized in a straight line with workers shoulder to shoulder on one side. The line can accommodate up to 12 operators if there is a need . The line normally operates for 7.5 hours a day (employees work from 8:15 A.M. to 5:00 PM, and regular hours includes one hour of unpaid lunch and 15 minutes of scheduled breaks). It is possible to run one, two, or three hours of overtime, but employees need at least three days' notice for planning purposes. The Assembly L. At the head of the assembly line, a computer displays the daily production schedule, consisting of a list of model types and corresponding lot sizes scheduled to be assembled on the line. The models are simple variations of hard disk size, memory, and battery power. A typical production schedule includes seven or eight model types in lot sizes varying from 10 to 100 units. The models are assembled sequentially: All the units of the first model are assembled, followed by all the units of the second, and so on. This computer screen also indicates how far along the assembly line is in completing its daily schedule, which serves as a guide for the material handlers who supply parts to the assembly lines. The daily schedules are shared with the nearby Fujihashi Parts Collection and Distribution Center Parts are brought from Fujihashi to the plant within two hours of when they are needed. The material supply system is very tightly coordinated and works well. y Line Tash Time Seconds Tasks That Must Precede This Task 1. Assemble Cover 2 LCD in Cover InstaPoinBase Backup Baters and nally Perut Board A.PCB) MPOS 10. Puwe and tal yard 1. Prepare and instalowe Drive Dandard Drive 12. Batery Pack 13. Meery Care 14 SSL 15. Swedroid 31014 18. Test Video Daily 00 Tako Workstation Number 1 Labor Time (seconds) 75 2 61-2435 3 36-22-3997 cha BIG Engren'Intal Design of the Assembly Line Assembly-Line Position 1. Assemble Cover (75) 2 Install LCD in Cover (51) 3 Prepare Base Assembly 24 Instal Main Pinted Crout Board M.PCB) in Bare (38) Install Backup Batteries and Test (391 7. Install Accupoint Pointing Device and Wrist Rest (32) installary Pinted Circut Board (APCS) on M.PCB 29) 10. Prepare and install Keyboard 20 1. Prepare and resta Dota Video Drive (DVD) and Hard Disk Drive (H00)152) 12 Instal Battery Pack 13. Insert Vemory Card 14 Start Software Load (11) 15 Sotvare Load (19 32.44.29105 5 25-52-7.5+ 11 = 101 Software Load (120) Software Load 120 Soter Load (51) 9 80-60=120 16 Test Video Display (50) 17. Test Keyboard (60) 10 Empty 11 12 Empty Workstation 5: Here tasks are performed in a sequence. First, the keyboard is installed followed by the DVD and hard disk drive (HDD). The battery pack is then installed, followed by the memory card. The computer is the powered up and a program started that loads software that can be used to test the computer. Actually loading the software takes 310 seconds, and this is done while the computer travels through positions 6, 7, and 8 on the assembly line. Computers that do not work are sent to a rework area where they are fixed. Only about 1 percent of the computers fail to start, and these are usually quickly repaired by the supporter Workstation 6: The video display and keyboard are tested in this workstation After assembly, the computers are moved to a separate bun-in area that is separate from the assembly line. Here, computers are put in racks for a 24-hour, 25C burn-in" of the circuit components. After burn-in the computer is tested again software is installed and the finished notebook computer is packaged and placed on pallets for shipment to Toshiba distribution centers aromd the world Tweaking the initial Assembly-Line Design From past experience, Toshihiro has found that the initial assembly-line design supplied by the engineers often needs to be tweaked. Consider the following questions that Toshihiro is considering: 1. What is the daily capacity of the assembly-line designed by the engineers? Assume that the assembly line has a computer at every position when it is 2. The line designed by the engineers is naming at maximam capacity. What is the efficiency of the line relative to its use of labor? Assume that the supporter is not included in efficiency calculations 3. How should the line be redesigned to operate at the initial 250 units per day target, assuming that no overtime will be used? What is the efficiency of your new design relative to its use of labor? 6. What other issues might Toshihiro consider when bringing the new assembly line up to speed? 1. (8%). What is the daily capacity of the assembly line designed by the engineers? Assume that assembly line has a computer at every position when it is started at the beginning of the day. 2. (8%). When it is running at maximum capacity, what is the efficiency of the line relative to its use of labor? Assume that the "supporter" is not included in efficiency calculations. 3. (8%). How should the line be redesigned to operate at the initial target of 250 units per day, assuming that no overtime will be used? What is the efficiency of your new design relative to its use of labor? 4. (9%). What other issues might Toshihiro consider when bringing a new assembly line up to speed