

Question: chose the most correct answer for the following 1. The rake angle in a twist drill... A. Varies from minimum near the dead center to
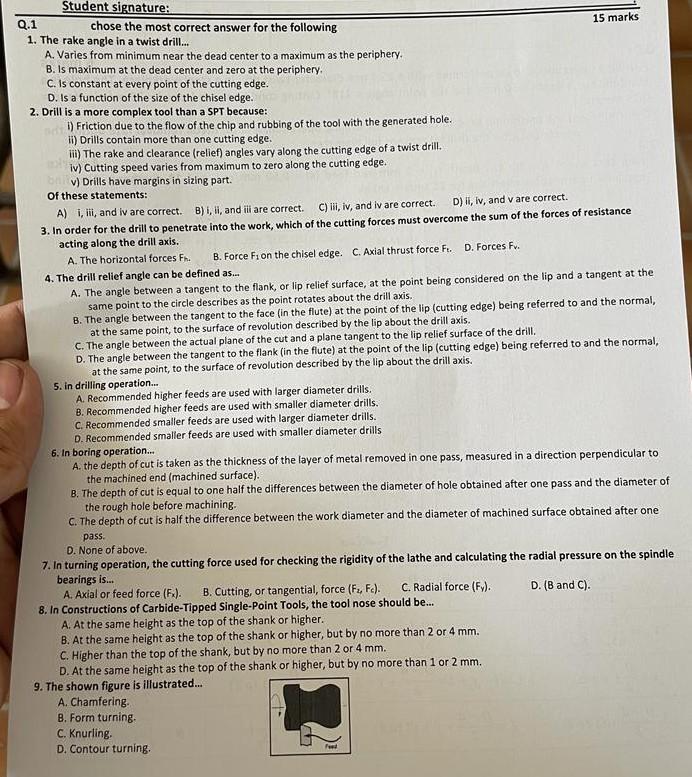
chose the most correct answer for the following 1. The rake angle in a twist drill... A. Varies from minimum near the dead center to a maximum as the periphery. B. Is maximum at the dead center and zero at the periphery. C. Is constant at every point of the cutting edge. D. Is a function of the size of the chisel edge. 2. Drill is a more complex tool than a SPT because: i) Friction due to the flow of the chip and rubbing of the tool with the generated hole. ii) Drills contain more than one cutting edge. ii) The rake and clearance (relief) angles vary along the cutting edge of a twist drill. iv) Cutting speed varies from maximum to zero along the cutting edge. v) Drills have margins in sizing part. Of these statements: A) i, iii, and iv are correct. B) i, ili, and iii are correct. C) iii, iv, and iv are correct. D) ii, iv, and vare correct. 3. In order for the drill to penetrate into the work, which of the cutting forces must overcome the sum of the forces of resistance acting along the drill axis. A. The horizontal forces Fh.. B. Force F1 on the chisel edge. C. Axial thrust force Ft. D. Forces Fv. 4. The drill relief angle can be defined as... A. The angle between a tangent to the flank, or lip relief surface, at the point being considered on the lip and a tangent at the same point to the circle describes as the point rotates about the drill axis. B. The angle between the tangent to the face (in the flute) at the point of the lip (cutting edge) being referred to and the normal, at the same point, to the surface of revolution described by the lip about the drill axis. C. The angle between the actual plane of the cut and a plane tangent to the lip relief surface of the drill. D. The angle between the tangent to the flank (in the flute) at the point of the lip (cutting edge) being referred to and the normal, at the same point, to the surface of revolution described by the lip about the drill axis. 5. in drilling operation... A. Recommended higher feeds are used with larger diameter drills. B. Recommended higher feeds are used with smaller diameter drills. C. Recommended smaller feeds are used with larger diameter drills. D. Recommended smaller feeds are used with smaller diameter drills 6. In boring operation... A. the depth of cut is taken as the thickness of the layer of metal removed in one pass, measured in a direction perpendicular to the machined end (machined surface). B. The depth of cut is equal to one half the differences between the diameter of hole obtained after one pass and the diameter of the rough hole before machining. C. The depth of cut is half the difference between the work diameter and the diameter of machined surface obtained after one pass. D. None of above. 7. In turning operation, the cutting force used for checking the rigidity of the lathe and calculating the radial pressure on the spindle bearings is... A. Axial or feed force (Fx). B. Cutting, or tangential, force (F2,Fc). C. Radial force (Fy). D. (B and C). 8. In Constructions of Carbide-Tipped Single-Point Tools, the tool nose should be... A. At the same height as the top of the shank or higher. B. At the same height as the top of the shank or higher, but by no more than 2 or 4mm. C. Higher than the top of the shank, but by no more than 2 or 4mm. D. At the same height as the top of the shank or higher, but by no more than 1 or 2mm. 9. The shown figure is illustrated... A. Chamfering. B. Form turning. C. Knurling. D. Contour turning
Step by Step Solution
There are 3 Steps involved in it

Get step-by-step solutions from verified subject matter experts