In a cardboard box production line managed by semi-automated machines, there is a system for transporting the
Question:
In a cardboard box production line managed by semi-automated machines, there is a system for transporting the boxes to be managed through an AS-i network. The transportation system is divided into several sections, from the departure section to the initial sections (see Figure 1):
DEPARTURE Section: It consists of 4 conveyor belts moving the bales or packages of boxes towards the trucks. Each conveyor is 1.2 meters wide and has 2 photoelectric sensors at each end. Each conveyor is controlled through a board that contains the following: A start button and a stop button, a selector to move forward or backward, and another selector to put the conveyor in manual or automatic.
STRAPPING Section: In this section, the packages that come from the machines are compacted and a strap is placed on them to make them more compact and manageable. In general, without going into much detail, there are 12 sensors and 10 actuators that move different components of the system. On the operation side, there are 4 selectors, each one with two options, and a set of 8 pilot light signals as system status indicators.
SCANNING and ARRIVAL section: In this section there are two photoelectric sensors that detect the arrival of the boxes. The operation of the conveyor belt in this section is similar to the exit section, it has a start and stop button, an auto/manual selector and a forward or backward movement selector.
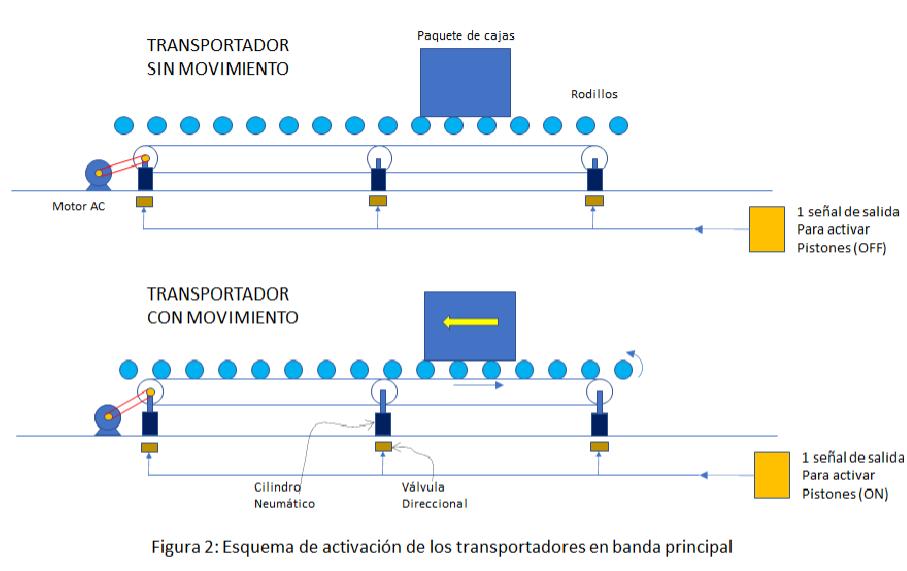
MAIN CONVEYOR BELT: This is a segmented conveyor belt, where each segment has the following elements:
An AC motor that moves the conveyor in both directions.
Even though the AC motor is moving, the product will not move unless a set of 3 pneumatic actuators is activated. The 3 pneumatic actuators are activated with the same signal. The function of these actuators is to lift an internal band that touches the rollers so that the product can move (see Figure 2).
Each segment has two sensors at each end. The objective of these sensors is the start and stop of each segment according to the priority criteria established in the production system.
Conveyor Sections for Each Case Making Machine: These conveyors are aligned perpendicular to the main line. Each does not have a control board to move the conveyor. The operation is similar to the other sections: 1 start button, 1 stop button, an auto/manual selector, and a forward or reverse motion selector. These conveyors move with an AC motor that is connected by chains and sprockets to the rollers. Each section has two photoelectric sensors at each end. These sensors are used to synchronize the entry of the boxes to the main conveyor.
NOTE: The speed of the conveyor belts is constant and is managed through reducers. There is no need to control the speed of these bands, it is only required to start/stop the motors and move them in both directions through a contactor and relay system.
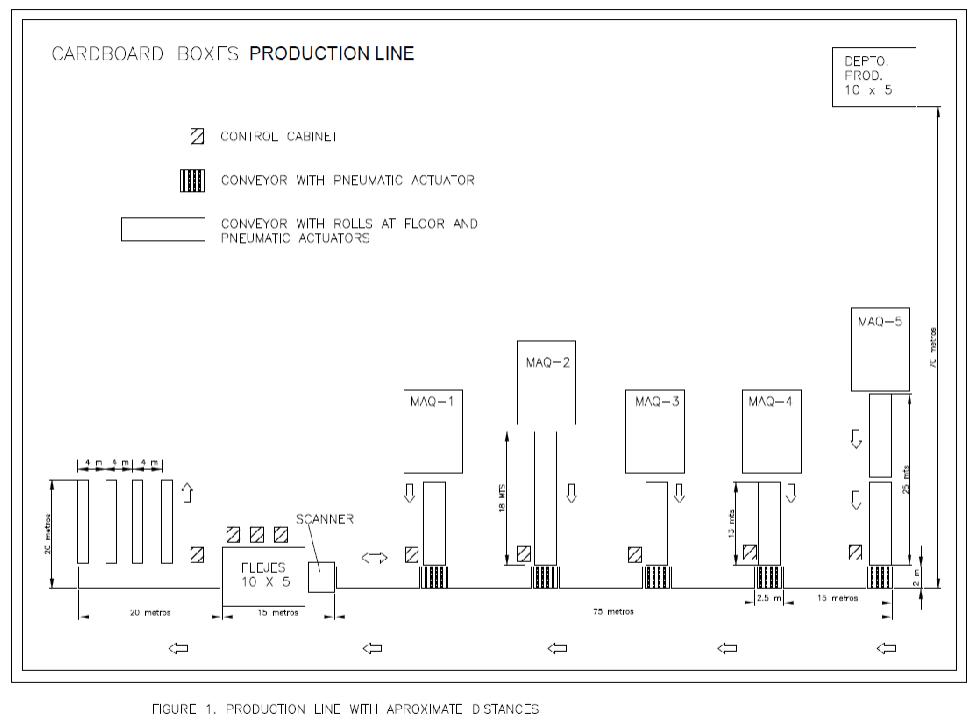
Make a one-line diagram with the distances between nodes/clusters of the network and calculate the maximum length of the network.
Expert Answer:
Thank you for providing the description of the cardboard box production line and its components It seems like the production line consists of various ... View the full answer