Question: Each group is needed to submit one written report with their 6 examples listed, along with a brief explanation of the following: 1) What is
Each group is needed to submit one written report with their 6 examples listed, along with a brief explanation of the following:
1) What is the situation or your observed scenario/process (describe it at a high level)
2) Which of the cases from pages 112-113 applies to enabling some improvement in that scenario/example that you have provided. Explain how applying that solution (from pages 112-113) could improve or could have improved the process, and provide your observation and high-level analysis. Here is an example from a past report submitted by the students:
Example: "I am an international student and work at Tim Hortons. A year ago, the restaurant was only serving through the skip the dishes and the customers directly, and it was not getting much income. Accordingly, this was an issue of External bottlenecks, which means that while the staff had the capacity to serve more people, there was not enough demand coming their way. After a while, Tim Hortons started accepting orders from Uber eats and Doordash delivery, as a result of which, the restaurant is getting the higher profits which also helps maintain the market position and address the issue of external bottlenecks (NOTE: if you have some ballpark numbers to add here, it will be great to give the audience a sense of how much improvement was obtained in throughput as a result). However, a downside of these increased delivery channels was an increased wait time for the customers and an increased burden on employees as they needed to do more hard work (and obviously this caused an internal bottleneck to form). Tim Hortons could address this issue through the following actions (which is an example of spiral improvements and shifting the bottlenecks as per what is described on page 113):
- Increase the number of resources
- Look for ways to speed up the processes
- Provide incentives to encourage happy hours and outside the peak hours ordering to level the capacity and move work off the bottlenecks
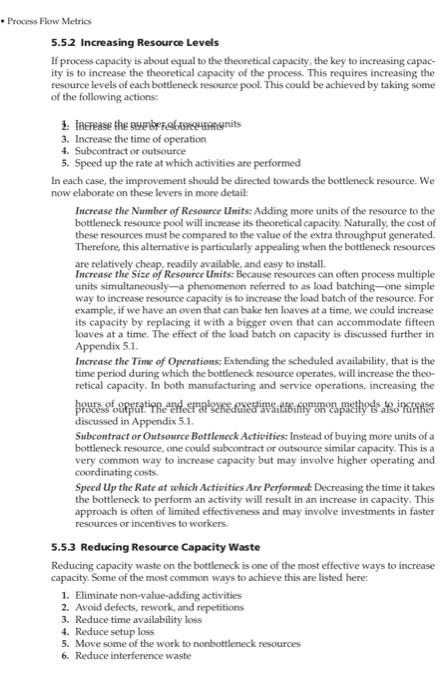
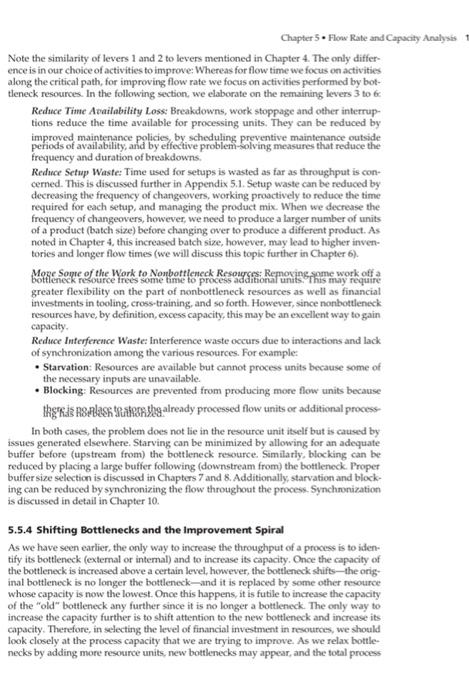
Process Flow Metrics 5.5.2 Increasing Resource Levels If process capacity is about equal to the theoretical capacity, the key to increasing capac- ity is to increase the theoretical capacity of the process. This requires increasing the resource levels of each bottleneck resource pool. This could be achieved by taking some of the following actions: 2: Increase the sweberbrunits 3. Increase the time of operation 4. Subcontract or outsource 5. Speed up the rate at which activities are performed In each case, the improvement should be directed towards the bottleneck resource. We now elaborate on these levers in more detail: Increase the Number of Resource Units: Adding more units of the resource to the bottleneck resource pool will increase its theoretical capacity. Naturally, the cost of these resources must be compared to the value of the extra throughput generated. Therefore, this alternative is particularly appealing when the bottleneck resources are relatively cheap, readily available, and easy to install. Increase the Size of Resource Units: Because resources can often process multiple units simultaneously-a phenomenon referred to as load batching-one simple way to increase resource capacity is to increase the load batch of the resource. For example, if we have an oven that can bake ten loaves at a time, we could increase its capacity by replacing it with a bigger oven that can accommodate fifteen loaves at a time. The effect of the load batch on capacity is discussed further in Appendix 5.1. Increase the Time of Operations: Extending the scheduled availability, that is the time period during which the bottleneck resource operates, will increase the theo- retical capacity. In both manufacturing and service operations, increasing the hours of FRA 26EANSTVS.LEAR UN is also further discussed in Appendix 5.1. Subcontract or Outsource Bottleneck Activities: Instead of buying more units of a bottleneck resource, one could subcontract or outsource similar capacity. This is a very common way to increase capacity but may involve higher operating and coordinating costs. Speed Up the Rate at which Activities Are Performed: Decreasing the time it takes the bottleneck to perform an activity will result in an increase in capacity. This approach is often of limited effectiveness and may involve investments in faster resources or incentives to workers. 5.5.3 Reducing Resource Capacity Waste Reducing capacity waste on the bottleneck is one of the most effective ways to increase capacity. Some of the most common ways to achieve this are listed here: 1. Eliminate non-value-adding activities 2. Avoid defects, rework, and repetitions 3. Reduce time availability loss 4. Reduce setup loss 5. Move some of the work to nonbottleneck resources 6. Reduce interference waste Chapter 5. Flow Rate and Capacity Analysis 1 Note the similarity of levers 1 and 2 to levers mentioned in Chapter 4. The only differ- ence is in our choice of activities to improve: Whereas for flow time we focus on activities along the critical path, for improving flow rate we focus on activities performed by bot- tleneck resources. In the following section, we elaborate on the remaining levers 3 to 6 Reduce Time Availability Loss: Breakdowns, work stoppage and other interrup- tions reduce the time available for processing units. They can be reduced by improved maintenance policies, by scheduling preventive maintenance outside periods of availability, and by effective problem-solving measures that reduce the frequency and duration of breakdowns. Reduce Setup Waste: Time used for setups is wasted as far as throughput is con- cerned. This is discussed further in Appendix 5.1. Setup waste can be reduced by decreasing the frequency of changeovers, working proactively to reduce the time required for each setup, and managing the product mix. When we decrease the frequency of changeovers, however, we need to produce a larger number of units of a product (batch size) before changing over to produce a different product. As noted in Chapter 4, this increased batch size, however, may lead to higher inven- tories and longer flow times (we will discuss this topic further in Chapter 6). Moge Some of the Work to Nonbottleneck Resources: Removing some work off a bottleneck resource frees some time to process additional units. This may require greater flexibility on the part of nonbottleneck resources as well as financial investments in tooling, cross-training, and so forth. However, since nonbottleneck resources have, by definition, excess capacity, this may be an excellent way to gain capacity. Reduce Interference Waste: Interference waste occurs due to interactions and lack of synchronization among the various resources. For example: Starvation: Resources are available but cannot process units because some of the necessary inputs are unavailable. Blocking: Resources are prevented from producing more flow units because already processed flow units or additional process- this las In both cases, the problem does not lie in the resource unit itself but is caused by issues generated elsewhere. Starving can be minimized by allowing for an adequate buffer before (upstream from) the bottleneck resource. Similarly, blocking can be reduced by placing a large buffer following (downstream from) the bottleneck. Proper buffer size selection is discussed in Chapters 7 and 8. Additionally, starvation and block- ing can be reduced by synchronizing the flow throughout the process. Synchronization is discussed in detail in Chapter 10. 5.5.4 Shifting Bottlenecks and the Improvement Spiral As we have seen earlier, the only way to increase the throughput of a process is to iden tify its bottleneck (external or internal) and to increase its capacity. Once the capacity of the bottleneck is increased above a certain level, however, the bottleneck shifts--the orig- inal bottleneck is no longer the bottleneck-and it is replaced by some other resource whose capacity is now the lowest. Once this happens, it is futile to increase the capacity of the "old" bottleneck any further since it is no longer a bottleneck. The only way to increase the capacity further is to shift attention to the new bottleneck and increase its capacity. Therefore, in selecting the level of financial investment in resources, we should look closely at the process capacity that we are trying to improve. As we relax bottle- necks by adding more resource units, new bottlenecks may appear, and the total process