

Question: Examine the rough-cut capacity situation using the data Jason gathered. Look up rough-cut capacity planning and see what it does before starting your analysis. Your
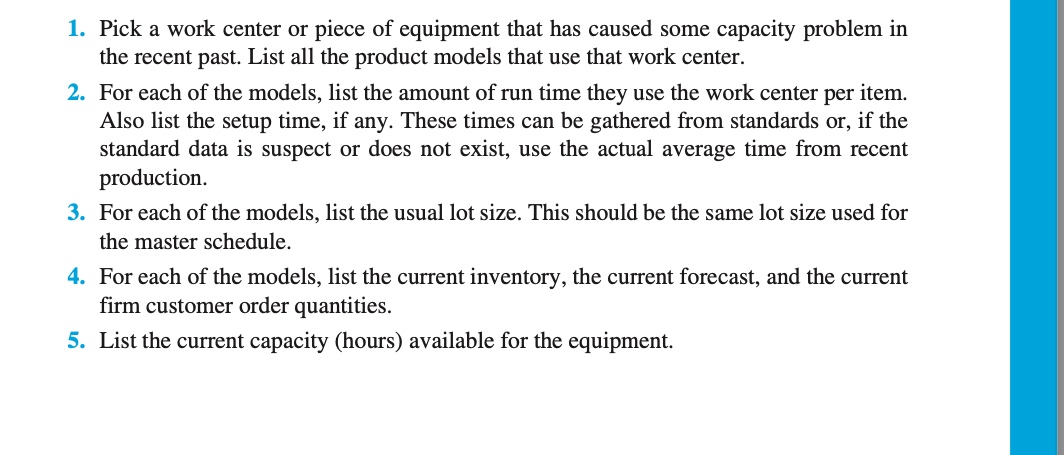
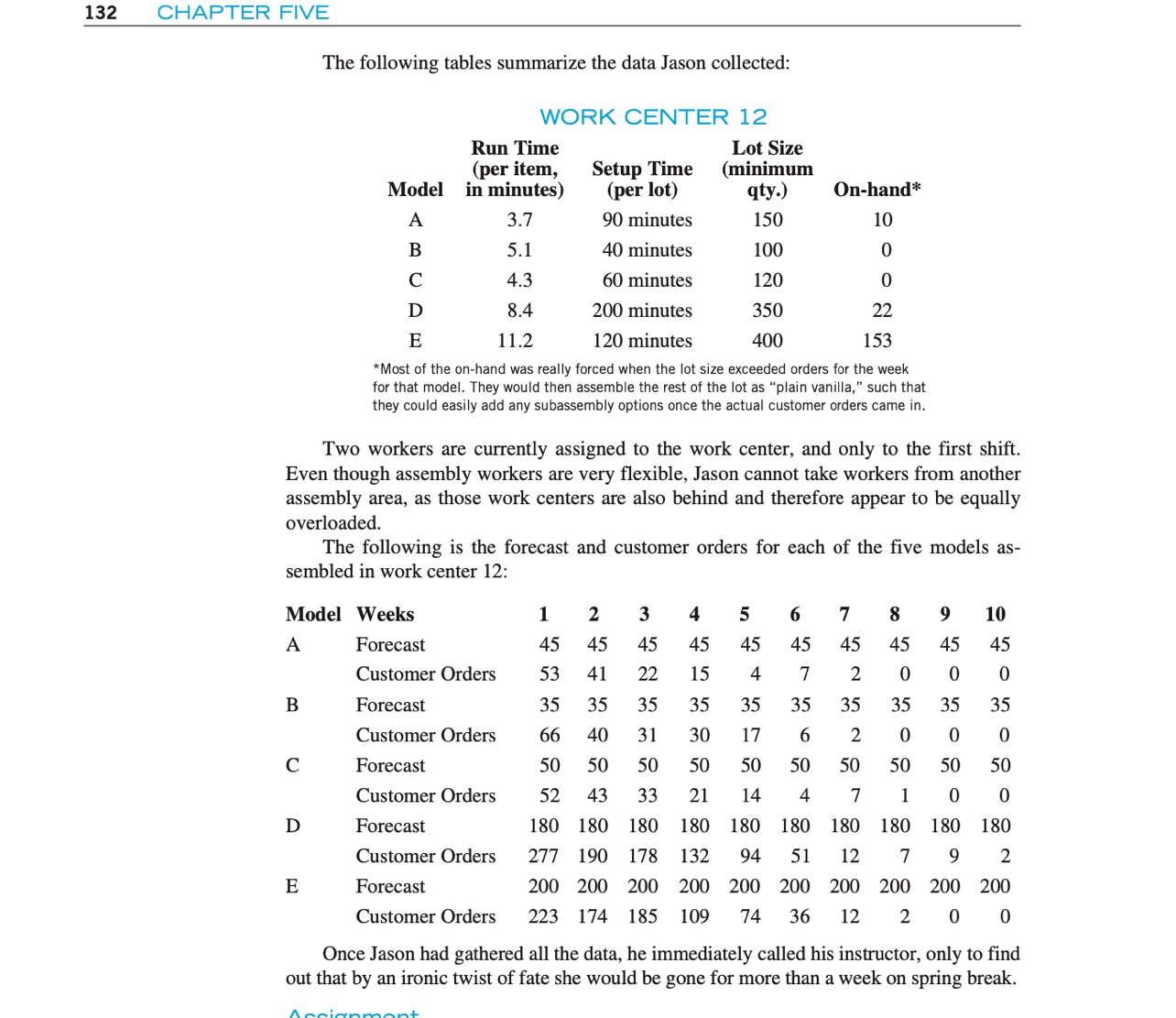
Examine the rough-cut capacity situation using the data Jason gathered. Look up rough-cut capacity planning and see what it does before starting your analysis. Your analysis should show a complete load report on the chosen work center over the 10-week period. Hint: You will need to have an MPS table for each model (the information on lot size and on-hand inventory are for that). By completing each MPS table, you will know how much you plan to produce for each model for each week. For example, if you plan to produce 100 units of Model A in Week 1 (hypothetically), you will need to use 90min (setup) + 3.7x400 units (run) min of the work center. This is just for one model so you need to examine all five models' MPS for Week 1 in order to figure out the total required capacity for week 1. After the five MPS tables, you can create a load report showing the total required times at this work center for each of the five models and compare it with your available capacity. You need to do this for each week. As for your available capacity, it depends on how many workers you have, how many hours they work etc. Once you finish, what conclusions do you draw from this? Do you have enough capacity? CASE STUDY 5.1 Wescott Products Whenever Jason Roberts thought about going to work on Friday morning, he started to get a little knot in his stomach. Jason had recently accepted the job as operations manager for a small manufacturing company that specialized in a line of assemble-to-order prod- ucts. When he accepted the job he was a recent graduate of a business program where he specialized in operations. He had done fairly well in his classes and had emerged as a con- fident, self-assured person who was sure he could handle such a job in a small company. The company, Wescott Products, had recently experienced rapid growth from the original start in a two-car garage just five years earlier. In fact, Jason was the first person ever named as operations manager. Prior to that, the only production manager reporting to the owner, Judy Wescott, was Frank Adams, the production supervisor. While Frank was an experienced supervisor, he had been promoted to supervisor directly from his old job as a machine operator and had no formal training in planning and control. He soon found that planning was too complex and difficult for him to handle, especially since he also had full responsibility for all the Wescott workers and equipment. Randy Stockard, the sales and marketing manager, had requested and finally applauded Judy Wescott's decision to hire Jason, since he felt production was having a much more difficult time in promising and delivering customer orders. Randy was starting to spend more and more time on the phone with angry customers when they didn't get their orders at the time they expected them. The time away from developing new sales and the danger of losing established customers started to make him highly concerned about sustaining sales growth, to say nothing about his potential bonus check tied to new sales! Once Jason was placed in the position, however, the \"honeymoon\" was short, and soon Jason started doubting how much he really did know. The company was still hav- ing trouble with promising customer orders and having the capacity to meet those orders. At first he thought it was the forecasting method he used, but a recent analysis told him the total actual orders were generally within 10% of what the forecast projected. In addi- tion, production never seemed to have any significant shortages in either subassemblies or components. In fact, many felt they had far too much material, and in the last couple of staff meetings Jake Marris, the company controller, was grumbling that he thought the inventory turn ratio of just less than 3.5 was unreasonable and costing the company a lot of money. It must be something else, and he had to discover it quickly. The first idea he thought about was to request the assembly areas to work overtime, but he soon found out that was a sensitive topic that could only be used as a last resort. The workers in that area were highly skilled and would be difficult, if not impossible, to . Pick a work center or piece of equipment that has caused some capacity problem in the recent past. List all the product models that use that work center. . For each of the models, list the amount of run time they use the work center per item. Also list the setup time, if any. These times can be gathered from standards or, if the standard data is suspect or does not exist, use the actual average time from recent production. . For each of the models, list the usual lot size. This should be the same lot size used for the master schedule. . For each of the models, list the current inventory, the current forecast, and the current firm customer order quantities. . List the current capacity (hours) available for the equipment. Capacity Management 131 replace in any reasonable time. Adding more employees would also be difficult for the same reason. A year earlier they were being worked a lot of overtime but had finally had enough. Even though Wescott had no union, the workers got together and demanded bet- ter overtime control or they would all quit to move to other jobs that were plentiful for skilled workers in this area. The agreement was that they were to be asked for no more than four hours of overtime per worker per week unless it was truly an emergency situa- tion. They were well paid and all had families, and the time with their families was worth more to them than additional overtime pay. At least the high skill level had one advantage: Each of the workers in the assembly area could skillfully assemble any of the models, and the equipment was flexible enough to handle all the models. Friday mornings were when Jason made his master schedule for the next week and no matter how hard he tried he never seemed to be able to get it right. Since the standard lead time for all assemblies was quoted as one week, the company had felt no need to schedule farther into the future when very few orders existed there. He was sure that he had to start the process by loading the jobs that were missed in the current week into the Monday and Tuesday time blocks and then hope that production could catch up with those in addi- tion to the new jobs that were already promised. The promises came when Randy would inform him of a customer request and ask for a promise date, which was often \"as soon as possible.\" Jason would look at the order to see if the material to make it was in stock and if the equipment to make it was running. He would then typically promise to have it available when requested. Now that a lot of promises were not being met, however, Randy was starting to demand that Jason get control of the operation. Jason tried to respond by scheduling a lot of each model to be run every week, but he often found he had to break into the run of a lot to respond to expediting from sales. He knew this made matters worse by using extra time to set up the equipment, but what else could he do? Even Judy Wescott was asking him what she needed to do to help him improve the performance. His normal high level of self-confidence was being shaken. Jason started pouring over his old operations book looking for something he could use. He finally realized that what he needed was a more effective system to develop mas- ter schedules from which he could promise orders, order components, and plan capacity. Unfortunately, he also recalled that when that material was covered in his class he had taken off early for spring break. Even though he knew enough to recognize the nature of the problem, he didn't know enough to set up such a schedule. Humbly, he called his former instructor to ask for advice. Once she was briefed on the problem, she told him to gather some information that he could use to develop a sample master schedule and rough- cut capacity plan. Once he had the information, she would help show him how to use it. The following describes what she asked him to collect: 132 CHAPTER FIVE The following tables summarize the data Jason collected: WORK CENTER 12 Run Time Lot Size (per item, Setup Time (minimum Model in minutes) (per lot) qty.) On-hand* A 3.7 90 minutes 150 10 B 5i1 40 minutes 100 0 c 43 60 minutes 120 0 D 8.4 200 minutes 350 22 E 11.2 120 minutes 400 153 *Most of the on-hand was really forced when the lot size exceeded orders for the week for that model. They would then assemble the rest of the lot as \"plain vanilla,\" such that they could easily add any subassembly options once the actual customer orders came in. Two workers are currently assigned to the work center, and only to the first shift. Even though assembly workers are very flexible, Jason cannot take workers from another assembly area, as those work centers are also behind and therefore appear to be equally overloaded. The following is the forecast and customer orders for each of the five models as- sembled in work center 12: Model Weeks 1 2 3 4 5 6 7 8 9 10 A Forecast 45 45 45 45 45 45 45 45 45 45 Customer Orders 53 41 22 15 4 7 2 0 0 0 B Forecast 35 35 35 35 35 35 35 35 35 35 Customer Orders 66 40 31 30 17 6 2 0 0 0 C Forecast 50 50 50 50 50 50 50 50 50 50 Customer Orders 52 43 33 21 14 4 7 1 0 0 D Forecast 180 180 180 180 180 180 180 180 180 180 Customer Orders 277 190 178 132 94 51 12 i 9 2 E Forecast 200 200 200 200 200 200 200 200 200 200 Customer Orders 223 174 185 109 74 36 12 2, 0 0 Once Jason had gathered all the data, he immediately called his instructor, only to find out that by an ironic twist of fate she would be gone for more than a week on spring break. A emircnrmandt
Step by Step Solution
There are 3 Steps involved in it

Get step-by-step solutions from verified subject matter experts