

Question: Hello please help me complete this and I will happily leave a thumbs up ;) Thank you! Write a detailed paragraph on what Nissan could
Hello please help me complete this and I will happily leave a thumbs up ;) Thank you!
Write a detailed paragraph on what Nissan could have done to better assess its supply chain distribution risk.
Make the Case by:
- Presenting the options that were considered
-List decision criteria used to evaluate options
-Apply the criteria to analyze each option
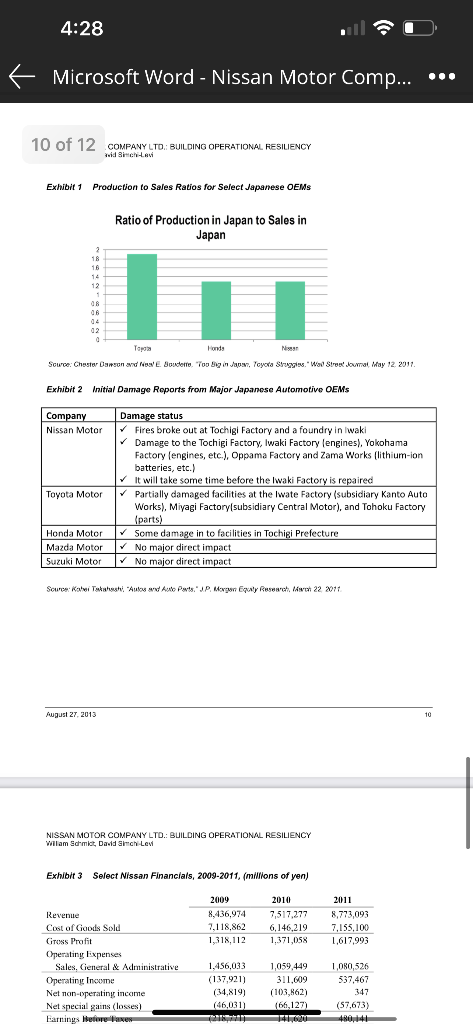
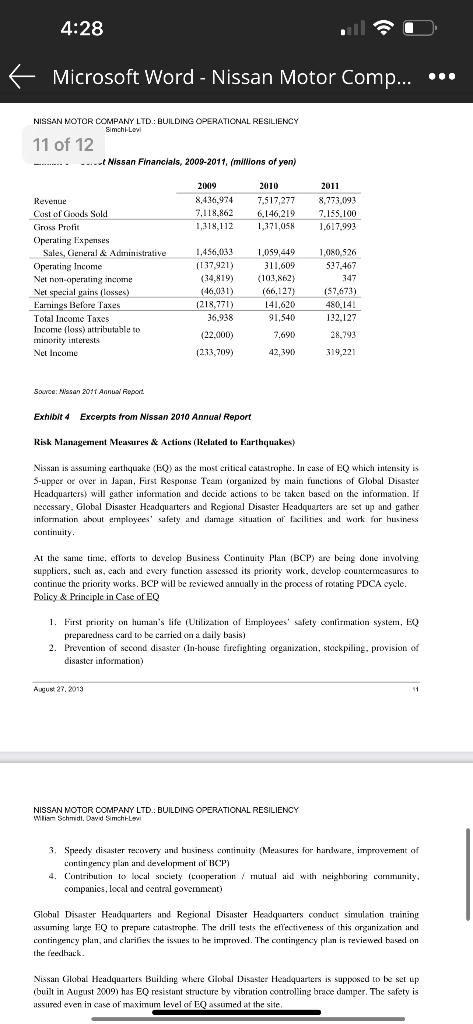
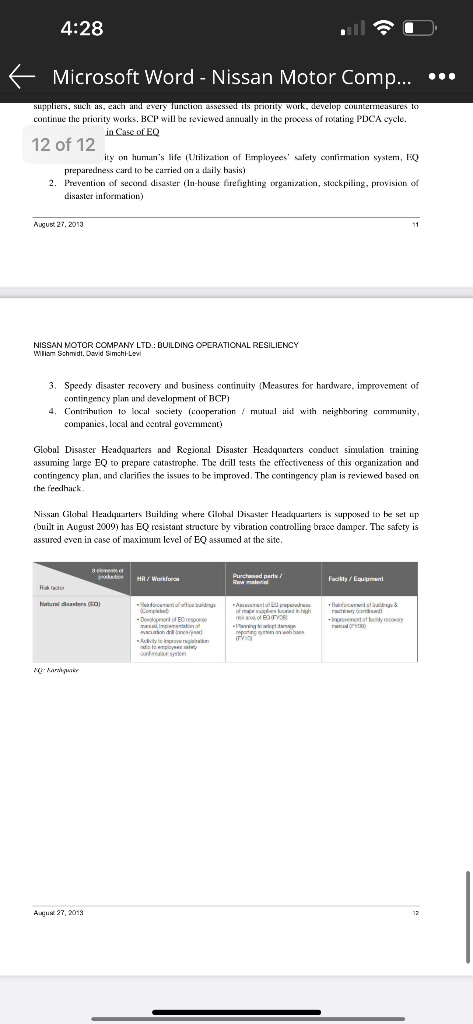
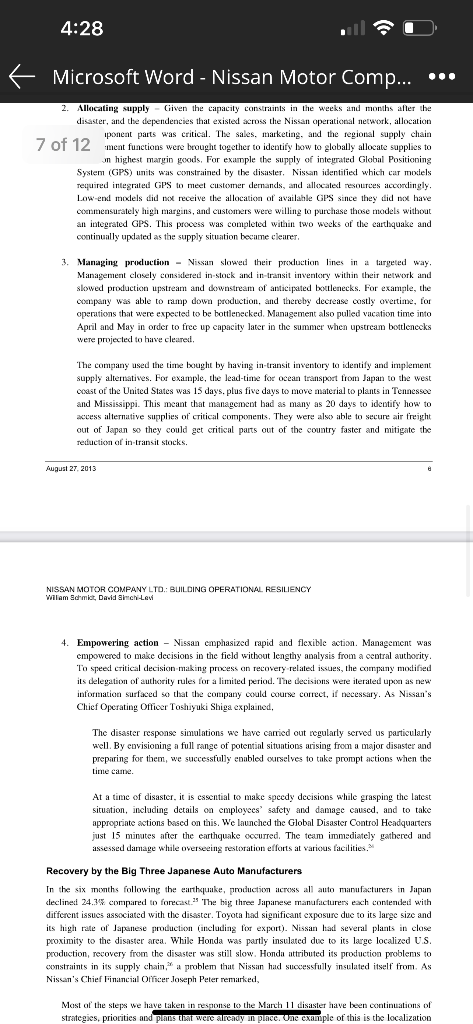
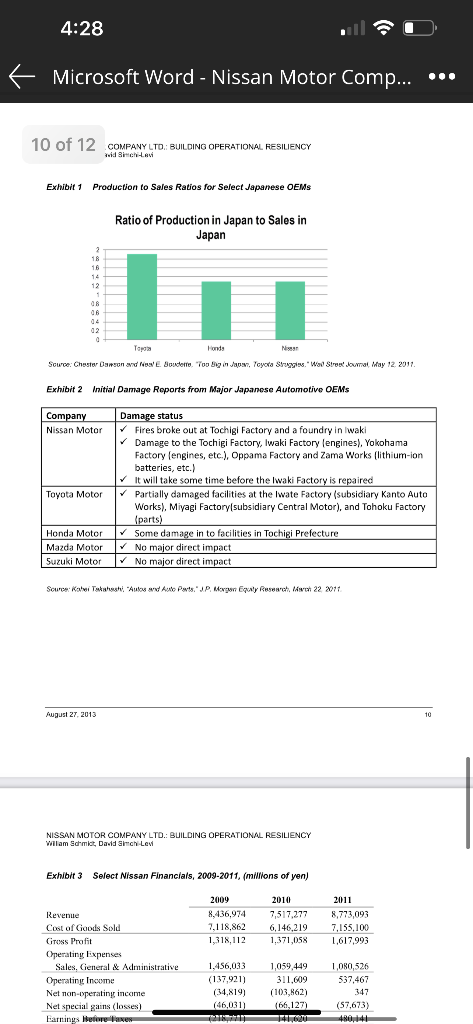
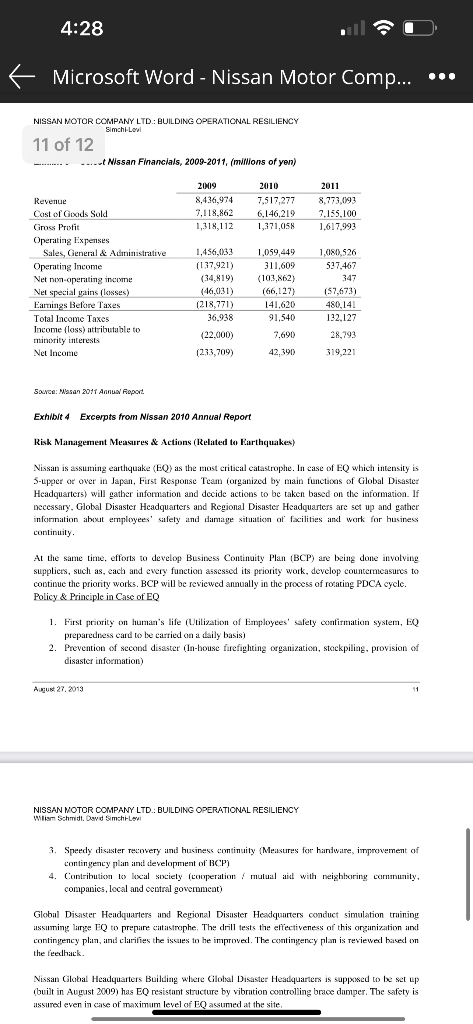
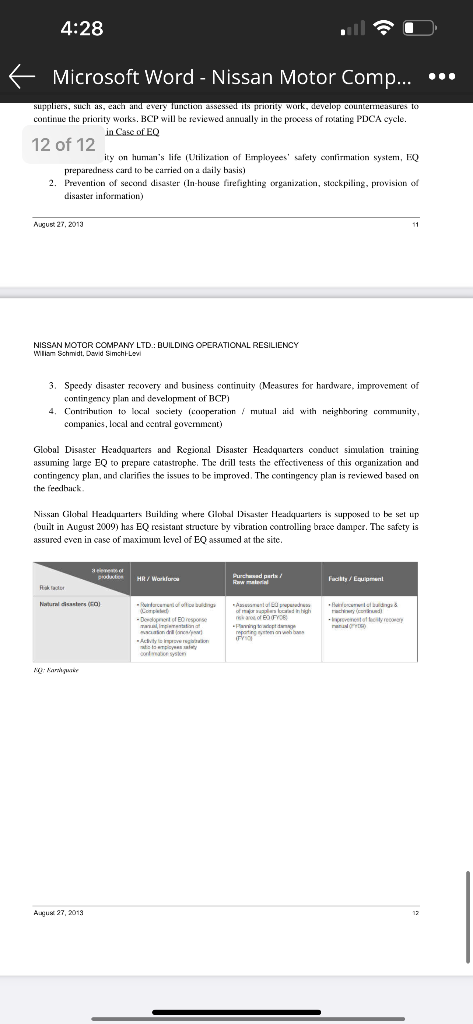
4:27 f Microsoft Word - Nissan Motor Comp... 1 of 12 MIT 13-149 August 27, 2013 MANAGEMENT SLOAN SCHOOL Nissan Motor Company Ltd.: Building Operational Resiliency William Schmidt, David Simchi-Levi On March 11.2011 a 9.0-magnitude earthquake, among the five most powerful on record, struck off the cast of Japan. Tsunami waves in excess of 40 meters high traveled up to 10 kilometers inland and three nuclear reactors at Fukushima Dai-ichi experienced Level 7 meltdowns. The impact of this combined disaster was devastating, with over 25,000 people dead, missing or injured. Governments, non-government agencies.coporations and individuals in Japan and around the world responded with relief teams, supplies and donations to help case the suffering and support the recovery: lo truth, the disaster was three calamities in one - an earthquake, a tsunami and a nuclear emergency, Recovering from such a catastrophe was unprecedented The event was not just a humanitarian crisis, but also a heavy blow to the Japanese economy: 125.000 buildings were damaged and economic costs were expected to be 116.9 trillion. In the weeks following the disaster, approximately 80% of Japanese automotive plants suspended production and Mitsubishi UFJ Morgan Stanley Securities estimated utilization at other plants were below 10%. Nietz For All, UVIEILIKU. Pada tin, July 13,2012 - No Foreign Alleis. Geen probidabl. ex July 1.5.2012 N. , Games Niente Ecce. Inde and boy, Gece que, wapwa baris... RATKAI_DE_TAXES I, ac mer: 27,2112 Tax Mer Steinwateef Recerque Mut Mug in San April 12,2 This co warred by David Simch-Lex, MIT Professor of Civil and Enviommertal Engineering and Engineering System and Co-Director, Loaders for Global Operations And William Schmidt PhD candidate, Harvard Business School Copyright 2012, David Simchi-Levi and William Schmidt. This work is licensed under the Creative Commons Attribution Noncommercial-No Derivative Works 3.0 Unported License. To view a copy of this license visit httprileceattecamions colores y no n.or send a letter to Creative Commons. 171 Second Street, Suhte 200, San Francisco, California, 106, USA NISSAN MOTOR COMPANY LTD.: BUILDING OPERATIONAL RESILIENCY Wilam Smit, David Sich Levi Across the industry, monthly production dropped nearly 60% in March and April 2011 compared to 2010, and did not fully recover until October Production for all of 2011 was down 98." Markets outside of Japan were affected as well. Toyota, Honda and Nissan, the three major Japanese automotive original equipment manufacturers (OEM), exported a significant amount of their Japanese production to serve foreign markets (Exhibit 1). Declines in Japanese production impacted product availability in those cxport markets. In addition, overseas production had expanded in recot years, but only 70% - 80% of the production components were sourced locally with the remaining 20% coming from Japan. Disruption to the Japanese supply base affected firms and factories around the world 4:27 Microsoft Word - Nissan Motor Comp... " Toyota, Honda and Nissan were all impacted by the disaster Exhibit 2). In particular, Nissan suffered damage to six production facilities and about 50 of its critical suppliers were impaired. Nevertheless, the company was prepared to withstand the shocks. History of the Japanese Automotive Industry Prior to the 1930's the domestic automobile manufacturing capability in Japan was essentially Limited to military-sponsored initiatives, hand-built models and imported automotive kits. The industry's nascent steps toward mass production started in 1933 when Aikawa Yoshisuke established Jiba Seico Company, the predecessor of Nissan Motor Company. Around the same time, Toyoda Kiichiro established an automobile department within Tayoxla Automatic Loom, which would eventually grow into Toyota Motor Company." In spite of protectionist government policies restricting imports and direct foreign investment, prior to World War II the Japanese subsidiaries of Ford and General Motors dominated the automobile industry in Japan. After the war, Nissan and Toyota were hobbled by low production productivity and were at risk of slipping into bankruptcy if not for a combination of huge governmental loans and special orders from the United States Army during the Korean War.' Japanese automotive firms initially relied heavily on technology transfer from the United States and Europe. Toyota was more aggressive in developing internal research and development capabilities, a Strategy eventually adopted by other Japanese automobile manufacturers.' Japanese automotive manufacturers also concentrated om process improvements, with Toyot being an early innovator. In plota txah, ZRE-2011,"rand, 2012. IN *Ibad Kwa Shiri, TVAREM A Leder Mitbrick N, blantes " "No Meter Caerpary, please up: 1,2012. anand *Michal O, SEIT al Museum (Camer, isted by the Canal ons and and wis 192 ** . August 27 2015 2 NISSAN MOTOR COMPANY LTD. BUILDING OPERATIONAL RESILIENCY Wilam Schmidt, David Simlovi the late 1941's through the early 1960's, Toyota transitioned away from push manufacturing techniques that were ubiquitous in the United States automobile industry. The firm reluced buller stocks and instead adapted the principles of just-in-time manufacturing. Raw materials and work-in- process were no longer pushed from carly production stages to final assembly. but were instead pulled forward only when needed. Components were produced and received in lots is small as possible, with no stockpiling and Toyota modified its equipment to allow for rapid set-up so it could he quickly transitioned to different jobs, The manufacturing principles pioneered by Toyota were also adopted, in varying degrees, by other manufacturers inside Japan and globally. Toyota remained at the vanguard of refining and formalizing these principles into what would eventually be known as the Toyota Production System (TPS). TPS required close coordination across manufacturing processes and helped identify problems that could otherwise go unnoticed in al system with a larger buffer. The system, however, was not risk free. If something disturbed the flow of information or material, it could idile manufacturing stages downstream of the disturbance, The Japanese automotive industry began to hit its stride. By the late 1960's, both Toyota and Nissan had rapidly increased both their production and exports. By the late 1970's, exports acounted for ower 50% of Japanese production and by 1980 Japan overtook the United States as the world's top automobile producing country, Japanese automohile companies hegan huilling manufacturing facilities in North America, with Honda, Nissan and Toyota moving first and Manda, Mitsubishi, Suzuki, and Isuzu eventually following. The rapid appreciation of the yen aller agreements made it the G-5 meeting in September 1985 led to further expansion of foreign production in both advanced and developing countries. The three largest Japanese firms globalized their operations at different paces, however, with Honda und Nissan expanding their foreign manufacturing footprint much more aggressively than Toyota Nissan's Supply Chain Philosophy. A Focus on Flexibility Tr ....... ..... 4:27 Microsoft Word - Nissan Motor Comp... ... Nissan's Supply Chain Philosophy: A Focus on Flexibility he clase supply chain control that is a hallmark of TPS, Nissan leveraged a regional, 4 of 12 pply chain structure, but imposed strong central control and coordination when crises operations occurred. Maintaining a flexible organization and integrating a variety of perspectives were important cultural attributes at the company. As an indication of the way the firm embracel diversity, Nissan's corporate officers represented a range of nationalities and most of them had extensive experience in overseas operations - traits that were not shared by other Japanese MINI . August 27 2013 3 NISSAN MOTOR COMPANY LTD. BUILDING OPERATIONAL RESILIENCY wilam Schmidt, Deud Sich-Levi OEM's." Niscan considered this diversity to be a source of strength in managing a large global peration and it valued that the executive learn could speak first hand to the unique constraints and portunities that were present in each market." Complementing this focus on flexibility, Nissao maintained a simplified product line compared to its competitors. The company adopted a build-to-stock strategy for just a few SKUs in each model and a build-to-candler strategy for the rest. Management helieved that this strategy had not only helped it to simplify its operations and wuct offerings, hut it actually contributed to a significant increase in sales. As explained by John Martin, the company's SVP of manufacturing, purchasing and supply chain management: Nissin was a company reborn from crisis. In 1999 Nissan was rescued from impending bankruptcy by Renault who put in place il revitalized management team led by Carlos Ghosn, This sense of crisis persists in the organization to this clay, 'This crisis mentality' was critical to DUT recovery from the 21X17/2004 Cibal Liquidity Crisis, the Cineat Japan Earthquake and subsequent Thai Foods in 2011. Our supply chain philosophy is one of vigilance and extreme responsiveness allied with single point responsibility. It is the supply chain management organization's responsibility to keep the production plants running. This clucity of purpose and responsibility engenders confidence and decisiveness both of which are crucial to disaster covery Risk Management at Nissan Nissan's attitudes toward risk and emergency response emerged through the company's experience in overcoming duunting challenges. In 1999 the company fuced severe financial difficulties that were Only resolved when it formed an alliance with Renault. Under the terms of the alliance, Renault bought 36.8% of Nissan's cutstanding stock and Nissan agreed to buy into Renault when it was financially able to do so." This deal forced Nissan to confront entrenched practices and biases and to take proactive action to ensure the company's survival and ultimate success. (Scc Exbibit 3 for 3 financial performance.) Nissan's risk management philosophy was born out of its near-death experience. It focused on identifying and analyzing risks as early as possible, and planning and rapidly implementing countermasures. The company established a dedicated risk management function which was responsible for these activities. There was also an executive-level committee that made decisions on corporate risks, designated "risk owocts" to manage the specific risks, and regularly reported to the Iriarve with Haris, rury 24, 2013. In the Me, My teater Martin arvatural Vildane Se Men's Castalu Chibyes * Nowa welcatel Rava Realitashq.clied 108 August 27, 2013 4:27 Microsoft Word - Nissan Motor Comp... Board of Directors on progress. Each division was carpowered and expected to take preventive measures to minimize the realization and impact of risks that did not require corporate coordination Nissan's continuous readiness process included activities such as ongoing scismic reinforcement of facilities, improvement to its business continuity planning (BCP), and disaster simulation training." Nissan had an earthquake emergency response plan in place well in advance of the 2011 earthquake. which was described in its 2010 annual report Exhibit 4). The principles of Nissan's emergency- response plan included a priority on human life, prevention of follow-ou disasters, rapid disaster recovery and business continuity, and support fox the neighboring community, companies, and government. It designated a Global Disaster Headquarters that, in the aftermath of a disaster, was responsible for gathering and distributing information concerning employee safety, facility dumage, and business continuity planning for Nissan's operations and those of its suppliers. In adlition, the plan required that Nissan conduct earthquake simulation training to test and improve upon the effectiveness of the organization and its contingency plan. Nissan's Response to the Disaster Nissan's actions aller the earthquake and sunami adhered to the principles detailed in its earthquake emergency-response plan. Immediately after the disaster, Nissan's Global Disaster Control Headquarters, headed up by the chief operating officer, was convened to evaluate the impact on operations and to oversee the restoration of activities. A Recovery Committee was established to coordinate the global recowery actions, in particular the work of optimizing the entire supply chain, As Nissan's Chief Recovery Officer Colin Dodge wrote in the company's 2011 Annual Report, The impact on our business of the disaster) was felt in all regions. Nissan's manufacturing operations are thoroughly global in nature, and disruption to the supply structure in Japan spreads quickly through our supply chain all around the world. In the past months Nissan has been implementing countermeasures in every region where it does business In Europe, for example, where we maintain production haves in the United Kingdom, Spain and Russia, we look steps immediately after the quake to ensure supplies of needled parts. The European regional team worked closely with the Japan side to share information about the status of the Japan-sourced parts supply, swiftly reflecting these updates in the regional supply side. The level of depth and accuracy of this information sharing has been truly amazing. It has allowed us to constantly update our regional proxluction forecast, so that we can align our production calendar with conditions in production sites in Japan. lapsen" IN 2011 " Whics Des may tarting Hoedend Teset kilogii prikabiliyobariki na sport 2b. August 27 2015 NISSAN MOTOR COMPANY LTD.: BUILDING OPERATIONAL RESILIENCY Wilam Schmidt, David Sichler The Recovery Committee emphasized a few simple yet meaningful practices in coordinating the company's response to the disaster 1. Sharing information - Nissan brought all of their global regions into the response process. Management recognized that the non-Japanese operations would want information, but the effort to provide it would be a distraction to those on the ground handling the crisis. They also recognized information might be used selfishly by dependent facilities optimizing against its own needs. To address these two concerns, each region was asked to send two staff members to Japan to gather their own information and to help solve problems holistically, Instead of becoming a drain on the local response effort, the other regions and plants contributed to solutions. In addition, the regions had complete visibility into what was happening in Japan and could help the organization improve the response. 2. Allocating supply - Given the capacity constraints in the weeks and months after the disaster, and the dependencies that existed across the Nissan operational network, allocation of component parts was critical. The sales, marketing, and the regional supply chain management function globally allocate supplies to 4:28 Microsoft Word - Nissan Motor Comp... ". Allocating supply - Given the capacity constraints in the weeks and months after the disaster, and the dependencies that existed across the Nissan operational network, allocation ponent parts was critical. The sales, marketing, and the regional supply chain 7 of 12 ment functions were brought together to identify low to globally allocate supplies to on highest margin goods. For example the supply of integrated Global Positioning System (GPS) units was constrained by the disaster. Nissan identified which car models Tequired integrated GPS to meet customer demands, and allocated resources accordingly, Low-end models did not receive the allocation of available GPS since they did not have commensurately high margins, and customers were willing to purchase these models without an integrated GPS. This process was completed within two weeks of the earthquake and continually updated as the supply situation became cleurer. 3 Managing production - Nissan slowed their production lines in a targeted way, Management closely considered in stock and in transit inventory within their network and slowed production upstream and downstream of anticipated bottlenecks. For example, the company was able to ramp down production, and thereby decrease costly overtime, for operations that were expected to be bottlenecked. Management also pulled vacation time into April and May in order to free up capacity later in the summer when upstream bottlenecks were projected to have clearel, The company used the time bought by having in-transit inventory to identify and implement supply alternatives. For example, the lead-time for ocean transport from Japan to the west coast of the United States was 15 days.plus five days to move material to plants in Tennessee and Mississippi. This meant that management had as many as 20 days to identify how to access alternative supplies of critical components. They were also able to secure air freight out of Japan so they could get critical parts out of the country faster and mitigate the reduction of in-transit stocks, August 27, 2013 NISSAN MOTOR COMPANY LTD.: BUILDING OPERATIONAL RESILIENCY Wiliam Smit, David Law 4. Empowering action - Nissan emphasized rapid and flexible action Management was empowered to make decisions in the field without lengthy analysis from a central authority. To speed critical decision-making process on recovery related issues, the company modified its delegation of authority rules for a limited period. The decisions were iterated upon as new information surfaced so that the company could course correct, if necessary. As Nissan's Chicf Operating Officer Toshiyuki Shiga explained, The disaster response simulations we have carried out regularly served us particularly well. By covisioning a full range of potential situations arising from a major disaster and preparing for them, we successfully enabled ourselves to take prompt actions when the time came At a time of disaster, it is essential to make speedy decisions while grasping the latest situation, including details on employees' safety and damage caused, and to take approprinte actions based on this, We launched the Global Disaster Control Headquarters just 15 minutes after the earthquake occurred. The team immediately gathered and assessed damage while overseeing restoration efforts at various facilities. Recovery by the Big Three Japanese Auto Manufacturers In the six months following the earthquake, production across all auto manufacturers in Japan decline24.3% compared to forecast." The big three Japanese manufacturers each contended with different issues associated with the disaster. Toyota had significant exposure due to its large size and its high rate of Japanese production (including for export). Nissan had several plants in close proximity to the disaster area. While Honda was partly insulated due to its large localized U.S. production, recovery from the disaster was still slow. Honda attributed its production problems to constraints in its supply chain, a problem that Nissan had successfully insulated itself from. As Nissan's Chief Financial Officer Joseph Peter remarked, Most of the steps we have taken in response to the March 11 disaster have been continuation of strategies, priorities and plans that were already in place. One example of this is the localization 4:28 Microsoft Word - Nissan Motor Comp... " Recovery by the Big Three Japanese Auto Manufacturers iths following the earthquake, production across all auto manufacturers in Japan 8 of 12 compared to forecast." The big three Japanese manufacturers each contended with associated with the disaster. Toyota had significant exposure due to its large size and its high rate of Japanese production (including for export). Nissan had several plants in close proximity to the disaster area. While Honda was partly insulated due to its large localized US. pecduction, recovery from the disaster was still slow. Honda attributed its production problems to constraints in its supply chain, a problem that Nissan had successfully insulated itself from. As a Nissan's Chief Financial Officer Joseph Peter remarked, Most of the steps we have taken in response to the March 11 disaster have been continuations of strategies, priorities and plans that were already in place. One example of this is the localization strategy we have been pursuing to hetter balance our manufacturing and scurcing footprint to our sales footprint. Our actions in this area date hack to the start of the financial crisis in 2008, when our primary objectives were to reduce volatility from foreign currency movements, particularly the appreciating yen, and to reduce cost.' Petits Mosh-011,"discay, 2013 2012 Heel Mercolering Preleri Ibid. August 27 2013 7 NISSAN MOTOR COMPANY LTD. BUILDING OPERATIONAL RESILIENCY Wilam Sitmict, David Sicht Going Forward In January 2012, Nissan annunced that it would increase the localized proxlution of its cars in the Americas from approximately 705 to 90% hy 2015. The company also set aggressive targets to reduce its reliance on Japanesc-made components in its foreign factories. For instance, the company was hoping to reduce the number of components brought in to North America from Japan by 50% by the end of fiscal 2013. The company, according to Peter, was also making a concerted effort to better understand critical dependencies that exist within its supply chain beyond the first tier of suppliers: We are learning fresh lessons from the carthquake, too. Moving forward we will be modifying our purchasing process to enhance cur business continuity plan at the parts level. particularly for critical components, and to mitigate potential supply risk concentration beyond the Tier I level. These are evolutionary knizen changes, though, as opposed to fundamental shifts in our sourcing Strategy As COO Shiga pointed out, despite its preparedness, Nissan had work to do to be even better protected the next time disaster struck: Many challenges still lie ahead. Some parts suppliers have yet to restore their operations. Our supply chain requires rehabilitation. This experience has instructed us in the necessity of an ictimahle BCP (business continuity plan) that encimpasses all our suppliers, including those in the second and third tiers. Development of a maire robust supply chain and comprehensive risk management are imperative in making cur business Testainable Case Discussion Questions 1. The case identifics several aspects of the Nissan response that were particularly beneficial Expand on the points made in the case to identify the potential costs and benefits of these actions 2. What else could Nissan have done to prepare for and respond to the disaster? Try to articulate the costs and henefits of your suggestions, 3. What could Nissan have done to assess the risk of disruptice in their supply chain? 4. How did Nissan's product line strategy help or hurt its ability to respond to and recover from the disaster? 4:28 Microsoft Word - Nissan Motor Comp... 10 of 12 COMPANY LTO: BUILDING OPERATIONAL RESILIENCY vid Bitch Exhibit 1 Production to Sales Ratios for Select Japanese OEMS Ratio of Production in Japan to Sales in Japan 2 18 16 14 12 1 08 06 02 a Topo Honda Niss Source: Chester Damond s'E. Boudarte. Too big in Japan, Toyota Stw. W Street Journal, May 12. 2017 Exhibit 2 Initial Damage Reports from Major Japanese Automotive OEMs Company Nissan Motor Damage status Fires broke out at Tochigi Factory and a foundry in iwaki Damage to the Tochigi Factory, Iwaki Factory (engines). Yokohama Factory (engines, etc.), Oppama Factory and Zama Works (lithium-ion batteries, etc.) It will take some time before the Iwaki Factory is repaired Partially damaged facilities at the Iwate Factory (subsidiary Kanto Auto Works), Miyagi Factory(subsidiary Central Motor), and Tohoku Factory (parts) Some damage in to facilities in Tochigi Prefecture No major direct impact No major direct impact Toyota Motor Honda Motor Mazda Motor Suzuki Motor Source: Kai Tantawishi Auto Auto Parts, JP Morgan Equal Research loh 22 2011 August 27, 2013 10 NISSAN MOTOR COMPANY LTD.: BUILDING OPERATIONAL RESILIENCY Wiliam Smit, David Sich Levi Exhibit 3 Select Nissan Financials, 2009-2011, (millions of yen) 2009 8.436,974 7.118.862 1,318,112 2010 7,517,277 6,146,219 1.371,058 2011 8,773,093 7,155,100 1,617,993 Revenue Cost of Goods Sold Cross Profit Operating lixpenses Sales, General & Administrative Operating Income Net non-operating income Net special gains (losses) Earnings Hetere en 1.456,033 (1.37,9211 (34,819) (46,031) 1,059,449 311,609 (103,862) (66,127) 1,080,526 537,467 347 (57,673) 480.141 4:28 Microsoft Word - Nissan Motor Comp... NISSAN MOTOR COMPANY LTD.: BUILDING OPERATIONAL RESILIENCY Simchi Lovi 11 of 12 ... Nissan Financials, 2009-2011, (millions of yen) - , ) 2009 8,436,974 7,118.862 1,318,112 2010 7.517,277 6,146,219 1,371,058 2011 8,773,193 7.155.100 1,617,993 Revenue Cost of Goods Sold Gross Profit Operating Expenses Sales, General & Administrative Operating Income Net non-operating income Net special gains (losses) Earings Before Taxes Total Income Taxes Income (loss) attributable to minority interests Net Income 1,456,033 (137,921) (34,8193 (46,031) (218,771) 36,938 1,059,449 311,609 (103,862) (66,127) 141,620 91,540 7.690 42,390) 1,080,526 537,467 347 (57,673) 480,141 132,127 (22.000) (233,709) 28,793 319,221 Source: Nasan 2011 Annual Report Exhibit 4 Excerpts from Nissan 2010 Annual Report Risk Management Measures & Actions (Related to Earthquakes) Nissan is assuming earthquake (EQ) as the most critical catastrophe. In case of EQ which intensity is 3-upper or over in Japan, First Response Team (organized by main functions of Global Disaster Headquarters) will gather information and decide actions to be taken based on the information. If necessary. Global Disaster Headquarters and Regional Disaster Headquarters are set up and gather information about employees' safety and damage situation of facilities and work for husiness continuity At the same time, efforts to develop Business Continuity Plan (BCP) are being done involving suppliers, such as, each and every function assessed its priority work, develop countermeasures to continue the priority works. BCP will be reviewed annually in the process of rotating PDCA cycle. Policy & Principle in Case of EQ 1. First priority on human's life (Utilization of Employees' safety confirmation system, EQ preparedness card to be carried on a daily basis) 2. Prevention of second disaster (In-house firefighting organization, stockpiling, provision of disaster information) August 27, 2013 11 NISSAN MOTOR COMPANY LTD.: BUILDING OPERATIONAL RESILIENCY Wim Schmidt Owd Simchele 3. Speedy disaster recovery and husiness continuity (Measures for handware, improvement of contingency plan and development of BCP) 4. Contribution to local society (coperation / mutual aid with neighboring community, companies, local and ecotral govemmeat) Globul Disaster Headquarters and Regional Disaster Headquarters conduct simulation training assuming large FQ to prepare catastrophe. The drill tests the effectiveness of this organization and contingency plan, and clarifies the issues to he improvel. The contingency plan is reviewed based on the feedback. Nissan Global Headquarters Building where Global Disaster Headquarters is supposed to be set up (built in August 2009) has EQ resistant structure by vibration controlling brace dumper. The safety is assured even in case of maximum level of EQ assumed at the site. 4:28 Microsoft Word - Nissan Motor Comp... suppliers, sueltas, each and every function assessed its priority work, develop countermeasures to continue the priority works. BCP will be reviewed annually in the process of rotating PDCA cycle. in Case of EQ 12 of 12 ity on human's life (Utilization of Employees' safety confirmation system, EQ preparedness card to be carried on a daily basis) 2. Prevention of second disaster (In-house farefighting organization, stockpiling, provision of disaster information) August 27, 2013 11 NISSAN MOTOR COMPANY LTD.: BUILDING OPERATIONAL RESILIENCY Wiliam Schmidt, David Simchlovi 3. Speedy disaster recovery and business continuity (Measures for hardware, improvement of contingency plan and development of BCP) 4. Contribution to local society (Cooperation / mutual aid with neighboring community, companies, local and oeutral government) Global Disaster Headquarters and Regional Disaster Headquarters conduct simulation training assuming large EQ to prepare catastrophe. The drill tests the effectiveness of this organization and contingency plan, und clarifies the issues to be improved. The contingency plan is reviewed based on the feelhack Nissan Global Headquarters Building where Global Disaster Heck urters is supposed to be set up (built in August 2009) has EQ resistant structure by vibration controlling brace damper. The safety is assured even in case of maximum level of EQ assumed at the site Brod HR/ Worklo Purchased parts/ Fudity / Equipment Pak die Natural users Arena of roles and high BOY Completed - Downtol Bresponse mindre Activity is now an tywy ) martin con August 27, 2018 12 4:27 f Microsoft Word - Nissan Motor Comp... 1 of 12 MIT 13-149 August 27, 2013 MANAGEMENT SLOAN SCHOOL Nissan Motor Company Ltd.: Building Operational Resiliency William Schmidt, David Simchi-Levi On March 11.2011 a 9.0-magnitude earthquake, among the five most powerful on record, struck off the cast of Japan. Tsunami waves in excess of 40 meters high traveled up to 10 kilometers inland and three nuclear reactors at Fukushima Dai-ichi experienced Level 7 meltdowns. The impact of this combined disaster was devastating, with over 25,000 people dead, missing or injured. Governments, non-government agencies.coporations and individuals in Japan and around the world responded with relief teams, supplies and donations to help case the suffering and support the recovery: lo truth, the disaster was three calamities in one - an earthquake, a tsunami and a nuclear emergency, Recovering from such a catastrophe was unprecedented The event was not just a humanitarian crisis, but also a heavy blow to the Japanese economy: 125.000 buildings were damaged and economic costs were expected to be 116.9 trillion. In the weeks following the disaster, approximately 80% of Japanese automotive plants suspended production and Mitsubishi UFJ Morgan Stanley Securities estimated utilization at other plants were below 10%. Nietz For All, UVIEILIKU. Pada tin, July 13,2012 - No Foreign Alleis. Geen probidabl. ex July 1.5.2012 N. , Games Niente Ecce. Inde and boy, Gece que, wapwa baris... RATKAI_DE_TAXES I, ac mer: 27,2112 Tax Mer Steinwateef Recerque Mut Mug in San April 12,2 This co warred by David Simch-Lex, MIT Professor of Civil and Enviommertal Engineering and Engineering System and Co-Director, Loaders for Global Operations And William Schmidt PhD candidate, Harvard Business School Copyright 2012, David Simchi-Levi and William Schmidt. This work is licensed under the Creative Commons Attribution Noncommercial-No Derivative Works 3.0 Unported License. To view a copy of this license visit httprileceattecamions colores y no n.or send a letter to Creative Commons. 171 Second Street, Suhte 200, San Francisco, California, 106, USA NISSAN MOTOR COMPANY LTD.: BUILDING OPERATIONAL RESILIENCY Wilam Smit, David Sich Levi Across the industry, monthly production dropped nearly 60% in March and April 2011 compared to 2010, and did not fully recover until October Production for all of 2011 was down 98." Markets outside of Japan were affected as well. Toyota, Honda and Nissan, the three major Japanese automotive original equipment manufacturers (OEM), exported a significant amount of their Japanese production to serve foreign markets (Exhibit 1). Declines in Japanese production impacted product availability in those cxport markets. In addition, overseas production had expanded in recot years, but only 70% - 80% of the production components were sourced locally with the remaining 20% coming from Japan. Disruption to the Japanese supply base affected firms and factories around the world 4:27 Microsoft Word - Nissan Motor Comp... " Toyota, Honda and Nissan were all impacted by the disaster Exhibit 2). In particular, Nissan suffered damage to six production facilities and about 50 of its critical suppliers were impaired. Nevertheless, the company was prepared to withstand the shocks. History of the Japanese Automotive Industry Prior to the 1930's the domestic automobile manufacturing capability in Japan was essentially Limited to military-sponsored initiatives, hand-built models and imported automotive kits. The industry's nascent steps toward mass production started in 1933 when Aikawa Yoshisuke established Jiba Seico Company, the predecessor of Nissan Motor Company. Around the same time, Toyoda Kiichiro established an automobile department within Tayoxla Automatic Loom, which would eventually grow into Toyota Motor Company." In spite of protectionist government policies restricting imports and direct foreign investment, prior to World War II the Japanese subsidiaries of Ford and General Motors dominated the automobile industry in Japan. After the war, Nissan and Toyota were hobbled by low production productivity and were at risk of slipping into bankruptcy if not for a combination of huge governmental loans and special orders from the United States Army during the Korean War.' Japanese automotive firms initially relied heavily on technology transfer from the United States and Europe. Toyota was more aggressive in developing internal research and development capabilities, a Strategy eventually adopted by other Japanese automobile manufacturers.' Japanese automotive manufacturers also concentrated om process improvements, with Toyot being an early innovator. In plota txah, ZRE-2011,"rand, 2012. IN *Ibad Kwa Shiri, TVAREM A Leder Mitbrick N, blantes " "No Meter Caerpary, please up: 1,2012. anand *Michal O, SEIT al Museum (Camer, isted by the Canal ons and and wis 192 ** . August 27 2015 2 NISSAN MOTOR COMPANY LTD. BUILDING OPERATIONAL RESILIENCY Wilam Schmidt, David Simlovi the late 1941's through the early 1960's, Toyota transitioned away from push manufacturing techniques that were ubiquitous in the United States automobile industry. The firm reluced buller stocks and instead adapted the principles of just-in-time manufacturing. Raw materials and work-in- process were no longer pushed from carly production stages to final assembly. but were instead pulled forward only when needed. Components were produced and received in lots is small as possible, with no stockpiling and Toyota modified its equipment to allow for rapid set-up so it could he quickly transitioned to different jobs, The manufacturing principles pioneered by Toyota were also adopted, in varying degrees, by other manufacturers inside Japan and globally. Toyota remained at the vanguard of refining and formalizing these principles into what would eventually be known as the Toyota Production System (TPS). TPS required close coordination across manufacturing processes and helped identify problems that could otherwise go unnoticed in al system with a larger buffer. The system, however, was not risk free. If something disturbed the flow of information or material, it could idile manufacturing stages downstream of the disturbance, The Japanese automotive industry began to hit its stride. By the late 1960's, both Toyota and Nissan had rapidly increased both their production and exports. By the late 1970's, exports acounted for ower 50% of Japanese production and by 1980 Japan overtook the United States as the world's top automobile producing country, Japanese automohile companies hegan huilling manufacturing facilities in North America, with Honda, Nissan and Toyota moving first and Manda, Mitsubishi, Suzuki, and Isuzu eventually following. The rapid appreciation of the yen aller agreements made it the G-5 meeting in September 1985 led to further expansion of foreign production in both advanced and developing countries. The three largest Japanese firms globalized their operations at different paces, however, with Honda und Nissan expanding their foreign manufacturing footprint much more aggressively than Toyota Nissan's Supply Chain Philosophy. A Focus on Flexibility Tr ....... ..... 4:27 Microsoft Word - Nissan Motor Comp... ... Nissan's Supply Chain Philosophy: A Focus on Flexibility he clase supply chain control that is a hallmark of TPS, Nissan leveraged a regional, 4 of 12 pply chain structure, but imposed strong central control and coordination when crises operations occurred. Maintaining a flexible organization and integrating a variety of perspectives were important cultural attributes at the company. As an indication of the way the firm embracel diversity, Nissan's corporate officers represented a range of nationalities and most of them had extensive experience in overseas operations - traits that were not shared by other Japanese MINI . August 27 2013 3 NISSAN MOTOR COMPANY LTD. BUILDING OPERATIONAL RESILIENCY wilam Schmidt, Deud Sich-Levi OEM's." Niscan considered this diversity to be a source of strength in managing a large global peration and it valued that the executive learn could speak first hand to the unique constraints and portunities that were present in each market." Complementing this focus on flexibility, Nissao maintained a simplified product line compared to its competitors. The company adopted a build-to-stock strategy for just a few SKUs in each model and a build-to-candler strategy for the rest. Management helieved that this strategy had not only helped it to simplify its operations and wuct offerings, hut it actually contributed to a significant increase in sales. As explained by John Martin, the company's SVP of manufacturing, purchasing and supply chain management: Nissin was a company reborn from crisis. In 1999 Nissan was rescued from impending bankruptcy by Renault who put in place il revitalized management team led by Carlos Ghosn, This sense of crisis persists in the organization to this clay, 'This crisis mentality' was critical to DUT recovery from the 21X17/2004 Cibal Liquidity Crisis, the Cineat Japan Earthquake and subsequent Thai Foods in 2011. Our supply chain philosophy is one of vigilance and extreme responsiveness allied with single point responsibility. It is the supply chain management organization's responsibility to keep the production plants running. This clucity of purpose and responsibility engenders confidence and decisiveness both of which are crucial to disaster covery Risk Management at Nissan Nissan's attitudes toward risk and emergency response emerged through the company's experience in overcoming duunting challenges. In 1999 the company fuced severe financial difficulties that were Only resolved when it formed an alliance with Renault. Under the terms of the alliance, Renault bought 36.8% of Nissan's cutstanding stock and Nissan agreed to buy into Renault when it was financially able to do so." This deal forced Nissan to confront entrenched practices and biases and to take proactive action to ensure the company's survival and ultimate success. (Scc Exbibit 3 for 3 financial performance.) Nissan's risk management philosophy was born out of its near-death experience. It focused on identifying and analyzing risks as early as possible, and planning and rapidly implementing countermasures. The company established a dedicated risk management function which was responsible for these activities. There was also an executive-level committee that made decisions on corporate risks, designated "risk owocts" to manage the specific risks, and regularly reported to the Iriarve with Haris, rury 24, 2013. In the Me, My teater Martin arvatural Vildane Se Men's Castalu Chibyes * Nowa welcatel Rava Realitashq.clied 108 August 27, 2013 4:27 Microsoft Word - Nissan Motor Comp... Board of Directors on progress. Each division was carpowered and expected to take preventive measures to minimize the realization and impact of risks that did not require corporate coordination Nissan's continuous readiness process included activities such as ongoing scismic reinforcement of facilities, improvement to its business continuity planning (BCP), and disaster simulation training." Nissan had an earthquake emergency response plan in place well in advance of the 2011 earthquake. which was described in its 2010 annual report Exhibit 4). The principles of Nissan's emergency- response plan included a priority on human life, prevention of follow-ou disasters, rapid disaster recovery and business continuity, and support fox the neighboring community, companies, and government. It designated a Global Disaster Headquarters that, in the aftermath of a disaster, was responsible for gathering and distributing information concerning employee safety, facility dumage, and business continuity planning for Nissan's operations and those of its suppliers. In adlition, the plan required that Nissan conduct earthquake simulation training to test and improve upon the effectiveness of the organization and its contingency plan. Nissan's Response to the Disaster Nissan's actions aller the earthquake and sunami adhered to the principles detailed in its earthquake emergency-response plan. Immediately after the disaster, Nissan's Global Disaster Control Headquarters, headed up by the chief operating officer, was convened to evaluate the impact on operations and to oversee the restoration of activities. A Recovery Committee was established to coordinate the global recowery actions, in particular the work of optimizing the entire supply chain, As Nissan's Chief Recovery Officer Colin Dodge wrote in the company's 2011 Annual Report, The impact on our business of the disaster) was felt in all regions. Nissan's manufacturing operations are thoroughly global in nature, and disruption to the supply structure in Japan spreads quickly through our supply chain all around the world. In the past months Nissan has been implementing countermeasures in every region where it does business In Europe, for example, where we maintain production haves in the United Kingdom, Spain and Russia, we look steps immediately after the quake to ensure supplies of needled parts. The European regional team worked closely with the Japan side to share information about the status of the Japan-sourced parts supply, swiftly reflecting these updates in the regional supply side. The level of depth and accuracy of this information sharing has been truly amazing. It has allowed us to constantly update our regional proxluction forecast, so that we can align our production calendar with conditions in production sites in Japan. lapsen" IN 2011 " Whics Des may tarting Hoedend Teset kilogii prikabiliyobariki na sport 2b. August 27 2015 NISSAN MOTOR COMPANY LTD.: BUILDING OPERATIONAL RESILIENCY Wilam Schmidt, David Sichler The Recovery Committee emphasized a few simple yet meaningful practices in coordinating the company's response to the disaster 1. Sharing information - Nissan brought all of their global regions into the response process. Management recognized that the non-Japanese operations would want information, but the effort to provide it would be a distraction to those on the ground handling the crisis. They also recognized information might be used selfishly by dependent facilities optimizing against its own needs. To address these two concerns, each region was asked to send two staff members to Japan to gather their own information and to help solve problems holistically, Instead of becoming a drain on the local response effort, the other regions and plants contributed to solutions. In addition, the regions had complete visibility into what was happening in Japan and could help the organization improve the response. 2. Allocating supply - Given the capacity constraints in the weeks and months after the disaster, and the dependencies that existed across the Nissan operational network, allocation of component parts was critical. The sales, marketing, and the regional supply chain management function globally allocate supplies to 4:28 Microsoft Word - Nissan Motor Comp... ". Allocating supply - Given the capacity constraints in the weeks and months after the disaster, and the dependencies that existed across the Nissan operational network, allocation ponent parts was critical. The sales, marketing, and the regional supply chain 7 of 12 ment functions were brought together to identify low to globally allocate supplies to on highest margin goods. For example the supply of integrated Global Positioning System (GPS) units was constrained by the disaster. Nissan identified which car models Tequired integrated GPS to meet customer demands, and allocated resources accordingly, Low-end models did not receive the allocation of available GPS since they did not have commensurately high margins, and customers were willing to purchase these models without an integrated GPS. This process was completed within two weeks of the earthquake and continually updated as the supply situation became cleurer. 3 Managing production - Nissan slowed their production lines in a targeted way, Management closely considered in stock and in transit inventory within their network and slowed production upstream and downstream of anticipated bottlenecks. For example, the company was able to ramp down production, and thereby decrease costly overtime, for operations that were expected to be bottlenecked. Management also pulled vacation time into April and May in order to free up capacity later in the summer when upstream bottlenecks were projected to have clearel, The company used the time bought by having in-transit inventory to identify and implement supply alternatives. For example, the lead-time for ocean transport from Japan to the west coast of the United States was 15 days.plus five days to move material to plants in Tennessee and Mississippi. This meant that management had as many as 20 days to identify how to access alternative supplies of critical components. They were also able to secure air freight out of Japan so they could get critical parts out of the country faster and mitigate the reduction of in-transit stocks, August 27, 2013 NISSAN MOTOR COMPANY LTD.: BUILDING OPERATIONAL RESILIENCY Wiliam Smit, David Law 4. Empowering action - Nissan emphasized rapid and flexible action Management was empowered to make decisions in the field without lengthy analysis from a central authority. To speed critical decision-making process on recovery related issues, the company modified its delegation of authority rules for a limited period. The decisions were iterated upon as new information surfaced so that the company could course correct, if necessary. As Nissan's Chicf Operating Officer Toshiyuki Shiga explained, The disaster response simulations we have carried out regularly served us particularly well. By covisioning a full range of potential situations arising from a major disaster and preparing for them, we successfully enabled ourselves to take prompt actions when the time came At a time of disaster, it is essential to make speedy decisions while grasping the latest situation, including details on employees' safety and damage caused, and to take approprinte actions based on this, We launched the Global Disaster Control Headquarters just 15 minutes after the earthquake occurred. The team immediately gathered and assessed damage while overseeing restoration efforts at various facilities. Recovery by the Big Three Japanese Auto Manufacturers In the six months following the earthquake, production across all auto manufacturers in Japan decline24.3% compared to forecast." The big three Japanese manufacturers each contended with different issues associated with the disaster. Toyota had significant exposure due to its large size and its high rate of Japanese production (including for export). Nissan had several plants in close proximity to the disaster area. While Honda was partly insulated due to its large localized U.S. production, recovery from the disaster was still slow. Honda attributed its production problems to constraints in its supply chain, a problem that Nissan had successfully insulated itself from. As Nissan's Chief Financial Officer Joseph Peter remarked, Most of the steps we have taken in response to the March 11 disaster have been continuation of strategies, priorities and plans that were already in place. One example of this is the localization 4:28 Microsoft Word - Nissan Motor Comp... " Recovery by the Big Three Japanese Auto Manufacturers iths following the earthquake, production across all auto manufacturers in Japan 8 of 12 compared to forecast." The big three Japanese manufacturers each contended with associated with the disaster. Toyota had significant exposure due to its large size and its high rate of Japanese production (including for export). Nissan had several plants in close proximity to the disaster area. While Honda was partly insulated due to its large localized US. pecduction, recovery from the disaster was still slow. Honda attributed its production problems to constraints in its supply chain, a problem that Nissan had successfully insulated itself from. As a Nissan's Chief Financial Officer Joseph Peter remarked, Most of the steps we have taken in response to the March 11 disaster have been continuations of strategies, priorities and plans that were already in place. One example of this is the localization strategy we have been pursuing to hetter balance our manufacturing and scurcing footprint to our sales footprint. Our actions in this area date hack to the start of the financial crisis in 2008, when our primary objectives were to reduce volatility from foreign currency movements, particularly the appreciating yen, and to reduce cost.' Petits Mosh-011,"discay, 2013 2012 Heel Mercolering Preleri Ibid. August 27 2013 7 NISSAN MOTOR COMPANY LTD. BUILDING OPERATIONAL RESILIENCY Wilam Sitmict, David Sicht Going Forward In January 2012, Nissan annunced that it would increase the localized proxlution of its cars in the Americas from approximately 705 to 90% hy 2015. The company also set aggressive targets to reduce its reliance on Japanesc-made components in its foreign factories. For instance, the company was hoping to reduce the number of components brought in to North America from Japan by 50% by the end of fiscal 2013. The company, according to Peter, was also making a concerted effort to better understand critical dependencies that exist within its supply chain beyond the first tier of suppliers: We are learning fresh lessons from the carthquake, too. Moving forward we will be modifying our purchasing process to enhance cur business continuity plan at the parts level. particularly for critical components, and to mitigate potential supply risk concentration beyond the Tier I level. These are evolutionary knizen changes, though, as opposed to fundamental shifts in our sourcing Strategy As COO Shiga pointed out, despite its preparedness, Nissan had work to do to be even better protected the next time disaster struck: Many challenges still lie ahead. Some parts suppliers have yet to restore their operations. Our supply chain requires rehabilitation. This experience has instructed us in the necessity of an ictimahle BCP (business continuity plan) that encimpasses all our suppliers, including those in the second and third tiers. Development of a maire robust supply chain and comprehensive risk management are imperative in making cur business Testainable Case Discussion Questions 1. The case identifics several aspects of the Nissan response that were particularly beneficial Expand on the points made in the case to identify the potential costs and benefits of these actions 2. What else could Nissan have done to prepare for and respond to the disaster? Try to articulate the costs and henefits of your suggestions, 3. What could Nissan have done to assess the risk of disruptice in their supply chain? 4. How did Nissan's product line strategy help or hurt its ability to respond to and recover from the disaster? 4:28 Microsoft Word - Nissan Motor Comp... 10 of 12 COMPANY LTO: BUILDING OPERATIONAL RESILIENCY vid Bitch Exhibit 1 Production to Sales Ratios for Select Japanese OEMS Ratio of Production in Japan to Sales in Japan 2 18 16 14 12 1 08 06 02 a Topo Honda Niss Source: Chester Damond s'E. Boudarte. Too big in Japan, Toyota Stw. W Street Journal, May 12. 2017 Exhibit 2 Initial Damage Reports from Major Japanese Automotive OEMs Company Nissan Motor Damage status Fires broke out at Tochigi Factory and a foundry in iwaki Damage to the Tochigi Factory, Iwaki Factory (engines). Yokohama Factory (engines, etc.), Oppama Factory and Zama Works (lithium-ion batteries, etc.) It will take some time before the Iwaki Factory is repaired Partially damaged facilities at the Iwate Factory (subsidiary Kanto Auto Works), Miyagi Factory(subsidiary Central Motor), and Tohoku Factory (parts) Some damage in to facilities in Tochigi Prefecture No major direct impact No major direct impact Toyota Motor Honda Motor Mazda Motor Suzuki Motor Source: Kai Tantawishi Auto Auto Parts, JP Morgan Equal Research loh 22 2011 August 27, 2013 10 NISSAN MOTOR COMPANY LTD.: BUILDING OPERATIONAL RESILIENCY Wiliam Smit, David Sich Levi Exhibit 3 Select Nissan Financials, 2009-2011, (millions of yen) 2009 8.436,974 7.118.862 1,318,112 2010 7,517,277 6,146,219 1.371,058 2011 8,773,093 7,155,100 1,617,993 Revenue Cost of Goods Sold Cross Profit Operating lixpenses Sales, General & Administrative Operating Income Net non-operating income Net special gains (losses) Earnings Hetere en 1.456,033 (1.37,9211 (34,819) (46,031) 1,059,449 311,609 (103,862) (66,127) 1,080,526 537,467 347 (57,673) 480.141 4:28 Microsoft Word - Nissan Motor Comp... NISSAN MOTOR COMPANY LTD.: BUILDING OPERATIONAL RESILIENCY Simchi Lovi 11 of 12 ... Nissan Financials, 2009-2011, (millions of yen) - , ) 2009 8,436,974 7,118.862 1,318,112 2010 7.517,277 6,146,219 1,371,058 2011 8,773,193 7.155.100 1,617,993 Revenue Cost of Goods Sold Gross Profit Operating Expenses Sales, General & Administrative Operating Income Net non-operating income Net special gains (losses) Earings Before Taxes Total Income Taxes Income (loss) attributable to minority interests Net Income 1,456,033 (137,921) (34,8193 (46,031) (218,771) 36,938 1,059,449 311,609 (103,862) (66,127) 141,620 91,540 7.690 42,390) 1,080,526 537,467 347 (57,673) 480,141 132,127 (22.000) (233,709) 28,793 319,221 Source: Nasan 2011 Annual Report Exhibit 4 Excerpts from Nissan 2010 Annual Report Risk Management Measures & Actions (Related to Earthquakes) Nissan is assuming earthquake (EQ) as the most critical catastrophe. In case of EQ which intensity is 3-upper or over in Japan, First Response Team (organized by main functions of Global Disaster Headquarters) will gather information and decide actions to be taken based on the information. If necessary. Global Disaster Headquarters and Regional Disaster Headquarters are set up and gather information about employees' safety and damage situation of facilities and work for husiness continuity At the same time, efforts to develop Business Continuity Plan (BCP) are being done involving suppliers, such as, each and every function assessed its priority work, develop countermeasures to continue the priority works. BCP will be reviewed annually in the process of rotating PDCA cycle. Policy & Principle in Case of EQ 1. First priority on human's life (Utilization of Employees' safety confirmation system, EQ preparedness card to be carried on a daily basis) 2. Prevention of second disaster (In-house firefighting organization, stockpiling, provision of disaster information) August 27, 2013 11 NISSAN MOTOR COMPANY LTD.: BUILDING OPERATIONAL RESILIENCY Wim Schmidt Owd Simchele 3. Speedy disaster recovery and husiness continuity (Measures for handware, improvement of contingency plan and development of BCP) 4. Contribution to local society (coperation / mutual aid with neighboring community, companies, local and ecotral govemmeat) Globul Disaster Headquarters and Regional Disaster Headquarters conduct simulation training assuming large FQ to prepare catastrophe. The drill tests the effectiveness of this organization and contingency plan, and clarifies the issues to he improvel. The contingency plan is reviewed based on the feedback. Nissan Global Headquarters Building where Global Disaster Headquarters is supposed to be set up (built in August 2009) has EQ resistant structure by vibration controlling brace dumper. The safety is assured even in case of maximum level of EQ assumed at the site. 4:28 Microsoft Word - Nissan Motor Comp... suppliers, sueltas, each and every function assessed its priority work, develop countermeasures to continue the priority works. BCP will be reviewed annually in the process of rotating PDCA cycle. in Case of EQ 12 of 12 ity on human's life (Utilization of Employees' safety confirmation system, EQ preparedness card to be carried on a daily basis) 2. Prevention of second disaster (In-house farefighting organization, stockpiling, provision of disaster information) August 27, 2013 11 NISSAN MOTOR COMPANY LTD.: BUILDING OPERATIONAL RESILIENCY Wiliam Schmidt, David Simchlovi 3. Speedy disaster recovery and business continuity (Measures for hardware, improvement of contingency plan and development of BCP) 4. Contribution to local society (Cooperation / mutual aid with neighboring community, companies, local and oeutral government) Global Disaster Headquarters and Regional Disaster Headquarters conduct simulation training assuming large EQ to prepare catastrophe. The drill tests the effectiveness of this organization and contingency plan, und clarifies the issues to be improved. The contingency plan is reviewed based on the feelhack Nissan Global Headquarters Building where Global Disaster Heck urters is supposed to be set up (built in August 2009) has EQ resistant structure by vibration controlling brace damper. The safety is assured even in case of maximum level of EQ assumed at the site Brod HR/ Worklo Purchased parts/ Fudity / Equipment Pak die Natural users Arena of roles and high BOY Completed - Downtol Bresponse mindre Activity is now an tywy ) martin con August 27, 2018 12
Step by Step Solution
There are 3 Steps involved in it

Get step-by-step solutions from verified subject matter experts