

Question: I need clarification with the second and third questions. slightly confused and would really appreciate some reassurance with someone else's response. thanks! Northcutt Bikes: The
I need clarification with the second and third questions. slightly confused and would really appreciate some reassurance with someone else's response. thanks!
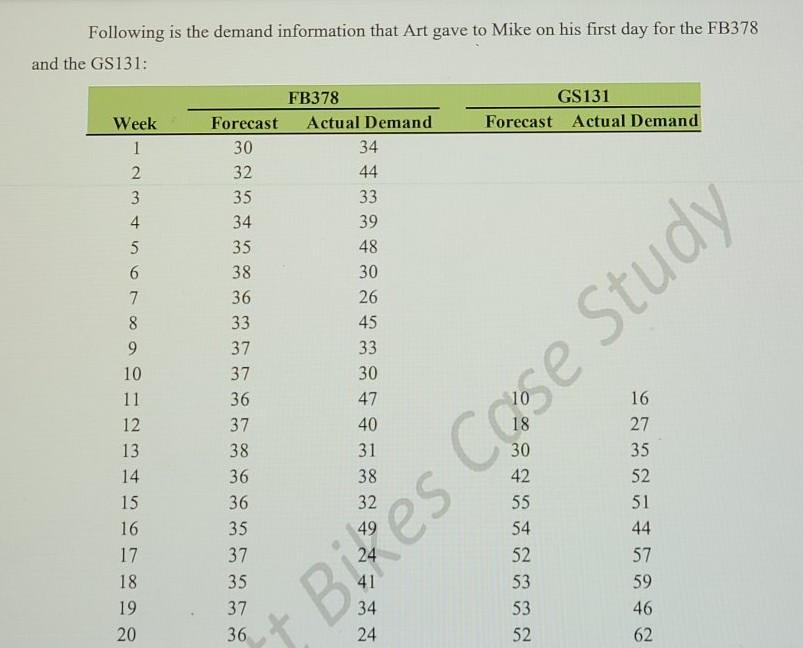
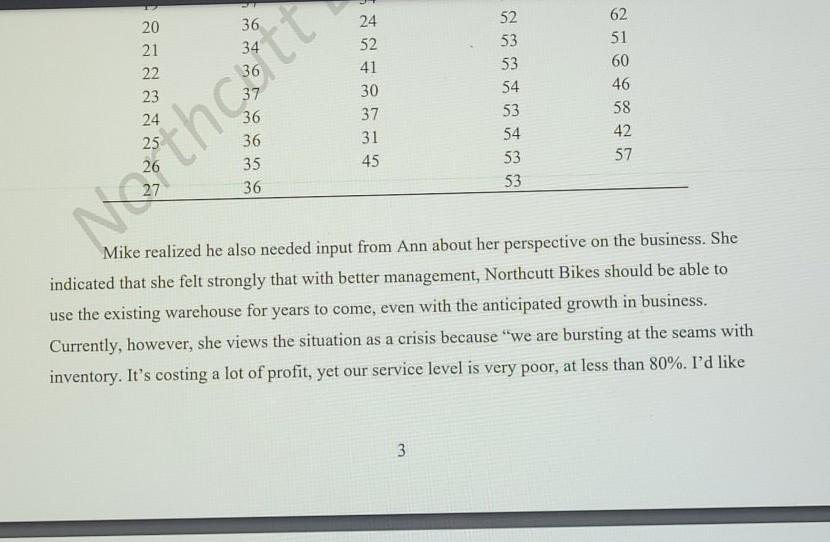
Northcutt Bikes: The Service Department Introduction Several years ago, Jan Northcutt, owner of Northcutt Bikes, recognized the need to organize a separate department to deal with service parts for the bikes her company makes. Because the competitive strength of her company was developed around customer responsiveness and flexibility, she felt that creating a separate department focused exclusively on aftermarket service was critical in meeting that mission. When she established the department, she named Ann Hill, one of her best clerical workers at the time, to establish and manage the department. At first, the department occupied only a corner of the production warehouse, but now it has grown to occupy its own 100,000- square-foot warehouse. The service business has also grown significantly, and it now represents over 15% of the total revenue of Northcutt Bikes. The exclusive mission of the service department is to provide parts tires, seats, chains, etc.) to the many retail business that sell and service Northcutt Bikes. While Ann has turned out to be a very effective manager and now holds the title of Director of Aftermarket Service), she still lacks a basic understanding of materials management. To help her develop a more effective materials management program, she hired Mike Alexander, a recent graduate of an outstanding business management program at North Carolina State RS The Current Situation During the interview process, Mike got the impression that there was a lot of opportunity for improvement at Northcutt Bikes. It was only after he selected his starting date and requested some information that he started to see the full extent of the challenges that lay ahead. His first day on the job really opened his eyes. One of the first items he had requested was a status report on inventory history and shipped orders. In response, the following note was on his desk the first day from the warehouse supervisor, Art Demming: We could not compile the history you requested, as we keep no such records. There is just too much stuff in here to keep a close eye on it all. Rest assured, however, that we think the inventory positions on file are accurate, as we just completed our physical count of inventory last week. I was able to track down a demand history for a couple of our items, and that is attached to this memo. Welcome to the job! Mike decided to investigate further. Although the records were indeed difficult to track down and compile, by the end of his second week, he has obtained a fairly good picture of the situation, based on an investigation of 100 parts selected at random. He learned, for example, that although there was an average of over 70 days' worth of inventory (annual sales/average inventory), the fill rate for customer orders was less than 80% of the items requested were inventory; the remaining orders were backordered. Unfortunately, the majority of customers viewed service parts as generic and would take their business elsewhere when parts were not available from Northcutt Bikes. What really hurt was when those businesses sometimes canceled their entire order for parts and placed it with another parts supplier. The obvious conclusion was that while there was plenty of inventory overall, the timing and quantities were misplaced. Increasing the inventory did not appear to be the answer, not only because a large amount was already being held but also because the space in the warehouse (built less than two years ago) had increased from being 45% utilized just after they moved in to its present utilization of over 95%. Mike decided to start his analysis and development of solutions on the two items for which Art had already provided demand history. He felt that if he could analyze and correct any a problems with those two parts, he could expand the analysis to most of the others. The two items on which he had history and concentrated his initial analysis were the FB378 Fender Bracket and the GS131 Gear Sprocket. Northcutt Bikes purchases the FB378 from a Brazilian source. The lead time has remained constant, at three weeks, and the estimated cost of a purchase order for these parts is given at $35 per order. Currently Northcutt Bikes uses an order lot size of 120 for the FB378 and buys the item for $5 apiece. The GS 131 part, on the other hand, is a newer product only recently being offered. A machine shop in Nashville, Tennessese, produces the part for Northcutt Bikes, and it gives Northcutt Bikes a fairly reliable six-week lead time. The cost of placing an order with the machine shop is only about $15, and currently Northcutt Bikes orders 850 parts at a time. Northcutt Bikes buys the item for $10.75. 2 Following is the demand information that Art gave to Mike on his first day for the FB378 and the GS131: GS131 Forecast Actual Demand Week 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 Forecast 30 32 35 34 35 38 36 33 37 37 36 37 38 36 36 FB378 Actual Demand 34 44 33 39 48 30 26 45 33 30 47 40 16 27 35 kes Case Study 52 35 55 54 52 53 53 52 51 44 57 59 37 35 37 36 46 62 20 21 22 23 62 51 60 36 24 52 41 30 37 31 52 53 53 54 53 54 53 46 58 42 57 26 36 35 36 45 53 Northetico Mike realized he also needed input from Ann about her perspective on the business. She indicated that she felt strongly that with better management, Northcutt Bikes should be able to use the existing warehouse for years to come, even with the anticipated growth in business. Currently, however, she views the situation as a crisis because "we are bursting at the seams with inventory. It's costing a lot of profit, yet our service level is very poor, at less than 80%. I'd like 3 to see us maintain 95% or better service level without back orders, yet we need to be able to do that with a net reduction in total inventory. What do you think, Mike? Can we do better?" Questions: 1. Use the available data to develop inventory policies (order quantities and reorder points) for the FB378 and GS131. Assume that the holding cost is 20% of the unit price. 2. Compare the inventory costs associated with your suggested order quantities with those of the current order quantities. What can you conclude? 3. Do you think the lost customer sales should be included as a cost of inventory? why? How would such an inclusion impact the ordering policies you established in Q1? MOM OSStep by Step Solution
There are 3 Steps involved in it
1 Expert Approved Answer
Step: 1 Unlock

Question Has Been Solved by an Expert!
Get step-by-step solutions from verified subject matter experts
Step: 2 Unlock
Step: 3 Unlock