

Question: Old MathJax webview question: identify and discuss the fundamental issues that this case highlights. what actions would you take to address these issues? consider short
Old MathJax webview
question:
identify and discuss the fundamental issues that this case highlights.
what actions would you take to address these issues? consider short and long term learning and configuration of product design and supply processes
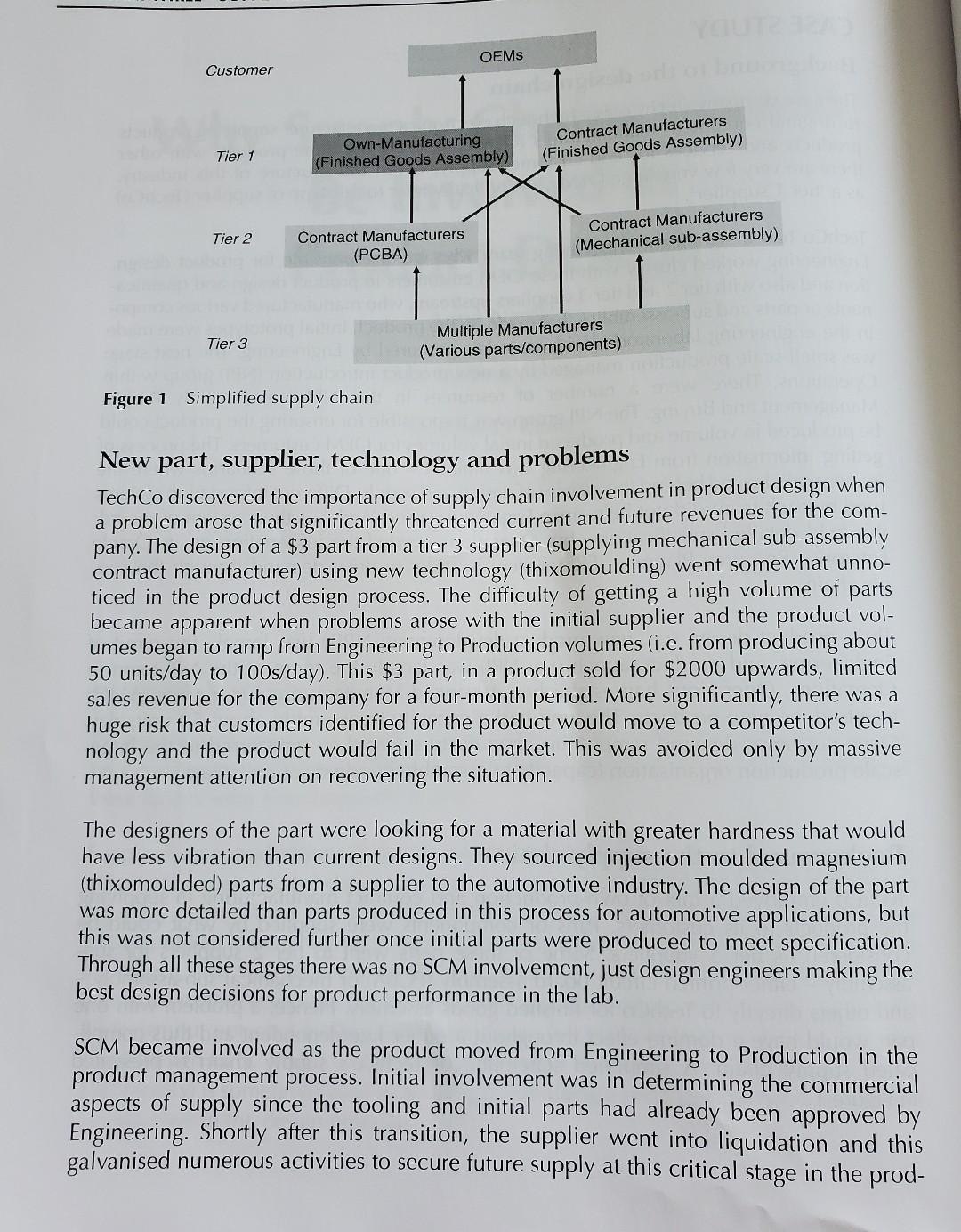
Be Involved in Product Design Anne Nagle Nagle Business Solutions Seamus O'Reilly University College Cork INTRODUCTION Poor choices of material or supplier in the design process can have a significant impact on a company's performance. The case study below illustrates a scenario where both of these factors were simultaneously at play. Supply chain considerations in design need to include inventory, logistics, transportation efficiencies, customs and duties, customer responsiveness and flexibility. The challenge for many organisations is that those involved in design tend to have little involvement once a product is launched, so they may not get to experience that supply chain in action or, indeed, live with the consequences of their decisions. Bringing that supply chain execution experience to the design table provides organisations with a great opportunity to design out potential inefficiencies and design in customer responsiveness. The term 'DFx' (design for x, where 'x' can mean a variety of things such as C = cost, M = manu- facturability) is sometimes used as an all-encompassing term to flag the need for multiple perspectives in the design process. CASE STUDIES WHY SUPPLY CHAINS SHOULD BE INVOLVED IN PRODUCT DESIGN 355 CASE STUDY Background to the design chain The case company (TechCo) is a high-tech electronics manufacturer supplying products original equipment manufacturers (OEMs), who bundle these products with other products and services for end-customer supply. Given the structure of this industry, there are very few very large OEMs. We typically refer to this type of supplier (TechCo) 10 tier 1 supplier'. as a TechCo had a significant engineering team who were responsible for product design. Engineering worked closely with these OEM customers in product design and qualifica- nents or parts and sub-assemblies that made up the product. Initial prototypes were made tion and also with tier 2 and tier 3 suppliers upstream, who manufactured various compo- in the engineering laboratories with materials procured by Engineering. The next stage was small-scale production managed by a new product introduction (NPI) group within Operations. There were a number of resources in this NPI team, mainly Project Management and Buying. The NPI group was responsible for ensuring the product could be produced in volume and produced initial volumes for OEM customers. The process of getting information from Engineering was difficult one of those scenarios where the paperwork lagged behind the activity of design and supply. Different information systems used by each team did not help since Engineering used 'Agile' as their system of record; this held detailed specifications, but Operations needed the information on its Oracle Enterprise Resource Planning (ERP) system in order to drive demand through the sup- ply chain. Thus , product design (i.e. new product development; NPD) was largely the remit of Engineering, and product launch (i.e. NPI) was largely the remit of the NPI team in Operations. Operations had established Advanced Manufacturing Operations (AMO) to introduce new products. This unit had a capacity to assemble about 50 units/day. Once customer demand ramped up, manufacture was then transferred to the large- scale production organisation (capacity to assemble hundreds of units/day). Background to the supply chain Techco employed a mix of own-production and contract manufacturing in supplying the products to its customers. Parts or components were supplied by what could be considered as tier 3 suppliers. Some of these parts went to tier 2 suppliers for sub- assembly - either printed circuit board assembly (PCBA) or mechanical sub-assembly - part would have a domino effect throughout a rather interdependent and thus compli- cated supply chain. A simplified schematic of TechCo's supply chain is presented n Figure 1. OEMS Customer Contract Manufacturers (Finished Goods Assembly) Own-Manufacturing (Finished Goods Assembly) Tier 1 Tier 2 Contract Manufacturers (PCBA) Contract Manufacturers (Mechanical sub-assembly) Tier 3 Multiple Manufacturers (Various parts/components) Figure 1 Simplified supply chain New part, supplier, technology and problems TechCo discovered the importance of supply chain involvement in product design when a problem arose that significantly threatened current and future revenues for the com- pany. The design of a $3 part from a tier 3 supplier (supplying mechanical sub-assembly contract manufacturer) using new technology (thixomoulding) went somewhat unno- ticed in the product design process. The difficulty of getting a high volume of parts became apparent when problems arose with the initial supplier and the product vol- umes began to ramp from Engineering to Production volumes (i.e. from producing about 50 units/day to 100s/day). This $3 part, in a product sold for $2000 upwards, limited sales revenue for the company for a four-month period. More significantly, there was a huge risk that customers identified for the product would move to a competitor's tech- nology and the product would fail in the market. This was avoided only by massive management attention on recovering the situation. The designers of the part were looking for a material with greater hardness that would have less vibration than current designs. They sourced injection moulded magnesium (thixomoulded) parts from a supplier to the automotive industry. The design of the part was more detailed than parts produced in this process for automotive applications, but this was not considered further once initial parts were produced to meet specification. Through all these stages there was no SCM involvement, just design engineers making the best design decisions for product performance in the lab. SCM became involved as the product moved from Engineering to Production in the product management process. Initial involvement was in determining the commercial aspects of supply since the tooling and initial parts had already been approved by Engineering. Shortly after this transition, the supplier went into liquidation and this galvanised numerous activities to secure future supply at this critical stage in the prod- LD BE INVOLVED IN PRODUCT DESIGN 35 curve on the detailed technology used in the production of this part. future, tion's learning also needed to be customised. This customised tool was owned by Tech Co. uct lifecycle. As this part was customised for TechCo, the tooling used to manufacture it Once it was determined that the current supplier would not be a viable option for the the identification of alternative suppliers began and so too did the SCM func- Choices of alternative sources were limited to three in the whole of North America. maintained the tool correctly. Subsequently, it was discovered that the design of the part Initial repair of the tool by the new supplier suggested that the previous supplier had not build-up of material on the tool, which led to significant downtime for cleaning and a high potential for tool damage. the planned production of new tools to support higher volumes was slowed down through this learning period since it was unclear whether further changes to tooling should be made to address the issues arising in production. After two months at a new supplier , it became obvious that the output expected from each tool for the part was much lower than initial expectations. TechCo had to increase its plan for five custom- ised tools to eight tools within the first six months of product life. QUESTIONS Identify and discuss the fundamental issues that this case highlights. What actions would you take to address these issues? Consider both short-term actions and long-term learning and reconfiguration of product design and supply processesStep by Step Solution
There are 3 Steps involved in it
1 Expert Approved Answer
Step: 1 Unlock

Question Has Been Solved by an Expert!
Get step-by-step solutions from verified subject matter experts
Step: 2 Unlock
Step: 3 Unlock