Question: PART A Q1. (a) Why is Value Stream Mapping an important tool in implementing lean manufacturing? [12 marks] (b) Refer to the case study data
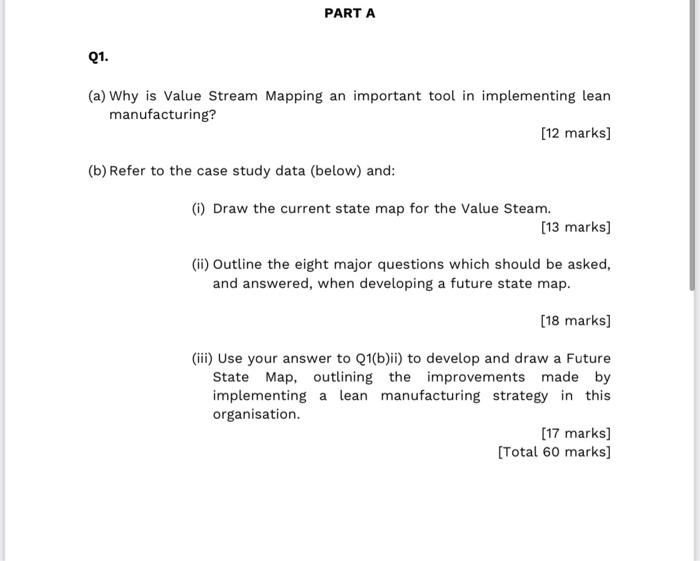
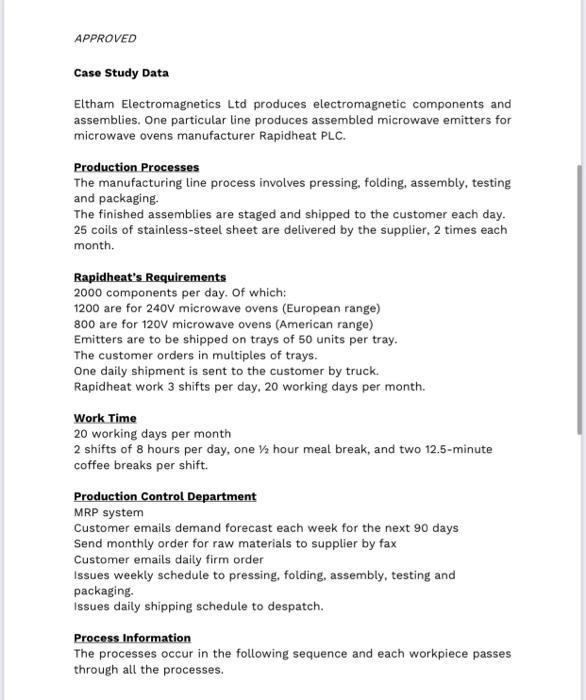
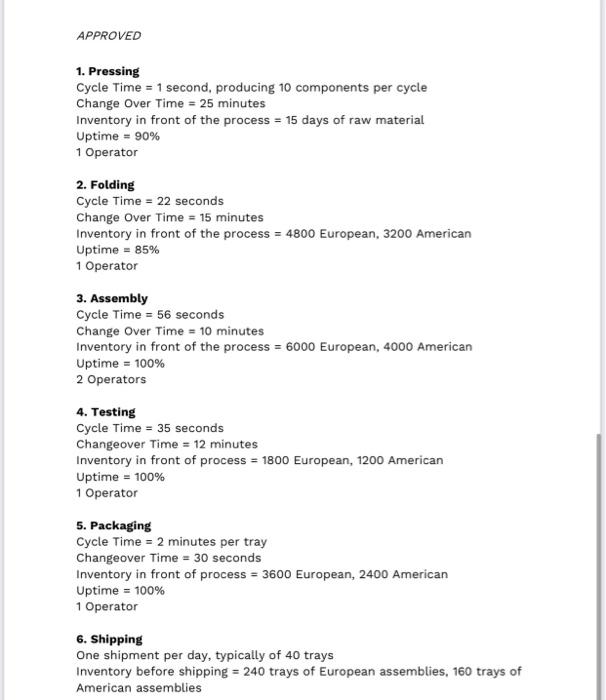
PART A Q1. (a) Why is Value Stream Mapping an important tool in implementing lean manufacturing? [12 marks] (b) Refer to the case study data (below) and: (1) Draw the current state map for the Value Steam. [13 marks) (ii) Outline the eight major questions which should be asked, and answered, when developing a future state map. (18 marks) (iii) Use your answer to Q1(b)ii) to develop and draw a Future State Map, outlining the improvements made by implementing a lean manufacturing strategy in this organisation. [17 marks] [Total 60 marks] APPROVED Case Study Data Eltham Electromagnetics Ltd produces electromagnetic components and assemblies. One particular line produces assembled microwave emitters for microwave ovens manufacturer Rapidheat PLC. Production Processes The manufacturing line process involves pressing, folding, assembly, testing and packaging The finished assemblies are staged and shipped to the customer each day. 25 coils of stainless-steel sheet are delivered by the supplier, 2 times each month. Rapidheat's Requirements 2000 components per day. Of which: 1200 are for 240V microwave ovens (European range) 800 are for 120V microwave ovens (American range) Emitters are to be shipped on trays of 50 units per tray. The customer orders in multiples of trays. One daily shipment is sent to the customer by truck. Rapidheat work 3 shifts per day, 20 working days per month. Work Time 20 working days per month 2 shifts of 8 hours per day, one hour meal break, and two 12.5-minute coffee breaks per shift. Production Control Department MRP system Customer emails demand forecast each week for the next 90 days Send monthly order for raw materials to supplier by fax Customer emails daily firm order Issues weekly schedule to pressing, folding, assembly, testing and packaging. Issues daily shipping schedule to despatch. Process Information The processes occur in the following sequence and each workpiece passes through all the processes. APPROVED 1. Pressing Cycle Time = 1 second, producing 10 components per cycle Change Over Time = 25 minutes Inventory in front of the process = 15 days of raw material Uptime = 90% 1 Operator 2. Folding Cycle Time = 22 seconds Change Over Time = 15 minutes Inventory in front of the process = 4800 European, 3200 American Uptime = 85% 1 Operator 3. Assembly Cycle Time = 56 seconds Change Over Time = 10 minutes Inventory in front of the process = 6000 European, 4000 American Uptime = 100% 2 Operators 4. Testing Cycle Time = 35 seconds Changeover Time = 12 minutes Inventory in front of process = 1800 European, 1200 American Uptime = 100% 1 Operator 5. Packaging Cycle Time = 2 minutes per tray Changeover Time = 30 seconds Inventory in front of process = 3600 European, 2400 American Uptime = 100% 1 Operator 6. Shipping One shipment per day, typically of 40 trays Inventory before shipping = 240 trays of European assemblies, 160 trays of American assemblies