

Question: Please give the correct code for WEDM machine for the value of FA=37 and WD=3 please. these are some references of different FA and WD
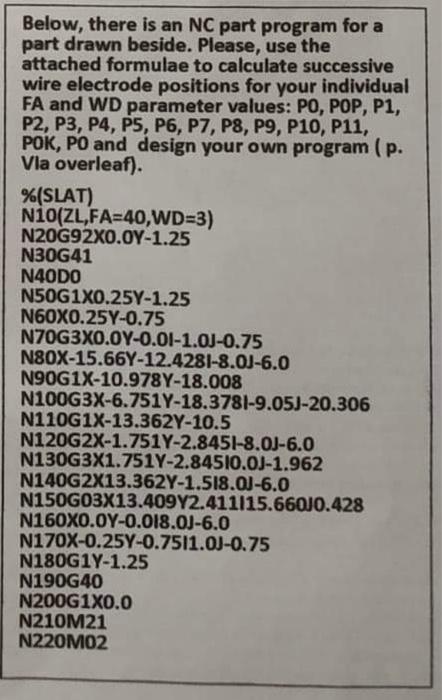
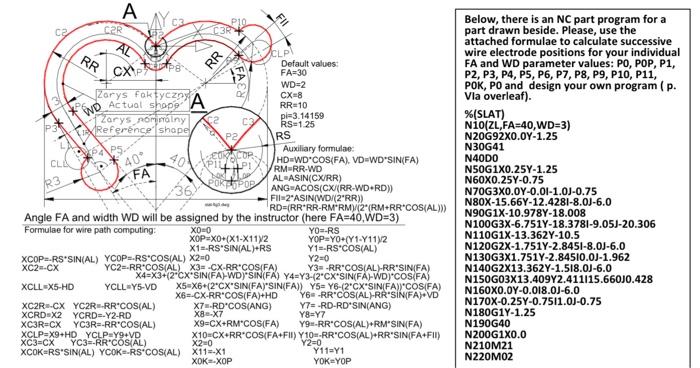

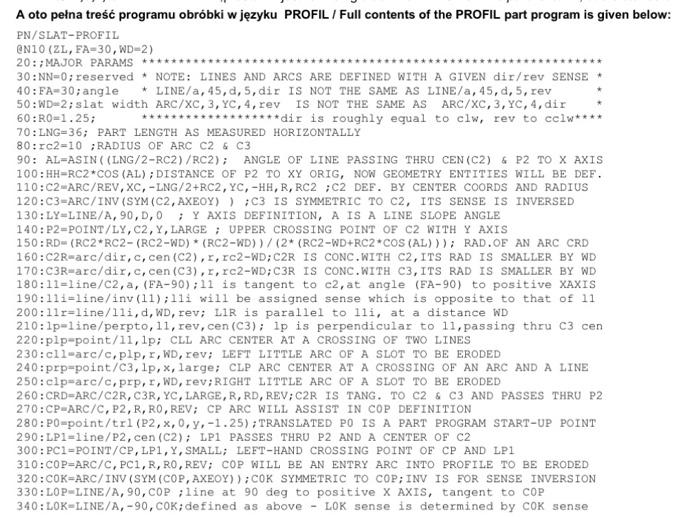
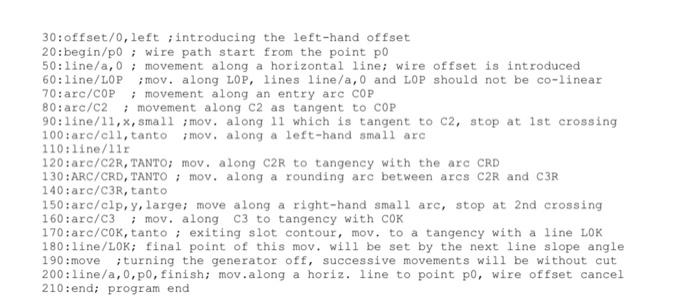
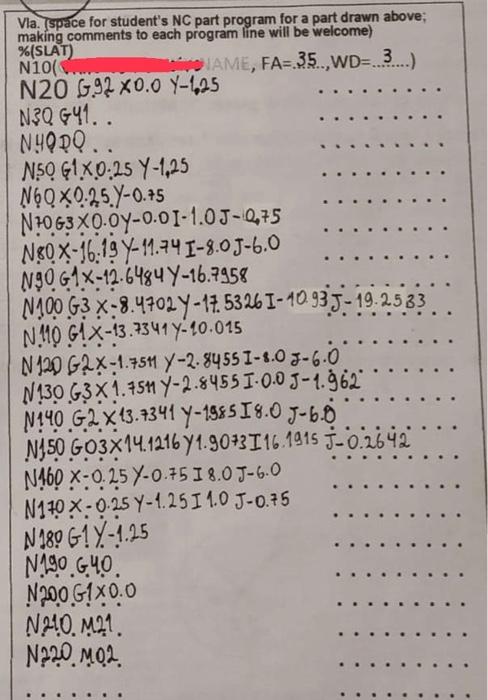
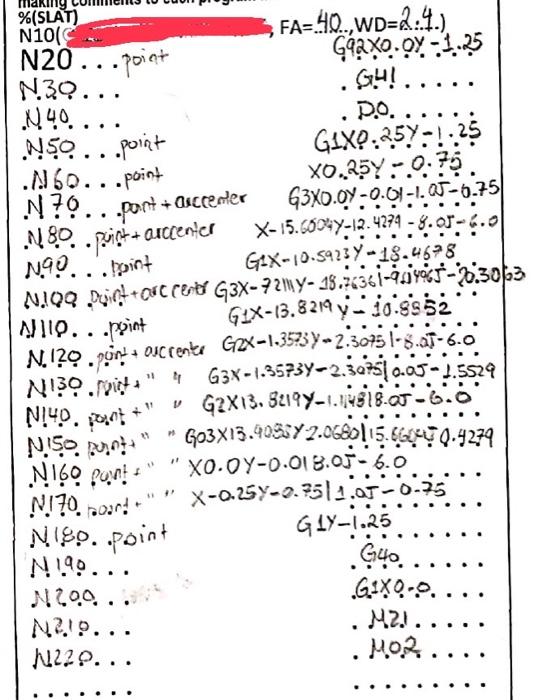
Below, there is an NC part program for a part drawn beside. Please, use the attached formulae to calculate successive wire electrode positions for your individual FA and WD parameter values: PO, POP, P1, P2, P3, P4, P5, P6, P7, P8, P9, P10, P11, POK, PO and design your own program (p. Vla overleaf). %(SLAT) NiO(ZL,FA=40, WD=3) N20G92XO.OY-1.25 N30641 N40DO N50G1X0.25Y-1.25 N6OXO.25Y-0.75 N70G3XO.OY-0.01-1.00 -0.75 N8OX-15.66Y-12.4281-8.0J-6.0 N90G1X-10.978Y-18.008 N100G3X-6.751Y-18.3781-9.05)-20.306 N110G1X-13.362Y-10.5 N120G2X-1.751Y-2.8451-8.0J-6.0 N130G3X1.751Y-2.84510.OJ-1.962 N140G2X13.362Y-1.518.00-6.0 N150G03X13.409Y2.411115.660J0.428 N160XO.OY-0.018.0J-6.0 N170X-0.25Y-0.7511.00-0.75 N180G1Y-1.25 N190G40 N200G1XO.O N210M21 N220MO2 . KAR 511 ca AL RR CLP RR CX Below, there is an NC part program for a part drawn beside. Please, use the attached formulae to calculate successive wire electrode positions for your individual FA and WD parameter values: PO, POP, P1, P2, P3, P4, PS, P6, P7, P8, P9, P10, P11, POK, PO and design your own program (p. Vla overleaf). %(SLAT) NIO(ZL, FA=40, WD=3) N20G92XO.OY-1.25 A WO VAPE 409 401 FA R3 tut Default values FA=30 WD-2 CX=8 Actual shope RR-10 Zarys normlny pi=3.14159 C RS-125 IX Reference shape P2 RS Auxiliary formula: COP CLA 14P HD-WD'COS(FA). VD-WD SIN(FA) RM-RR-WD POKPOP AL-ASIN(CXRR) ANG-ACOS(CX)(RR-WDRD)) FII2-ASIN(WD/2'RR)) RD=(RR RR-RM RM20 (RM+RR COSIAL) Angle FA and width WD will be assigned by the instructor (here FA=40,WD=3) Formulae for wire path computing XO.O YOS.RS XOPX0+(X1-X1172 YOP-YO+(Y1-Y1192 X1-RS'SINIAL)+RS Y1O.RS'COS(AL) XCOP.RS SIN(AL) YCOP.RS'COS(AL) X2-0 Y2=0 XC2-CX YC2-RR'COS(AL) X3= .CX-RR COS(FA) Y3-RR COS(AL)-RR'SIN FA) X4=X3+(2CX SIN(FA)-WD) SIN(FA) Y4Y3-2CX SIN(FA)-WD)'COS(FA) XCLL-X5-HD YCLLWY5-VD X5X6+2CX"SIN(FA)"SIN(FA)) YS=Y6-12"CX SIN FAY) COSIFA) X6--CX-RR'COS(FA)+HD Y6-RR'COS(AL)-RR'SIN(FA).VD XC2R-CX YC2R-RR*COS(AL) X7 RD'COS(ANG) Y7= -RD-RD'SIN(ANG) XCRD-X2 YCRD-Y2-RD X--X7 Y8=Y7 XC3R-CX YC3RE-RR'COSIAL) X9-CX+RM'COSIFA) Y.RR'COS(AL)*RM'SIN(FA) XCLP=X9HDYCLP-Y9+VD X10=CX+RR*COS(FA+FI) Y10 .RR'COS(AL)+RR'SIN(FA+FII) XC3=CX YC3-RR-COSIAL) X20 Y2=0 XCOKERS'SIN(AL) YCOK-RS COS(AL) X11=-X1 Y11=Y1 XOK-XOP YOK-YOP N30641 N40DO N50G1X0.25Y-1.25 N60X0.25Y-0.75 N70G3XO.OY-0.01-1.0J-0.75 N8OX-15.66Y-12.4281-8.0J-6.0 N90G1X-10.978Y-18.008 N100G3X-6.751Y-18.3781-9.05J-20.306 N110G1X-13.362Y-10.5 N120G2X-1.751Y-2.8451-8.0J-6.0 N130G3X1.751Y-2.84510.0J-1.962 N140G2X13.362Y-1.518.0J-6.0 N150G03X13.40982.411115.660J0.428 N170X-0.25Y-0.7511.0 -0.75 N160X0.OY-0.018.0J-6.0 N180G1Y-1.25 N190G40 N200G1XO.O N210M21 N220MOZ 1.0.1.AXUS BERET, IS A LINE STORE ANGLE VII. More information on the WEDM process programming Command(".cmd) macro-program enabling multiple machining passes (SLAT.CMD) 1 SEP.CP1 OSPO MSG, E2E7-E10Steel | REXE501 BLD,1 SPAXO.YO OSP 1 MSG, Finishing CH25 Ra18 ZCL BLD, SPG SLAT 150 TFE 1 MSG, DRAWING IN PROGRESS REXE503 HPA 7 DRS SLATINO MSG, Surf, finish C15 Ra1.12 TEC.SLAT TEC MSG. Sad roughing out CH29 R28 | SPG SLAT ISO CLS SPG SLAT SO MPA XO, YO DRP AUTO REX.E502 MSG, END OF PROGRAM Example of part program for the computer interactive system PROFIL PRI/LATTE 1041, 2011 MOR PARA JOINVOLANDARD X DE WITH A GIVEN GOLD 4018-angin LINE 45.4.5.it 15 TETE A L. 45.8.5.tv SOWO wa NCT. IS NOT THE SAME AS MCCC. royal to see 9010367 TL AS ALREDEDONTALLY 1 RADOS 26 901 ALBINEL.NO/2-2712 ANOS OF LINE ANO TU COC25 12 TO Y ACIB 100CCO CALDERTASCE DO XY ONIO. NO CERETNY BICICE WILL BE DET. 1101ACARE,XC-2002.C. c. COTE CONDENADOS 12016CV. A 13 SECTOITSE 13 SES 1401PONEY, LES CON POINT OF THE 1501-/12-RCCS LIT17 DONC 160Ct/T.COM COMITH CIT DELER BYD 1701Care/... CON 1 MITC), DALLOLWYD 10 tinc. Lt to canale into XXII 100111 Will JODIR, LR lel to IT. 2010 Partai 2261.pont A COTE AT A COOLER 230lar... LITTLE OF A LOT TO MEERDE 240p/c... CL ACER AT A CONDOR ALMANS A LINE 251 Care/... LITTLE ANC OF A LOT 10 ME CROCED 2601AC/CER ... E... MWC 1 TANG, TOC. SETID 2016 MARC/C... ARC WILL ASSIST IN COR DETENTION 21 point/P2.4-1.25 HANSLATED IS A PART OG TAT-O PANT 2012 TT 2 ANA CERO 100CLEPONT... LEFT-HAND CHINO POINT OF CHO 31 DICONCIE, ... CONILLAN STRY ARCO MOTORE RODEO 3201 CORREVISTA COX SE TO CONTORE VERSION 350L/A. 10. in 10 deo to patie X X. tetto 3401L0.ind above OK detened by C 30:offset 0,left introducing the left hand offset 20:begin Po wire start from the point PO 50:linea.0: mov, along a horizontal line wire offset is introduced 60:line LOPmov.along LOP lines in and LOP should not be co-linear 70:arc/COP movement along an entry are COP 80:arc/C2, mov, along C2 as tangent to COP Przykadowy pr. 90:lInol.1.x, amalimov, along which is tangent to stop at 1st crossing 100 CICLL tanto mevlonga-hand small are 1.Sprawdzian wejs 110 lineLIR obszaru jego zasto 12000/COR, TANTO, mov, long Carto tangency with the arc CRD foundation of the 130:ARCICRO, TANTO,mwalong a rounding are between arcs CR and CSR procesu WEDM dla 140:arc/CR tanto wyniku WEDM pro 150:arc/CLP y.large move along a right hand small are, stop at 2nd crossing review of the obtai 166:arc/C3mov.along to tangency with COK wiczenia Explanati 170: arc/COK tanto ; exiting slot contour,mov.to a tangency with a line LOK 180:line LOK: final point of this mov, will be set by the next line slope angle Staranne wypenien 190:mave turning the generator oft. saccessive movements will be without cut Obliczenia prowadzie 200:line/a,0.po finish mowalong a hor. line to point po, wire offset is cancelled perfect grading. Plea: 210 end program end A oto pena tre programu obrbki w jzyku PROFIL / Full contents of the PROFIL part program is given below: PN/SLAT-PROFIL @NIO (ZL, FA-30, WD-2) 20:; MAJOR PARAMS 30:NN=0; reserved NOTE: LINES AND ARCS ARE DEFINED WITH A GIVEN dir/rev SENSE 40:FA-30; angle * LINE/a, 45, d, 5, dir IS NOT THE SAME AS LINE/a, 45, d, 5, rev 50:WD-2;slat width ARC/XC, 3, YC, 4, rev IS NOT THE SAME AS ARC/XC, 3, YC, 4, dir 60:RO=1.25; ********dir is roughly equal to clw, rev to celw**** 70: LNG=36; PART LENGTH AS MEASURED HORIZONTALLY 80:102-10 RADIUS OF ARC C2 & C3 90: AL-ASIN((LNG/2-RC2)/RC2); ANGLE OF LINE PASSING THRU CEN (C2) & P2 TO X AXIS 100: HH-RC2COS (AL); DISTANCE OF P2 TO XY ORIG, NOW GEOMETRY ENTITIES WILL BE DEF. 110:C2-ARC/REV, XC, -LNG/2+RC2, YC, -HH, R, RC2 ;C2 DEF. BY CENTER COORDS AND RADIUS 120:C3=ARC/INV (SYM(C2, AXEOY)) ;C3 IS SYMMETRIC TO C2, ITS SENSE IS INVERSED 130:LY-LINE/A, 90,0,0 ; Y AXIS DEFINITION, A IS A LINE SLOPE ANGLE 140: P2=POINT/LY,C2,Y, LARGE ; UPPER CROSSING POINT OF C2 WITH Y AXIS 150: RD- (RC2RC2-(RC2-WD) * (RC2-WD))/(2* (RC2-WD+RC2-COS (AL) ) ); RAD.OF AN ARC CRD 160:c2R-arc/dir, c, cen (C2),r, C2-WD;C2R IS CONC.WITH C2, ITS RAD IS SMALLER BY WD 170:c3R-arc/dir, c, cen (C3), I, 602-WD;C3R IS CONC.WITH C3, ITS RAD IS SMALLER BY WD 180:11=line/C2, a, (FA-90):11 is tangent to c2, at angle (FA-90) to positive XAXIS 190:111=line/inv (11);lli will be assigned sense which is opposite to that of 11 200:11r=line/lli,d, WD, rev; LIR is parallel to lli, at a distance WD 210:1p-line/perpto, 11, rev, cen (C3); lp is perpendicular to 11, passing thru c3 cen 220:plp-point/11, 1p; CLL ARC CENTER AT A CROSSING OF TWO LINES 230:cll-arc/c,plp,r, WD, rev; LEFT LITTLE ARC OF A SLOT TO BE ERODED 240:prp-point/C3, 1p, x, large; CLP ARC CENTER AT A CROSSING OF AN ARC AND A LINE 250:clp-arc/c, prp, r, WD, rev;RIGHT LITTLE ARC OF A SLOT TO BE ERODED 260:CRD-ARC/C2, C3R, YC, LARGE, R, RD, REV;C2R IS TANG. TO C2 & C3 AND PASSES THRU P2 270:CP-ARC/C, P2, R, RO, REV; CP ARC WILL ASSIST IN COP DEFINITION 280: PO-point/tr1(P2, X, 0,7,-1.25); TRANSLATED PO IS A PART PROGRAM START-UP POINT 290: LP1=line/P2, cen (C2); LPI PASSES THRU P2 AND A CENTER OF C2 300: PCI-POINT/CP, LP1, Y, SMALL; LEFT-HAND CROSSING POINT OF CP AND LP1 310:COP=ARC/C, PC1, R, RO, REV; COP WILL BE AN ENTRY ARC INTO PROFILE TO BE ERODED 320:COKEARC/INV (SYM (COP, AXEOY));COK SYMMETRIC TO COP;INV IS FOR SENSE INVERSION 330: LOP-LINE/A, 90, COP ;line at 90 deg to positive X AXIS, tangent to COP 340: LOK-LINE/A, -90, COK;defined as above - LOK sense is determined by COK sense 30:offset/0, left ; introducing the left-hand offset 20:begin/po; wire path start from the point po 50:line/a, o ; movement along a horizontal line; wire offset is introduced 60:line/LOP mov. along LOP, lines line/a, 0 and LOP should not be co-linear 70:arc/COP ; movement along an entry arc COP 80:arc/c2 , movement along c2 as tangent to COP 90:line/11, X, Small :mov. along 11 which is tangent to c2, stop at 1st crossing 100:arc/ell, tanto imov, along a left-hand small are 110:line/110 120: arc/C2R, TANTO; mov. along C2R to tangency with the arc CRD 130: ARC/CRD, TANTO ; mov, along a rounding are between arcs car and C3R 140:arc/C3R, tanto 150:are/clp, y, large; move along a right-hand small arc, stop at 2nd crossing 160:arc/c3 ; mov. along C3 to tangency with COK 170:arc/cok, tanto ; exiting slot contour, mov, to a tangency with a line LOK 180:line/LOK; final point of this mov. will be set by the next line slope angle 190:move ; turning the generator off, successive movements will be without cut 200:line/a,0,po, finish; mov.along a horiz. line to point po, wire offset cancel 210:end; program end Vla. (space for student's NC part program for a part drawn above; making comments to each program line will be welcome) %(SLAT) N10 AME, FA= 35., WD= 3...) N20 G92X0.0 Y-125 N30 641.. NYODO.. N50 G1X0:25 Y-1,25 N60X0.25.Y-0.45 N7063XO.OY-0.01-1.0J-275 N80 X-16:19 Y-11.741-8.05-6.0 N90 G1X-12.64847-16.7958 N100 G3 X-8.4702 Y-17.5326 I-10.935-19.2533 N.40 G!X-13.73417-20.015 N120 G2X-1.751 Y-2.84551-8.07-6.0 N130 G3X1.751 Y-2.84551.0.0 3-1.962 N140 G2 X 13.4341 Y-1985I8.0 5-6.0 N150 G03X 14.121671.9013I16.1915 -0.2642 N460 X-0.25 Y-0.75I 8.0 J-6.0 N170 X-0.25 Y-4.25I 1.0 J-0.75 N189 G1Y-1.25 N190.G40 N200 G1X0.0 N20.M21. N220. MOL. %(SLAT) N101C FA=40..,WD=2.4.) N20...point Giaxo.ox-1.25 N.39... .64!... .240... .Po. .N50...point G1X0:25Y:!:25 .N60...point X0.25Y:.0:75 N?!...pont +ascenter G3X0.0Y-0.01 -1.05-0.75 .80..puisttarcenter X-15.60047-12.4274 - 8.01-6.0 N90...boint G-X-10.59237-18.4678 N.!QQ Doint toro certo G3X-727- 18.0361-4414065-0.3053 Nlo...point G+X-13.8219 y = 10:885 N.120.00+ olcrento G2X-1,3533 Y- 2.30951-3.41-6.0 N130. Toit 4 G3X-1.3573Y-2.347510.05 - 1.5529 N G2X13.3219Y-1.14018-01-6.0 N150. O G03X13.4055Y 2.0660!15.66 0.4274 N160 pont X0.0Y-0.5 8.25- 6.0 N170.oon! X-0.257-0.3512.05-0.75 NI8o. point G19-1.25 N190... .640. ... N200.. .G1X0-9.... N219.. 11220... MOR.. M2... . Below, there is an NC part program for a part drawn beside. Please, use the attached formulae to calculate successive wire electrode positions for your individual FA and WD parameter values: PO, POP, P1, P2, P3, P4, P5, P6, P7, P8, P9, P10, P11, POK, PO and design your own program (p. Vla overleaf). %(SLAT) NiO(ZL,FA=40, WD=3) N20G92XO.OY-1.25 N30641 N40DO N50G1X0.25Y-1.25 N6OXO.25Y-0.75 N70G3XO.OY-0.01-1.00 -0.75 N8OX-15.66Y-12.4281-8.0J-6.0 N90G1X-10.978Y-18.008 N100G3X-6.751Y-18.3781-9.05)-20.306 N110G1X-13.362Y-10.5 N120G2X-1.751Y-2.8451-8.0J-6.0 N130G3X1.751Y-2.84510.OJ-1.962 N140G2X13.362Y-1.518.00-6.0 N150G03X13.409Y2.411115.660J0.428 N160XO.OY-0.018.0J-6.0 N170X-0.25Y-0.7511.00-0.75 N180G1Y-1.25 N190G40 N200G1XO.O N210M21 N220MO2 . KAR 511 ca AL RR CLP RR CX Below, there is an NC part program for a part drawn beside. Please, use the attached formulae to calculate successive wire electrode positions for your individual FA and WD parameter values: PO, POP, P1, P2, P3, P4, PS, P6, P7, P8, P9, P10, P11, POK, PO and design your own program (p. Vla overleaf). %(SLAT) NIO(ZL, FA=40, WD=3) N20G92XO.OY-1.25 A WO VAPE 409 401 FA R3 tut Default values FA=30 WD-2 CX=8 Actual shope RR-10 Zarys normlny pi=3.14159 C RS-125 IX Reference shape P2 RS Auxiliary formula: COP CLA 14P HD-WD'COS(FA). VD-WD SIN(FA) RM-RR-WD POKPOP AL-ASIN(CXRR) ANG-ACOS(CX)(RR-WDRD)) FII2-ASIN(WD/2'RR)) RD=(RR RR-RM RM20 (RM+RR COSIAL) Angle FA and width WD will be assigned by the instructor (here FA=40,WD=3) Formulae for wire path computing XO.O YOS.RS XOPX0+(X1-X1172 YOP-YO+(Y1-Y1192 X1-RS'SINIAL)+RS Y1O.RS'COS(AL) XCOP.RS SIN(AL) YCOP.RS'COS(AL) X2-0 Y2=0 XC2-CX YC2-RR'COS(AL) X3= .CX-RR COS(FA) Y3-RR COS(AL)-RR'SIN FA) X4=X3+(2CX SIN(FA)-WD) SIN(FA) Y4Y3-2CX SIN(FA)-WD)'COS(FA) XCLL-X5-HD YCLLWY5-VD X5X6+2CX"SIN(FA)"SIN(FA)) YS=Y6-12"CX SIN FAY) COSIFA) X6--CX-RR'COS(FA)+HD Y6-RR'COS(AL)-RR'SIN(FA).VD XC2R-CX YC2R-RR*COS(AL) X7 RD'COS(ANG) Y7= -RD-RD'SIN(ANG) XCRD-X2 YCRD-Y2-RD X--X7 Y8=Y7 XC3R-CX YC3RE-RR'COSIAL) X9-CX+RM'COSIFA) Y.RR'COS(AL)*RM'SIN(FA) XCLP=X9HDYCLP-Y9+VD X10=CX+RR*COS(FA+FI) Y10 .RR'COS(AL)+RR'SIN(FA+FII) XC3=CX YC3-RR-COSIAL) X20 Y2=0 XCOKERS'SIN(AL) YCOK-RS COS(AL) X11=-X1 Y11=Y1 XOK-XOP YOK-YOP N30641 N40DO N50G1X0.25Y-1.25 N60X0.25Y-0.75 N70G3XO.OY-0.01-1.0J-0.75 N8OX-15.66Y-12.4281-8.0J-6.0 N90G1X-10.978Y-18.008 N100G3X-6.751Y-18.3781-9.05J-20.306 N110G1X-13.362Y-10.5 N120G2X-1.751Y-2.8451-8.0J-6.0 N130G3X1.751Y-2.84510.0J-1.962 N140G2X13.362Y-1.518.0J-6.0 N150G03X13.40982.411115.660J0.428 N170X-0.25Y-0.7511.0 -0.75 N160X0.OY-0.018.0J-6.0 N180G1Y-1.25 N190G40 N200G1XO.O N210M21 N220MOZ 1.0.1.AXUS BERET, IS A LINE STORE ANGLE VII. More information on the WEDM process programming Command(".cmd) macro-program enabling multiple machining passes (SLAT.CMD) 1 SEP.CP1 OSPO MSG, E2E7-E10Steel | REXE501 BLD,1 SPAXO.YO OSP 1 MSG, Finishing CH25 Ra18 ZCL BLD, SPG SLAT 150 TFE 1 MSG, DRAWING IN PROGRESS REXE503 HPA 7 DRS SLATINO MSG, Surf, finish C15 Ra1.12 TEC.SLAT TEC MSG. Sad roughing out CH29 R28 | SPG SLAT ISO CLS SPG SLAT SO MPA XO, YO DRP AUTO REX.E502 MSG, END OF PROGRAM Example of part program for the computer interactive system PROFIL PRI/LATTE 1041, 2011 MOR PARA JOINVOLANDARD X DE WITH A GIVEN GOLD 4018-angin LINE 45.4.5.it 15 TETE A L. 45.8.5.tv SOWO wa NCT. IS NOT THE SAME AS MCCC. royal to see 9010367 TL AS ALREDEDONTALLY 1 RADOS 26 901 ALBINEL.NO/2-2712 ANOS OF LINE ANO TU COC25 12 TO Y ACIB 100CCO CALDERTASCE DO XY ONIO. NO CERETNY BICICE WILL BE DET. 1101ACARE,XC-2002.C. c. COTE CONDENADOS 12016CV. A 13 SECTOITSE 13 SES 1401PONEY, LES CON POINT OF THE 1501-/12-RCCS LIT17 DONC 160Ct/T.COM COMITH CIT DELER BYD 1701Care/... CON 1 MITC), DALLOLWYD 10 tinc. Lt to canale into XXII 100111 Will JODIR, LR lel to IT. 2010 Partai 2261.pont A COTE AT A COOLER 230lar... LITTLE OF A LOT TO MEERDE 240p/c... CL ACER AT A CONDOR ALMANS A LINE 251 Care/... LITTLE ANC OF A LOT 10 ME CROCED 2601AC/CER ... E... MWC 1 TANG, TOC. SETID 2016 MARC/C... ARC WILL ASSIST IN COR DETENTION 21 point/P2.4-1.25 HANSLATED IS A PART OG TAT-O PANT 2012 TT 2 ANA CERO 100CLEPONT... LEFT-HAND CHINO POINT OF CHO 31 DICONCIE, ... CONILLAN STRY ARCO MOTORE RODEO 3201 CORREVISTA COX SE TO CONTORE VERSION 350L/A. 10. in 10 deo to patie X X. tetto 3401L0.ind above OK detened by C 30:offset 0,left introducing the left hand offset 20:begin Po wire start from the point PO 50:linea.0: mov, along a horizontal line wire offset is introduced 60:line LOPmov.along LOP lines in and LOP should not be co-linear 70:arc/COP movement along an entry are COP 80:arc/C2, mov, along C2 as tangent to COP Przykadowy pr. 90:lInol.1.x, amalimov, along which is tangent to stop at 1st crossing 100 CICLL tanto mevlonga-hand small are 1.Sprawdzian wejs 110 lineLIR obszaru jego zasto 12000/COR, TANTO, mov, long Carto tangency with the arc CRD foundation of the 130:ARCICRO, TANTO,mwalong a rounding are between arcs CR and CSR procesu WEDM dla 140:arc/CR tanto wyniku WEDM pro 150:arc/CLP y.large move along a right hand small are, stop at 2nd crossing review of the obtai 166:arc/C3mov.along to tangency with COK wiczenia Explanati 170: arc/COK tanto ; exiting slot contour,mov.to a tangency with a line LOK 180:line LOK: final point of this mov, will be set by the next line slope angle Staranne wypenien 190:mave turning the generator oft. saccessive movements will be without cut Obliczenia prowadzie 200:line/a,0.po finish mowalong a hor. line to point po, wire offset is cancelled perfect grading. Plea: 210 end program end A oto pena tre programu obrbki w jzyku PROFIL / Full contents of the PROFIL part program is given below: PN/SLAT-PROFIL @NIO (ZL, FA-30, WD-2) 20:; MAJOR PARAMS 30:NN=0; reserved NOTE: LINES AND ARCS ARE DEFINED WITH A GIVEN dir/rev SENSE 40:FA-30; angle * LINE/a, 45, d, 5, dir IS NOT THE SAME AS LINE/a, 45, d, 5, rev 50:WD-2;slat width ARC/XC, 3, YC, 4, rev IS NOT THE SAME AS ARC/XC, 3, YC, 4, dir 60:RO=1.25; ********dir is roughly equal to clw, rev to celw**** 70: LNG=36; PART LENGTH AS MEASURED HORIZONTALLY 80:102-10 RADIUS OF ARC C2 & C3 90: AL-ASIN((LNG/2-RC2)/RC2); ANGLE OF LINE PASSING THRU CEN (C2) & P2 TO X AXIS 100: HH-RC2COS (AL); DISTANCE OF P2 TO XY ORIG, NOW GEOMETRY ENTITIES WILL BE DEF. 110:C2-ARC/REV, XC, -LNG/2+RC2, YC, -HH, R, RC2 ;C2 DEF. BY CENTER COORDS AND RADIUS 120:C3=ARC/INV (SYM(C2, AXEOY)) ;C3 IS SYMMETRIC TO C2, ITS SENSE IS INVERSED 130:LY-LINE/A, 90,0,0 ; Y AXIS DEFINITION, A IS A LINE SLOPE ANGLE 140: P2=POINT/LY,C2,Y, LARGE ; UPPER CROSSING POINT OF C2 WITH Y AXIS 150: RD- (RC2RC2-(RC2-WD) * (RC2-WD))/(2* (RC2-WD+RC2-COS (AL) ) ); RAD.OF AN ARC CRD 160:c2R-arc/dir, c, cen (C2),r, C2-WD;C2R IS CONC.WITH C2, ITS RAD IS SMALLER BY WD 170:c3R-arc/dir, c, cen (C3), I, 602-WD;C3R IS CONC.WITH C3, ITS RAD IS SMALLER BY WD 180:11=line/C2, a, (FA-90):11 is tangent to c2, at angle (FA-90) to positive XAXIS 190:111=line/inv (11);lli will be assigned sense which is opposite to that of 11 200:11r=line/lli,d, WD, rev; LIR is parallel to lli, at a distance WD 210:1p-line/perpto, 11, rev, cen (C3); lp is perpendicular to 11, passing thru c3 cen 220:plp-point/11, 1p; CLL ARC CENTER AT A CROSSING OF TWO LINES 230:cll-arc/c,plp,r, WD, rev; LEFT LITTLE ARC OF A SLOT TO BE ERODED 240:prp-point/C3, 1p, x, large; CLP ARC CENTER AT A CROSSING OF AN ARC AND A LINE 250:clp-arc/c, prp, r, WD, rev;RIGHT LITTLE ARC OF A SLOT TO BE ERODED 260:CRD-ARC/C2, C3R, YC, LARGE, R, RD, REV;C2R IS TANG. TO C2 & C3 AND PASSES THRU P2 270:CP-ARC/C, P2, R, RO, REV; CP ARC WILL ASSIST IN COP DEFINITION 280: PO-point/tr1(P2, X, 0,7,-1.25); TRANSLATED PO IS A PART PROGRAM START-UP POINT 290: LP1=line/P2, cen (C2); LPI PASSES THRU P2 AND A CENTER OF C2 300: PCI-POINT/CP, LP1, Y, SMALL; LEFT-HAND CROSSING POINT OF CP AND LP1 310:COP=ARC/C, PC1, R, RO, REV; COP WILL BE AN ENTRY ARC INTO PROFILE TO BE ERODED 320:COKEARC/INV (SYM (COP, AXEOY));COK SYMMETRIC TO COP;INV IS FOR SENSE INVERSION 330: LOP-LINE/A, 90, COP ;line at 90 deg to positive X AXIS, tangent to COP 340: LOK-LINE/A, -90, COK;defined as above - LOK sense is determined by COK sense 30:offset/0, left ; introducing the left-hand offset 20:begin/po; wire path start from the point po 50:line/a, o ; movement along a horizontal line; wire offset is introduced 60:line/LOP mov. along LOP, lines line/a, 0 and LOP should not be co-linear 70:arc/COP ; movement along an entry arc COP 80:arc/c2 , movement along c2 as tangent to COP 90:line/11, X, Small :mov. along 11 which is tangent to c2, stop at 1st crossing 100:arc/ell, tanto imov, along a left-hand small are 110:line/110 120: arc/C2R, TANTO; mov. along C2R to tangency with the arc CRD 130: ARC/CRD, TANTO ; mov, along a rounding are between arcs car and C3R 140:arc/C3R, tanto 150:are/clp, y, large; move along a right-hand small arc, stop at 2nd crossing 160:arc/c3 ; mov. along C3 to tangency with COK 170:arc/cok, tanto ; exiting slot contour, mov, to a tangency with a line LOK 180:line/LOK; final point of this mov. will be set by the next line slope angle 190:move ; turning the generator off, successive movements will be without cut 200:line/a,0,po, finish; mov.along a horiz. line to point po, wire offset cancel 210:end; program end Vla. (space for student's NC part program for a part drawn above; making comments to each program line will be welcome) %(SLAT) N10 AME, FA= 35., WD= 3...) N20 G92X0.0 Y-125 N30 641.. NYODO.. N50 G1X0:25 Y-1,25 N60X0.25.Y-0.45 N7063XO.OY-0.01-1.0J-275 N80 X-16:19 Y-11.741-8.05-6.0 N90 G1X-12.64847-16.7958 N100 G3 X-8.4702 Y-17.5326 I-10.935-19.2533 N.40 G!X-13.73417-20.015 N120 G2X-1.751 Y-2.84551-8.07-6.0 N130 G3X1.751 Y-2.84551.0.0 3-1.962 N140 G2 X 13.4341 Y-1985I8.0 5-6.0 N150 G03X 14.121671.9013I16.1915 -0.2642 N460 X-0.25 Y-0.75I 8.0 J-6.0 N170 X-0.25 Y-4.25I 1.0 J-0.75 N189 G1Y-1.25 N190.G40 N200 G1X0.0 N20.M21. N220. MOL. %(SLAT) N101C FA=40..,WD=2.4.) N20...point Giaxo.ox-1.25 N.39... .64!... .240... .Po. .N50...point G1X0:25Y:!:25 .N60...point X0.25Y:.0:75 N?!...pont +ascenter G3X0.0Y-0.01 -1.05-0.75 .80..puisttarcenter X-15.60047-12.4274 - 8.01-6.0 N90...boint G-X-10.59237-18.4678 N.!QQ Doint toro certo G3X-727- 18.0361-4414065-0.3053 Nlo...point G+X-13.8219 y = 10:885 N.120.00+ olcrento G2X-1,3533 Y- 2.30951-3.41-6.0 N130. Toit 4 G3X-1.3573Y-2.347510.05 - 1.5529 N G2X13.3219Y-1.14018-01-6.0 N150. O G03X13.4055Y 2.0660!15.66 0.4274 N160 pont X0.0Y-0.5 8.25- 6.0 N170.oon! X-0.257-0.3512.05-0.75 NI8o. point G19-1.25 N190... .640. ... N200.. .G1X0-9.... N219.. 11220... MOR.. M2
Step by Step Solution
There are 3 Steps involved in it

Get step-by-step solutions from verified subject matter experts