Question: please include referencing INGB 523 Assignment 2 Aug 2025 and made it easier to monitor compliance with safety and quality requirements. HTG also shifted selected
please include referencing
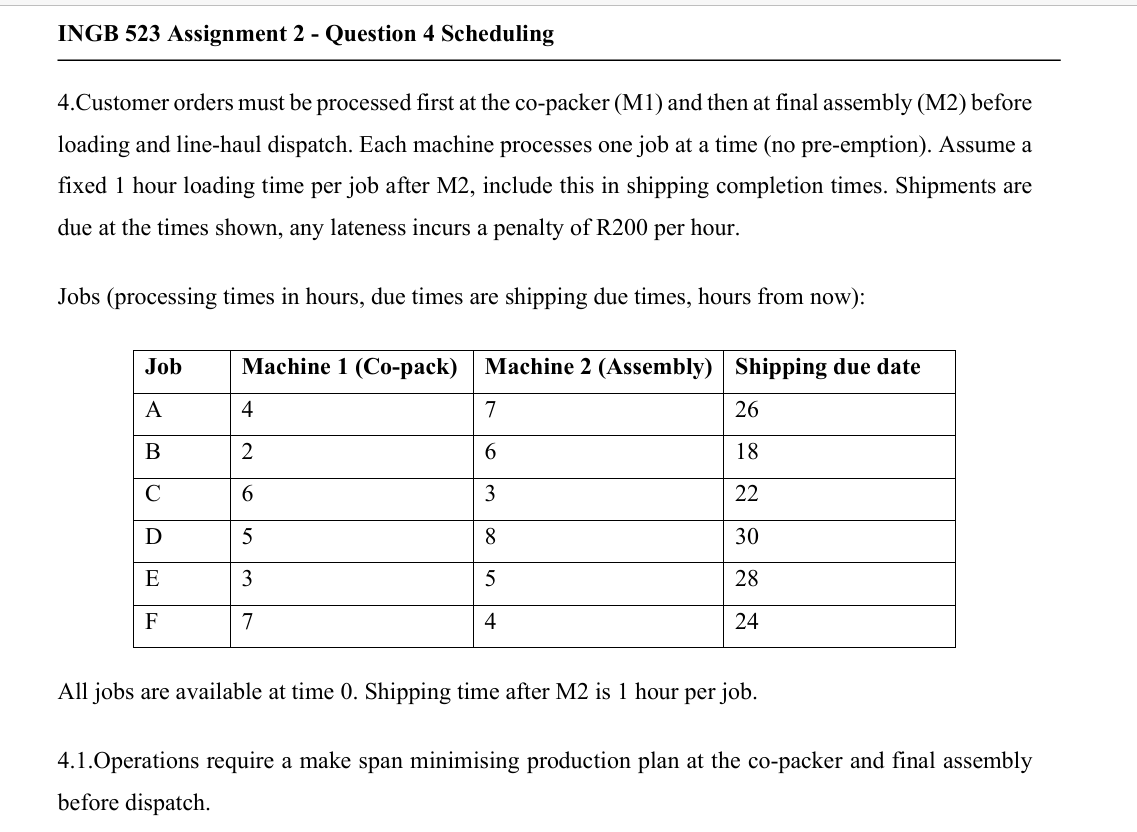
INGB 523 Assignment 2 Aug 2025 and made it easier to monitor compliance with safety and quality requirements. HTG also shifted selected tasks to value-added suppliers, activities previously done in each kitchen, unlocking labour savings in stores and improving preparation consistency. To support this, the firm introduced a basic business-intelligence capability: a sales analytics team to improve demand forecasts, reduce stock-outs and optimise inventory. Supplier development followed, including a 30% stake in Braviz, a meat-processing company that had produced HTG's ribs for over a decade. The investment injected capital into Braviz and gave HTG direct influence over process standards. Improved distribution Distribution was identified as a specialist capability. HTG outsourced national warehousing and transport to an experienced logistics provider (TransRoute Logistics). The decision allowed the company to focus on its core proposition, great consistent food, while benefiting from the 3PL's network density, service controls and cost visibility. Outsourcing also freed internal capacity and reduced total system cost. Closer involvement in manufacturing In contrast to distribution, HTG chose to increase vertical involvement in selected food production. Sauces were viewed as brand critical. By producing sauces centrally, HTG gained tighter quality control, protected recipes, and lowered unit costs relative to buying finished product from multiple suppliers. Output scaled to more than 400 000 litres per month, improving consistency across the chain. Through these coordinated initiatives, supplier consolidation and development, outsourced distribution, and selective in-house manufacturing, HTG improved efficiency, reliability and customer experience across its supply chain. 3.1.Define \"strategic purchasing.\" (3) 3.2.Explain HTG's core competence in one paragraph. (3) 3.3.Discuss how manufacturing sauces in-house and outsourcing distribution each align (or not) with that competence. (4) 3.4.Discuss three reasons HTG would outsource to a 3PL, drawing on the case. (6) 3.5.Identify and discuss two reasons HTG would manufacture sauces themselves. (4) (20 Marks) Industrial Engineering, North-West University Page 3 INGB 523 Assignment 2 - Question 3 Supplier Relationships 3.Harvest Table Group (HTG) took responsibility for procuring its own supplies. The new structure exposed gaps between restaurant demand and forecasts. Fluctuating demand created knock-on problems in capacity planning, inventory control and workforce scheduling. Management concluded that the traditional, decentralised approach to supply had to change, and launched a broad supply-chain redesign. The team benchmarked Australian and UK casual-dining chains against South African realities and identified three priorities: build closer relationships with supply-chain partners, improve distribution, and become more involved in manufacturing key food products. Building closer relationships with supply partners HTG's first move was to treat the \"supply base as a strategic asset.\" The company concentrated purchasing with fewer, stronger suppliers, reducing duplication and gaining scale. Buying from a smaller, vetted group lowered the cost per dish, improved recipe standardisation across restaurants, Industrial Engineering, North-West University Page 2 4.1.1.Apply Johnson's rule to obtain the job sequence that minimises make span. (4) 4.1.2.Present a clear Gantt chart or table for M1 and M2, showing start and finish times for each job. (6) 4.1.3.Calculate the make span, idle time on M1 and on M2, and for each job, report its shipping completion time. (2) 4.1.4.Using the due times, calculate each job's tardiness and the total penalty cost. (3) 4.2.Customer service proposes sequencing strictly by promised delivery times to protect service performance. 4.2.1.Create a second schedule by sequencing the jobs EDD (earliest due date) as the common flow- shop order, same order on M1 and M2. Provide the corresponding Gantt chart or table, then recompute make span, total penalty cost, and number of tardy jobs. (10) 4.3.Provide a concise recommendation (Johnson vs. EDD) and state the main trade-off observed. (5) (30 Marks) Industrial Engineering, North-West University Page 4 INGB 523 Assignment 2 - Question 4 Scheduling 4.Customer orders must be processed first at the co-packer (M1) and then at final assembly (M2) before loading and line-haul dispatch. Each machine processes one job at a time (no pre-emption). Assume a fixed 1 hour loading time per job after M2, include this in shipping completion times. Shipments are due at the times shown, any lateness incurs a penalty of R200 per hour. Jobs (processing times in hours, due times are shipping due times, hours from now): Job Machine 1 (Co-pack) Machine 2 (Assembly) Shipping due date A 4 7 26 B 2 6 18 C 6 3 22 D 5 8 30 E 3 5 28 F 7 4 24 All jobs are available at time 0. Shipping time after M2 is 1 hour per job. 4.1.Operations require a make span minimising production plan at the co-packer and final assembly before dispatch
Step by Step Solution
There are 3 Steps involved in it
1 Expert Approved Answer
Step: 1 Unlock
Question Has Been Solved by an Expert!
Get step-by-step solutions from verified subject matter experts
Step: 2 Unlock
Step: 3 Unlock
Students Have Also Explored These Related General Management Questions!