

Question: PROBLEM 1 . 6 0 pts The End Connector ( Fig . 1 ) is machined on a CNC system using carbide tools. Turning: 1
PROBLEM pts
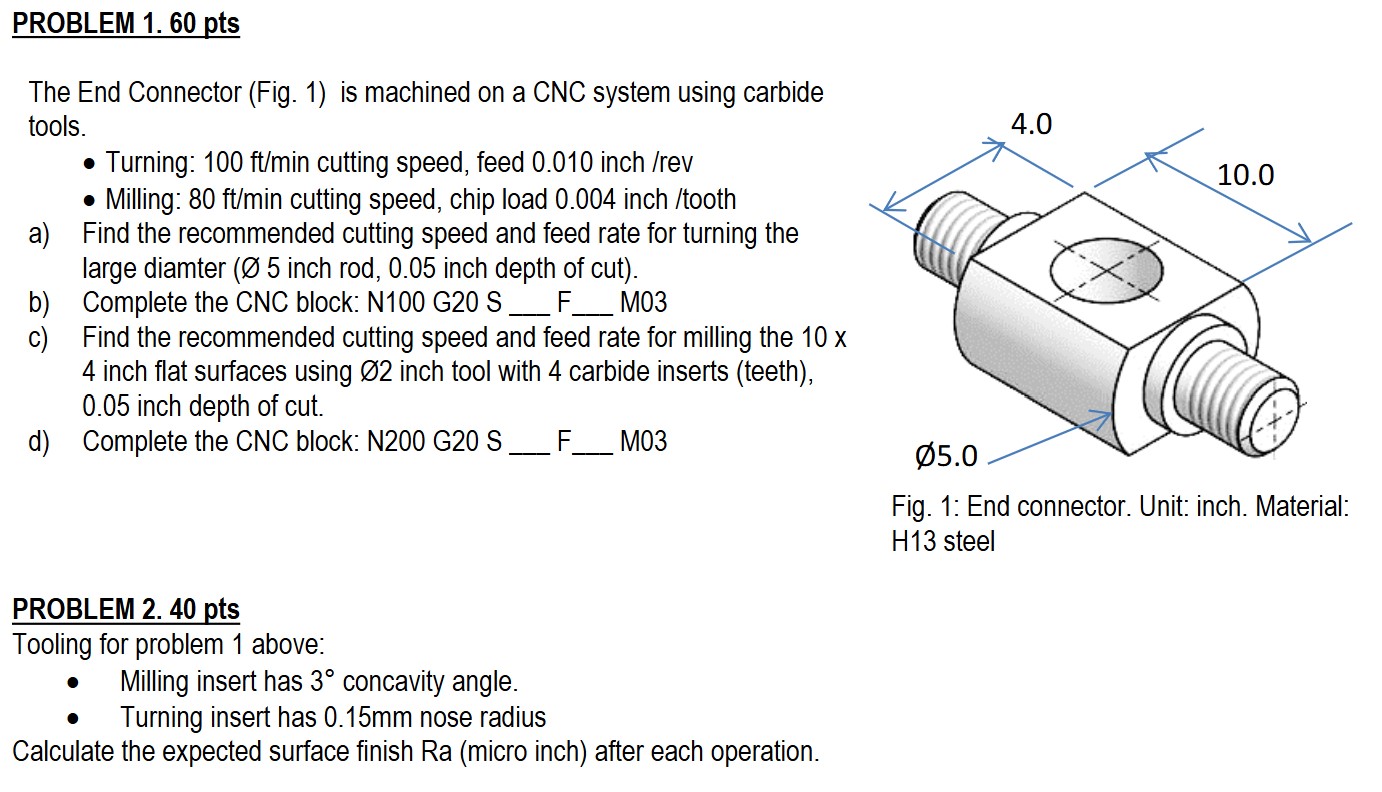
The End Connector Fig is machined on a CNC system using carbide
tools.
Turning: ftmin cutting speed, feed inch rev
Milling: ftmin cutting speed, chip load inch tooth
a Find the recommended cutting speed and feed rate for turning the
large diamter O inch rod, inch depth of cut
b Complete the CNC block: N G S
F
M
c Find the recommended cutting speed and feed rate for milling the x
inch flat surfaces using O inch tool with carbide inserts teeth
inch depth of cut.
d Complete the CNC block: N G S
F
M
Fig. : End connector. Unit: inch. Material:
H steel
PROBLEM pts
Tooling for problem above:
Milling insert has @ concavity angle.
Turning insert has mm nose radius
Calculate the expected surface finish Ra micro inch after each operation.
Step by Step Solution
There are 3 Steps involved in it
1 Expert Approved Answer
Step: 1 Unlock

Question Has Been Solved by an Expert!
Get step-by-step solutions from verified subject matter experts
Step: 2 Unlock
Step: 3 Unlock