

Question: PROCESS FLOW-STA-FLUFF, LTD. The diagram below was included in a report submitted recently by a manufacturing consultant. The consultant's client was StaFluff, Ltd., a
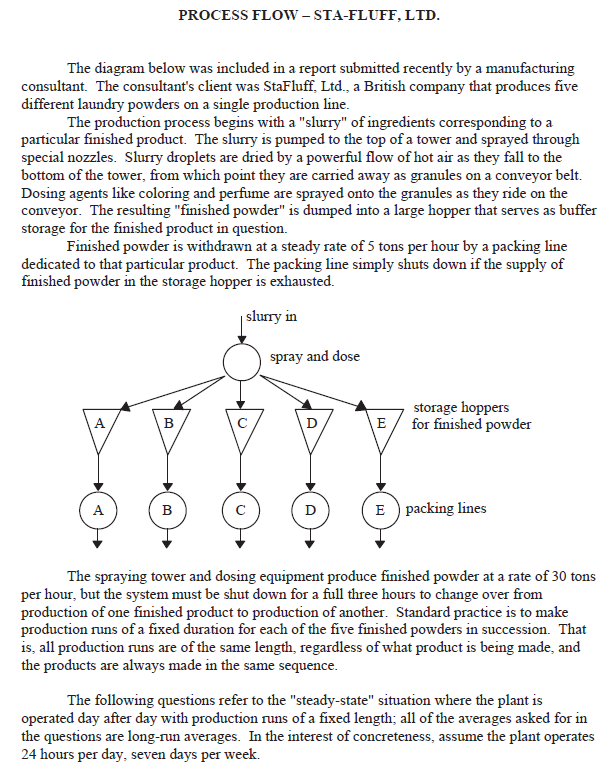
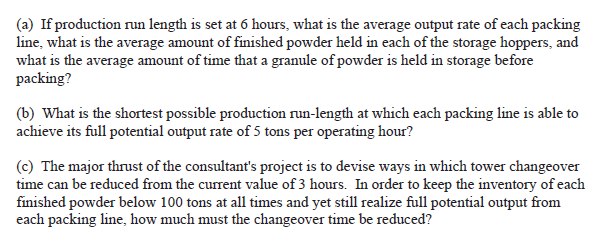
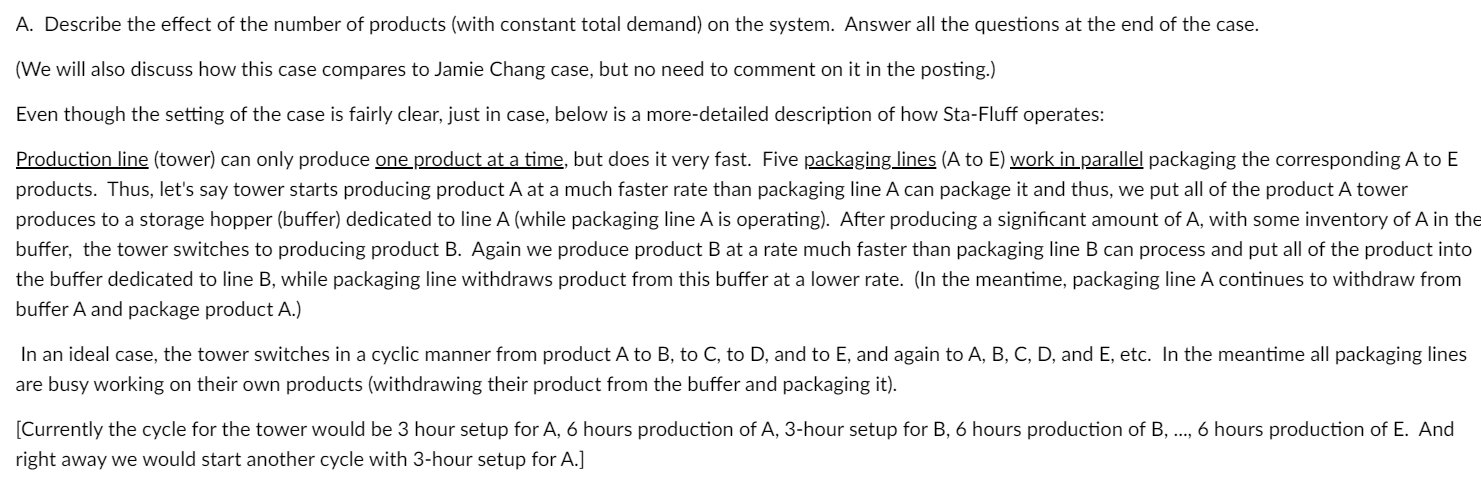
PROCESS FLOW-STA-FLUFF, LTD. The diagram below was included in a report submitted recently by a manufacturing consultant. The consultant's client was StaFluff, Ltd., a British company that produces five different laundry powders on a single production line. The production process begins with a "slurry" of ingredients corresponding to a particular finished product. The slurry is pumped to the top of a tower and sprayed through special nozzles. Slurry droplets are dried by a powerful flow of hot air as they fall to the bottom of the tower, from which point they are carried away as granules on a conveyor belt. Dosing agents like coloring and perfume are sprayed onto the granules as they ride on the conveyor. The resulting "finished powder" is dumped into a large hopper that serves as buffer storage for the finished product in question. Finished powder is withdrawn at a steady rate of 5 tons per hour by a packing line dedicated to that particular product. The packing line simply shuts down if the supply of finished powder in the storage hopper is exhausted. slurry in spray and dose storage hoppers A B D E for finished powder A B D E packing lines The spraying tower and dosing equipment produce finished powder at a rate of 30 tons per hour, but the system must be shut down for a full three hours to change over from production of one finished product to production of another. Standard practice is to make production runs of a fixed duration for each of the five finished powders in succession. That is, all production runs are of the same length, regardless of what product is being made, and the products are always made in the same sequence. The following questions refer to the "steady-state" situation where the plant is operated day after day with production runs of a fixed length; all of the averages asked for in the questions are long-run averages. In the interest of concreteness, assume the plant operates 24 hours per day, seven days per week. (a) If production run length is set at 6 hours, what is the average output rate of each packing line, what is the average amount of finished powder held in each of the storage hoppers, and what is the average amount of time that a granule of powder is held in storage before packing? (b) What is the shortest possible production run-length at which each packing line is able to achieve its full potential output rate of 5 tons per operating hour? (c) The major thrust of the consultant's project is to devise ways in which tower changeover time can be reduced from the current value of 3 hours. In order to keep the inventory of each finished powder below 100 tons at all times and yet still realize full potential output from each packing line, how much must the changeover time be reduced? A. Describe the effect of the number of products (with constant total demand) on the system. Answer all the questions at the end of the case. (We will also discuss how this case compares to Jamie Chang case, but no need to comment on it in the posting.) Even though the setting of the case is fairly clear, just in case, below is a more-detailed description of how Sta-Fluff operates: Production line (tower) can only produce one product at a time, but does it very fast. Five packaging lines (A to E) work in parallel packaging the corresponding A to E products. Thus, let's say tower starts producing product A at a much faster rate than packaging line A can package it and thus, we put all of the product A tower produces to a storage hopper (buffer) dedicated to line A (while packaging line A is operating). After producing a significant amount of A, with some inventory of A in the buffer, the tower switches to producing product B. Again we produce product B at a rate much faster than packaging line B can process and put all of the product into the buffer dedicated to line B, while packaging line withdraws product from this buffer at a lower rate. (In the meantime, packaging line A continues to withdraw from buffer A and package product A.) In an ideal case, the tower switches in a cyclic manner from product A to B, to C, to D, and to E, and again to A, B, C, D, and E, etc. In the meantime all packaging lines are busy working on their own products (withdrawing their product from the buffer and packaging it). [Currently the cycle for the tower would be 3 hour setup for A, 6 hours production of A, 3-hour setup for B, 6 hours production of B,..., 6 hours production of E. And right away we would start another cycle with 3-hour setup for A.]
Step by Step Solution
There are 3 Steps involved in it

Get step-by-step solutions from verified subject matter experts