

PRO-FORMS, INC. J.B. Bryson (-Br to everyone who knew her). General Manager of Pro-Forms. Inc., read the
Question:
PRO-FORMS, INC.
J.B. Bryson (-Br to everyone who knew her). General Manager of Pro-Forms. Inc., read the invitation with interest: You are invited to attend a retirement party for Iris David...." Was Iris that old? Was Iris essential to Pro-Forms' operations? If so, what should Pro-Forms do when Iris retired? Perhaps JB should use this opportunity to conduct a thorough review of their operations.
PRO-FORMS, INC.
Pro-Forms had been in business since 1964 as a printer of business forms?invoices, order books, receipts, brochures, charge card slips. and so on. Pro-Forms specialized in producing paperwork that required multipart, multipaper stock, individually numbered (perhaps also multicolor) printing and collating (Box 7-1).
Pro-Forms produced thousands of different business forms, with the basic types being single part versus multipart and "snap- (separate forms) versus continuous forms (for computer use). Most forms were produced to order. although Pro-Forms had its own line of common generic forms (message pads. memo pads, and so on) that it supplied to a number of office specialty stores.
After more than 20 years of family ownership, Pro-Forms was now a subsidiary of a large multinational and was judged each year based on two numbers: profit and return on net assets (RONA). They had achieved a RONA of about 20% last year, although this had been below the target set for them (25%); as a result they were under some pressure to cut costs, reduce assets, or improve revenues. The current weakness of the dollar and their recent below-target performance meant that capital was always scarce: the parent company preferred to invest in European operations. The catch was that to improve productivity and support other needed change. some investment in equipment was necessary. Any monies that could be recovered by permanently reducing working capital needs could be immediately reinvested in equipment. giving Pro-Forms two possible benefits: management could choose to reinvest the funds or improve their RONA directly through the decrease in net assets.
ORDER PROCESS
Pro-Forms processing of a new customer order usually began with a telephone call to a customer representative. The "rep" entered details of the order into Pro-Forms information system, quoted an approximate price, and generally quoted delivery in about 6 weeks. The customer was responsible for sending in the artwork or design of the form (which was often a copy from a previous order).
Once the copy was in-hand and the customer had passed a credit check, a formal price quotation was prepared. The customer rep specified the production steps involved in producing the job together with time estimates for each step and, working with a pricing manual that contained paper and ink styles and costs, press costs, and other costs, produced the quotation. This quotation took into account the number of forms, the number of parts perform, and the type and size of paper, together with the number of ink colors, the type of collating or binding, and whether numbering was required.
If the order was a repeat order with no artwork changes. the plates used to print the previous order were retrieved from storage and checked to see if reuse was possible. If the plates had been damaged (which was rare) or new artwork or modifications were required, an "artwork charge was estimated and added to cover the cost of special logos or art design. The formal quotation arrived at was just a guide: it was common for the rep to shave the calculated price to ensure that the quoted price was competitive. The final price quotation was telephoned to the customer. Once the customer had accepted the quotation, processing the order was initiated by moving a production order onto Iris David's workstation.
PRO-FORM PRODUCT
A typical Pro-Form product was an order for 5,000. five-part, 10" by 8' ." requisition forms, with the top copy green print on white paper stock, the second part black print on yellow stock, the third part green ink on pink stock, the fourth black ink on green stock, and the bottom part red ink on goldenrod stock, with forms numbered consecutively beginning at number 15,001. All parts except the first on self-carbon paper, with pricing and cost details "blacked out" on parts 3 through 5. Forms to be stacked in 1000s, glued together singly.
PRODUCTION OF FORMS AT PRO-FORMS
A business form was processed through four or five production stages: prepress. press, collating, finishing and packing, and possibly binding.
Prepress
Prepress was the name given to the work area where the form was readied for printing. Within the prepress area, there were several different departments, including artwork, composing, masking, photography, and plate making. A new form order required that the artwork be prepared and that an image of the form be transferred to metal plates, from which the images of the form would be printed. Pro-Forms had two technologies available: Older Photographic Technology. Under this process, the form was laid out on a personal computer word processor and printed onto paper. The paper image was then combined with original artwork and photographed. After development of the photographic negative, acid etching was used to transfer the image onto the metal printing plate.
More Modern "Preup" Computerized Typesetting and Layout Machine. This new technology began at a computer workstation where the form was laid out on the screen. A digital image of the form was then written to a floppy disk. The disk was taken to an etching machine where a laser "burnt" the image directly onto a metal printing plate.
The -Preup" machine and laser etching equipment had cost Pro-Forms more than $250.000 about a year ago. but this process was much faster and more reliable than photoetching. Photoetching. however, had one big advantage in that if a customer submitted some complex artwork (such as a photograph), this could be pasted directly onto the paper image and then photographed. Laseretching required that all artwork be digitized and the form design be prepared entirely on the workstation.
A metal printing plate was prepared for each image of each color required on each form. In some cases, each part of the form carried the same image; in other cases, the image was different. For example, a credit card charge slip printed in black and red, three parts, with each denoting the purpose of that part ("Customer Copy," "Merchant Copy, and soon), required six printing plates. Small forms were handled by composing multiple copies onto a single plate.
The last step in the prepress process was to print a "proof' of each part of each form from the new plates. These proofs were then sent to the customer for approval. If the customer approved the proofs by signing the approval copy. the form was ready for printing. If the customer found errors that were the fault of Pro-Forms, these had to be corrected while trying to retain the original delivery date promised to the customer. Correcting these errors was given a high priority because the artwork had to be corrected, new plates made, and a second set of proofs run off and sent to the customer for approval. The customer was told that if the corrected proofs were approved within 24 hours, the order would not be delayed.
Sometimes the customer would check the proofs and realize that their original design was in error. In this ease, Pro-Forms would consider the corrected proofs as a new order and would quote a new price and reschedule the job into prepress as a new order (and also invoice the customer an artwork charge for the incorrect prepress work).
Plant manager John McCarthy had firm opinions about the role of prepress: "Our operations have really changed over the last year or so: prepress used to be a service department, now they are a production department?we seem to be always waiting for jobs to finish prepress. JB explained, "Our market has really changed: we used to have an average order size of about $10,000 this meant long press runs with a relatively short prepress stage. Our average order size is now about $1,500, but the prepress stage still takes the same amount of time: prepress has become the bottleneck."
"We had hoped to speed up prepress by buying a Preup computerized typesetting and layout machine for about $250,000,- John continued. -but we have found that our customers are now demanding the extra options that this machine can provide and the prepress time has not gone down.
Printing
Pro-Forms' five presses were the traditional heart of their printing business. These continuous feed three or four-color, web offset presses cost several hundred thousand dollars each, although similar presses were available on the used equipment market for around $200,000.
Pro-Forms had one 22-inch press. two 17-inch presses? one 14-inch press, and one 13-inch press. The size of the press referred to the web length, which limited the length of the printed form. For example, the 22-inch press could print one image of a 22-inch-long form or two images of an 11inch-long form or four images of a 5.5-inch-long form on each rotation of the press. Each press also had a maximum page width, but below that maximum it could print almost any width of form, each printing from continuous rolls of paper.
Operation of these presses was a highly skilled job with the quality of the printed forms being heavily dependent on the skill and care of the operator. Each print job required considerable setup to mount the printing plates, fill and adjust ink levels, mount the paper roll, and make the many fine adjustments necessary to produce a top-quality printed form. At the end of the print run, the press had to be stripped down, the plates and paper unloaded, and the ink reservoirs emptied and cleaned. For many jobs, the setup and strip down took longer than the actual printing.
The efficiency of press operation could be improved by selecting the sequence of jobs carefully. In particular, color changes were very time consuming, so it was desirable to group jobs that used the same ink colors. When a color change was necessary. it took much less time to change too darker color than to a lighter color because the clean-up required for a darker color was much less thorough. The presses, therefore, tended to operate in color cycles?starting with the lighter colors, jobs would be sequenced so that the colors became darker and darker until black was reached. The press would then be thoroughly cleaned and a similar cycle repeated. (This description is idealized because many jobsrequired four colors, in which case minimizing the color changes was a very complex problem.)
Another important consideration was the width of the roll of paper fed into the press. Forms were printed in a wide variety of widths, and it was not economical to stock every size of paper roll for every type and color of paper. Forms could be printed on wider paper and trimmed to size; for example, an 8 5/8 -inch-wide form could be printed on 9-inch wide stock with inch trimmed off. Any such trim was waste.
Some jobs with particular size or color requirements could only be printed on one particular press. In other cases, a job could be printed on several presses. although the combination of presses at Pro-Forms meant that only a single press was generally the best choice for any job: moving the job to a different press would raise printing costs or increase waste paper.
EXHIBIT 1 STEPS REQUIRED TO PRINT SAMPLE FORM
Major cleaning of press (remove all previous ink) Retrieve required red ink front ink inventory and charge press with red ink Retrieve required black ink from ink inventory and charge press with black ink Mount red image plate for first part of form Mount black image plate for first part of form Collect sufficient paper of first type from paper inventory and mount first paper roll Run short burst until ink flow is good, carefully check image, if OK then Run 5,500 copies, mounting additional paper rolls if needed Stop press Mount red image plate for second part of form Mount black image plate for second part of form Collect sufficient paper of second type from paper inventory and mount first paper roll Run short bunt, carefully check image, if OK then Run 5,500 copies, mounting additional paper rolls if needed Stop press Mount red image plate for third part of form Mount black image plate for third part of form Collect sufficient paper of third type from paper inventory and mount first paper roll Run short burst, carefully check image, if OR then Run 5,500 copies, mounting additional paper rolls if needed Stop press Major cleaning of press Stop press Return unused ink to ink inventory Return unused paper to paper inventory
A modern press was an expensive piece of equipment, and one of the frustrations of Pro-Forms' business was the fact that most of the time the presses were not printing. The reason for this was the need for frequent setups. As an example. Exhibit I outlines the printing steps required for an order for 5,000 three-part charge slips printed in black and red with each part on a different paper stock. (Note that 10% extra forms were printed on each order to allow for wastage when new paper rolls were mounted and images had to be aligned.)
Pro-Forms' presses had rated capacities of 10,000 to 20,000 images per hour (depending on the paper size and paper stock), with the result that the press was idle for most of the time that a job was booked at the press. In the example above, if the charge slip was quite small so four images appeared on each plate, each press run would require 1.375 images. The three press runs would require less than 20 minutes of actual printing time interspersed within a set of jobs that typically took considerably longer than 1 hour.
Each press had its own operator, and any operator could work any press. Operating a press was a skilled trade, and all Pro-Forms' operators belonged to a union, with the result that working conditions and practices were strictly controlled and difficult to change. Pro-Forms press operators all worked a single 8-hour shift. 5 days per week, with a 1/2-hour lunch break. Any additional hours were charged at a minimum of time and a half. Within the work rules, Pro-Forms' press operators had a long history of being very cooperative: for example. whenever possible, they took their lunch break when the press was operating (one operator could look after all three presses if they were all printing).
Sometimes an operator made a major error, for example, by printing the wrong second (or third) image onto a particular first (or other) part. Sorting out these errors was a major problem. often resulting in multiple additional setups and major last-minute schedule changes (and, often. overtime).
Collating
Collating was performed on two collating machines located in the press room at the end of the presses. These collating machines took the rolls of the different parts as they had come off the press. merged them together (adding carbons if required), cut the forms to size (snap forms), crimped or glued the forms together, cut or folded the forms as necessary, and numbered the individual forms if required. The collating machines were very fast (although they could be slow if cutting and/or folding was required), and because these machines combined single parts from several print runs into multipart forms, collating was rarely a bottleneck. In the example above, a printing job that might take 2 or 3 hours produced three rolls of paper that could be combined and cut into 5.000 forms in less than 20 minutes
Finishing and Packing
Forms were prepared for shipment in many different Ways. Continuous forms were "accordion" packed into boxes; snap forms could be glued, crimped, stapled, or bound in multipart pads or singly. Sometimes a cardboard backing was added to the pads and sometimes not. Finally, the finished orders were packaged in paper, boxes, or plastic and shipped to the customer.
These finishing operations were conducted in a finishing area where about 10 people worked many different pieces of equipment. It was rare for a completed job to take more than 24 hours from collating to shipment.
In some instances, Pro-Forms served as a warehouse for the customer, storing the bulk of the order and shipping small lots to the customer on request. This warehousing service was an extra that the customer paid for directly.
Binding
A few jobs required some form of binding that required special purpose binding equipment. The small number of jobs involved meant that there were rarely backlogs at the bindery.
SCHEDULING AT PRO-FORMS
Iris David had been the scheduler at Pro-Forms for about 8 years since Dan Markin retired. Dan had been with Pro-Forms for more than 20 years. beginning as a printer's assistant and ending up as scheduler. Iris had learned how to schedule the plant from Dan.
The plant printed about 6,000 orders for business forms annually, and at any one time there were about 6 weeks' worth of orders in the plant at various stages. The plant worked a two-shift. Monday through Friday, 80-hour week with overtime scheduled only rarely.
When a new order arrived at the plant, it was first made into a work order. This work order included detailed form design, colors, quantities, and prices, but in addition, listed prepress requirements with "standard" prepress times prepared from standard lists by the customer rep. The work order also listed the press that the job was to be printed on and how it was to be collated and shipped.
The work order was then sent to Iris David, who tentatively scheduled the job on the designated press. Because of the 6-week load of orders in the plant. this generally meant adding the job to the end of the list of jobs waiting for that press. giving the job a tentative printing date about 6 weeks in the future. Iris then sent the work order to prepress, together with the tentative press date. It was then the responsibility of prepress to have the job ready for printing by the press date. The presses were scheduled for 72 hours per week. The 8-hour buffer allowed for breakdowns or unexpectedly long press runs and provided some flexibility for day-to-day scheduling.
About twice a day. Iris consulted her workstation and noted the return of proofs from customers. She wrote the job data (job number, quantity, ink colors, job steps, cost, and price) on a single line onto a 3- by 2-inch white card and inserted the card in her planner. In the planner, these cards were arranged vertically in pockets in a metal folder, and the sequence of jobs could be changed by removing cards from the planner and changing their locations. Each page corresponded to a particular press or collator with the jobs at the bottom of the page being scheduled on the equipment first. As Iris slotted each card into the end of the schedule for the chosen press* she would shuffle jobs around a bit to try to slot the work together by color or by paper type. Because the schedule for each press was on a separate page, it was much easier to resequence jobs on the same press than to switch jobs across presses. Finally, as the press operators would often collect ink or paper for an upcoming job several days before printing started, Iris would not change the schedule in the final week before printing.
There were a number of exceptions to this general scheduling process. While the sales force were aware of the 6-week backlog of orders in the plant and generally promised a 6-week delivery time when selling an order. there were many sales where a shorter delivery schedule was necessary to land the order. In these cases, the rep called Iris directly and tried to negotiate an early press date. Sometimes this was possible. but once the order was received and sent through to prepress. no formal recognition of the "rush" nature of the order (other than the tentative press date) was kept. It was, therefore, up to the rep, often at the prodding of the customer, to expedite the job through the plant.
While the production scheduling system did not take formal account of promised delivery dates. there were a number of informal ways that due date considerations entered into scheduling. First, an attempt was made to keep track of the urgency of each order. Some customers would order forms when they had an ample inventory on hand, and therefore delivery dates for these customers were known not to be critical. Others were known to order when they were almost out of stock, and here the promised delivery date was an important marketing tool in what was a highly competitive business_ In some cases, where a form could not be printed in time to meet a customer need, a quantity of standard forms (without customer names or special requirements) was provided gratis to help the customer out until the printed forms could be shipped.
Iris' desk was located in a small office just off the press area, reflecting the long-held view that the presses were the heart of any printing operation_ Iris was constantly in contact with the press operators, who were her friends. When she had time, she tried to juggle the schedule to help them out by, for example, grouping together jobs that used the same ink color (about 40% of the jobs used black ink) or jobs that used the same paper stock. In this way, she could improve press productivity through reducing setups.
On Monday of each week, Iris printed "Print Shop Work Tickets- for all scheduled jobs using a printer in her office by keying in the job numbers from her scheduler. As each job -went to press," she handed the Work Ticket to the press operator and removed the job from her scheduling system. When the job was printed, the top copy of the Work Ticket (on which the operator had written the actual press time) was returned to Iris, and the remainder followed the job through collating and finishing. Iris was responsible for entering the actual press time data into the order database. As the orders were printed, she updated her schedule by waiting until all the jobs in the first page of the planner had been scheduled and the cards removed: this empty page was then taken out of the loose-leaf stand and moved to the beginning of the schedule.
It was common for the printers to spend time in Iris' office while the presses were actually running. Before, during, or after the usual shop floor banter, the press operators would check through the schedule for their press and would note ink colors or paper types needed for upcoming jobs. The press operators would manage their own ink and paper inventories around their presses: when a job that used, say, green ink had been completed, the operator would check the schedule to see when green ink would be needed again. If it was in the next week or so, the remaining ink would be kept handy rather than returned to inventory. Similarly, if one operator finished with the green ink, and was not scheduled to need it again, he or she would check to see if another press would be using it soon. In this way. the press operators avoided many trips to the ink and paper inventory. One result of this was that the presses were surrounded by tubs of ink and rolls of paper. some (perhaps many'?) of which seemed to be very dusty.
PAPER ORDERING
The raw material for production consisted of 120 different types of paper. Each type was stocked in several widths, resulting in approximately 600 different paper stock items. The minimum order size, set by the paper manufacturers, was 1.000 pounds for each paper type and width, with the result that a complete paper inventory would be huge. However, not every every possible print width had to be inventoried because a slitter machine could be used to cut narrower widths from larger size rolls. The 403/s-inch width, known as a "mill roll," could be cut down to any set of sizes and was kept in inventory for just that purpose. Each slitting operation. however, usually generated a strip of waste paper that was too narrow to use. For example, if two 20-inch widths were cut from a mill roll, there was a 3/8-inch strip of waste paper that could only be recycled (for which Pro-Forms received no revenue).
Paper types and widths with a high consistent demand were always kept in inventory; sizes that were rarely used were always cut when needed. Stockouts were not tolerated: the demands of the presses were always filled no matter how much waste paper was produced.
Pro-Forms' paper inventory value was about $736,000, accounting for about 40% of net assets. The carrying cost of inventory was estimated at 19% per year. and the cost of trim waste was simply the cost of the waste paper. The cost of placing an order was negligible because deliveries were coming in constantly. Furthermore. Pro-Forms was a large enough buyer that every purchase was discounted by the trade maximum discount, even those orders at minimum quantity. Delivery times varied but rarely exceeded 3 weeks.
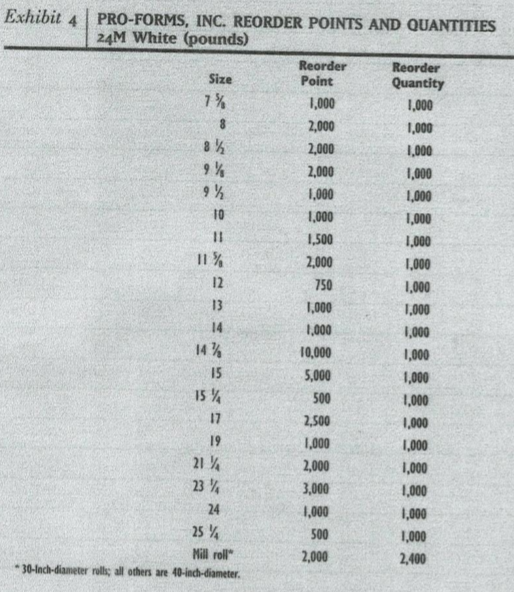
Paper ordering was based on a reorder point, standard order quantity system. When the stock of an inventory type and size fell below the reorder point, an order of standard size was placed. Orders were therefore based on the quantities that production was ordering from inventory, but meeting these orders could involve slitting (and the accompanying waste).
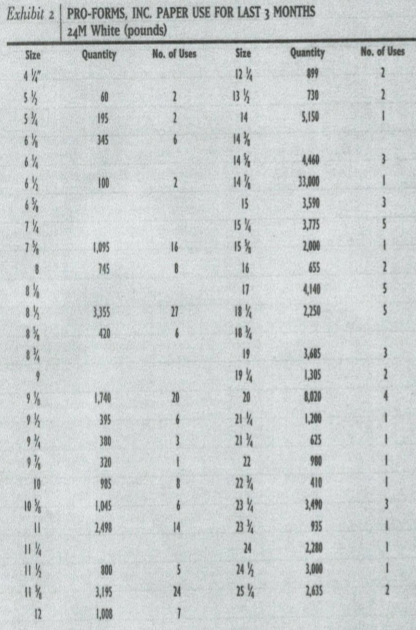
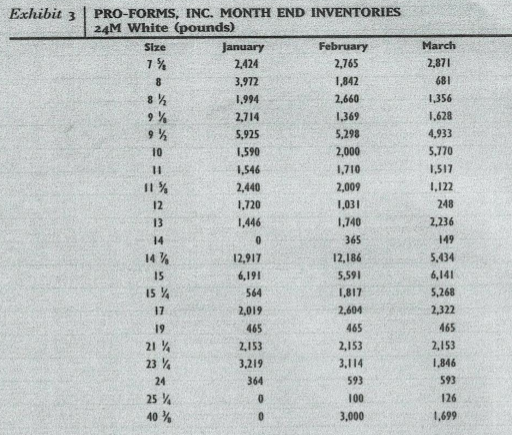
One high volume type of paper was 24M white. The pounds of 24M white output from production. by size, for the past 3 months are summarized in Exhibit 2. Exhibit 3 summarizes the end-ofmonth inventory for 24M white sizes for the last 3 months, and Exhibit 3 summarizes current reorder points and order quantities for the same stock items.
INTERVIEW WITH JB
JB reacted to Iris' pending retirement by calling in a consultant. After the consultant had spent 2 days working through Pm-Forms' operations, they met for an interview. The consultant asked 313 to talk about her perception of the problems and opportunities that Pro-Forms faced. Among the issues discussed were the following:
Low Press Utilization
The folklore of the printing industry was that high press utilizations were needed to produce profits, but Pro-Forms' presses were actually running less than 20% of the time. JB wondered whether they were doing enough to try to maximize press utilization.
Pro-Forms attempted to cope with low press utilizations in a number of ways. First, starting with the customer, Pro-Forms' representatives were instructed to try to sell the customer on a larger order by providing substantial discounts. Doubling the size of an order often added only a few minutes to the total production time (because the production process was almost all setup time), allowing discounts of 60% to 70% to be given for the extra copies. Second. Pro-Forms would speculate on frequent customers: if a customer was observed to order 10,000 of the same form each month, Pro-Forms would print 60,000, ship 10.000. and inventory the balance. In these cases, it was important that when a new order arrived, there was someone who knew and could pick up the fact that this particular product was in stock. There had been one situation (which was much talked about) where Pro-Forms had speculated on a customer who ordered 5,000 forms each Week by printing 100.000 forms. Three weeks later on receipt of another order for 5,000 forms, Pro-Forms had printed another 100,000! The mistake was not noticed until the second stack of 95,000 remaining forms had been added to the inventory of 90,000, (Luckily, the customer kept ordering, and the design of the form did not change until the inventory had all been shipped.)
Poor Customer Service
Pro-Forms tried hard to work to a rule of 6 weeks for a new order, 4 weeks for a reorder, but even the 6-week delivery date was optimistic: in busy or vacation periods, 8 weeks was common. There was no standard process in place to expedite an order. If a customer complained, the customer reps could try to persuade Iris to move the order forward, but after a couple of confrontations with her, they generally gave up.
When a valued customer in desperate need of a new supply of forms called, Pro-Forms' reps were told to try a number of options. First, they may have a few forms from the customer's last order in inventory (Pro-Forms would keep "overcoure forms for a year or so before recycling them: the "overcount" was the useable remains of the 10% print overrun). Second, Pro-Forms printed and inventoried generic forms in common types (for example, telephone message pads) and would try to sell a supply of generic forms to the customer to tide them over while a new order was printed_ Finally, where appropriate. Pro-Forms offered to produce the same form as the last order without customer proofs in 3 weeks (because no prepress or proof time was necessary). If all this failed. Pro-Forms would quote a high price and expedite the order. When an order was expedited, a customer representative was given the task of "walking" the order through the plant. When this was done, the order could be produced in 24 hours, although this generally meant working a press overtime and frequently left the remainder of the schedule in tatters tand often left Iris quite upset!).
New customers, and most occasional customers, were always told that delivery was 4 or 6 weeks (or longer). If a generic form was not acceptable. and if there were no overrun forms in inventory, the customer went elsewhere.
JB knew that the long production times were costing Pro-Forms some customers but was not sure what to make of this. On the one hand, business was being turned away (which was bad), but on the other hand. Their order books were full and Pro-Forms was operating at full capacity. If they turned away fewer potential customers. How would they produce these orders?
Pricing
JB thought that there was an opportunity to improve pricing. There seemed to be a number of problems with the way Pro-Forms developed price quotations for new orders.
First, price calculations were very complex and had to be done before the job was scheduled. yet the cost of producing the job very much depended on the schedule. The new Preup technology was much more expensive than the older Photo-etch. and press time costs for printing varied (by more than a factor of 2) according to the press used. The customer rep performing the price calculations chose a production method for the order and used this as a basis for the price calculation, but the process actually used could be quite different.
Second, it did not make sense that two orders for the exact same form should be quoted different prices because the load on the plant resulted in them being processed differently: hence, the reps were given latitude to -fudge" the price quotations. How could this latitude be controlled so that loss-making orders were not taken?
Finally, JB noted that "we have all the data on actual job times (both prepress and press) for completed jobs in the computer. but we don't do anything with this."
Press Operator Overtime
The press operators were the highest paid employees in the plant and were employed according to strict rules set by their union (and agreed to by Pro-Forms in their collective agreement). Once a job had started on a press, it was left to the operators' discretion to determine whether the job had to be finished before the end of the day or whether there was some point where the job could be suspended overnight without problems. Often a press would be scheduled for a 5-hour job, 1 hour before the end of the second shift, even though the next job on the schedule was a 1-hour job. In many of these situations. the operator would decide to finish the job before leaving, resulting in 4 hours of overtime pay. Iris had been approached about this issue but had argued that had the overtime not been worked, the schedule would have been delayed. JB remained skeptical because she had noted that overtime costs were consistently high in November and December and just before the operators' summer vacations.
"Comfort Zone"
Another frustration that JB mentioned was what she called our "Comfort Zone- She explained this as follows:"It basically takes us less than 3 days to actually produce a form (less than I day in each of prepress, printing. and finishing). If you add to that 48 hours for customer proofs, there is no reason why we cannot deliver any order in I week. Why then does it take us 6 weeks to push an order through the plant? It is because this plant is very comfortable with the 6-week backlog. If we worked overtime until we cleared out all the orders in the plant, would we be able to work to and maintain a 1- week delivery? No, because the reps would shave prices and get more orders until we were back to 6-weeks delivery! This plant is comfortable with 6 weeks-worth of orders on the books and no matter what we do. this seems to be where we end up.
INTERV1EW WITH SOME CUSTOMERS
After the interview with JB, the consultant talked to five customers (four large customers and one occasional customer). These customers all held the view that Pro-Forms was a fine company to deal with: the reps were friendly and helpful, the pricing was competitive, and the quality of the work was acceptable.
When queried (carefully) about delivery times, the customers were sympathetic. They all recognized that quality printing took time, that printing a form was a complex process, and that they could not expect overnight service on their orders. They were all adamant that they must see proofs before the job was run off (one large customer had found two errors in their last set of proofs).
In the discussion of delivery times, a consensus emerged that the delivery time itself was not a major problem, but uncertainty in the delivery time was a major problem. One large customer wondered why the reps could not provide firm delivery dates: "Why can't the rep slot the job directly into the schedule and tell us when it will be printed and shipped?" Another suggested that it would be valuable if the reps could sometimes schedule an order for 5-week completion instead of 6: "Surely this would not change the schedule much, and would be a useful service for large, regular customers [such as himself]?"
Another large customer suggested that she was quite good at keeping supplies of the 100 or so different forms she needed in stock, but every now and then something happened. and she realized that she was running out of copies of an important form. Sometimes Pro-Forms could run her off a small order within a few hours to keep her going while they were printing her reorder, but other times they could not. How come she could not rely on them to keep her supplied?
Finally, the smaller customer wondered how long Pro-Forms could continue to be so inflexible and so unaccommodating to its customers. Competition was intensifying everywhere. There were other places that did custom printing, and there was certainly an opportunity for someone with more of a customer orientation to begin printing business forms.
ASSIGNMENT
a. There are several areas of Pro-Forms' operation where MS/OR appears to have potential. Identify some of these and try to prioritize them: which areas hold the greatest potential?
b. For each area that you identify. address the following issues:
1. What decisions are being and have to be made. and who is (or should be) the decision maker?
2. What criterion (or criteria) should be used to make the decision(s)?
3. Outline one or more models that will help with these decisions. What additional information will you need to build your model(s)?
Expert Answer:

