

Question: & Reference point (machine home) 3.250 Figure 13.15 Print for 13.2. 2.625 1.625 X .625 750-750- (6 PLCS) R.250 (12 PLCS) 500 x 45
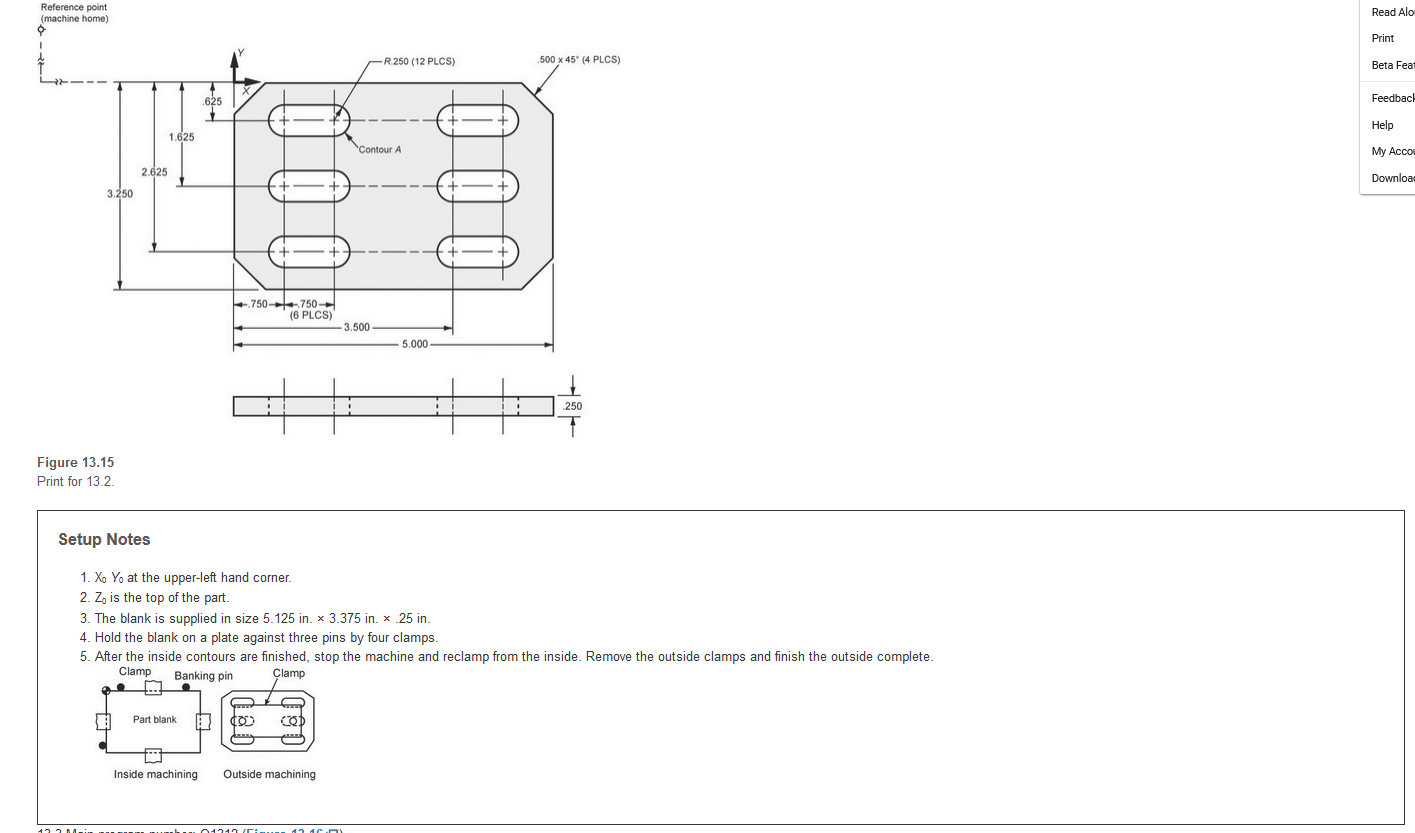

& Reference point (machine home) 3.250 Figure 13.15 Print for 13.2. 2.625 1.625 X .625 750-750- (6 PLCS) R.250 (12 PLCS) 500 x 45 (4 PLCS) Contour A 3.500 5.000 .250 Setup Notes 1. Xo Yo at the upper-left hand corner. 2. Zo is the top of the part. 3. The blank is supplied in size 5.125 in. x 3.375 in. x .25 in. 4. Hold the blank on a plate against three pins by four clamps. 5. After the inside contours are finished, stop the machine and reclamp from the inside. Remove the outside clamps and finish the outside complete. Clamp Banking pin Clamp Part blank Inside machining Outside machining 01210 VET AN AGEN Read Alo Print Beta Fear Feedback Help My Acco Downloa Tool Operation 1 Drill (6) entrance holes Tooling 3/8 DIA Drill Speed (rpm) Feed (ipm) Subprogram 1800 8 2 Execute Cycle 1 (6) times. Cycle 1 (profile mill contour A, stop, reclamp inside, finish outside profile). .25 DIA end mill 1300 7 0009
Step by Step Solution
There are 3 Steps involved in it

Get step-by-step solutions from verified subject matter experts