

The demand for a product is 1000 units per day. The external setup for a punch...
Fantastic news! We've Found the answer you've been seeking!
Question:
Transcribed Image Text:
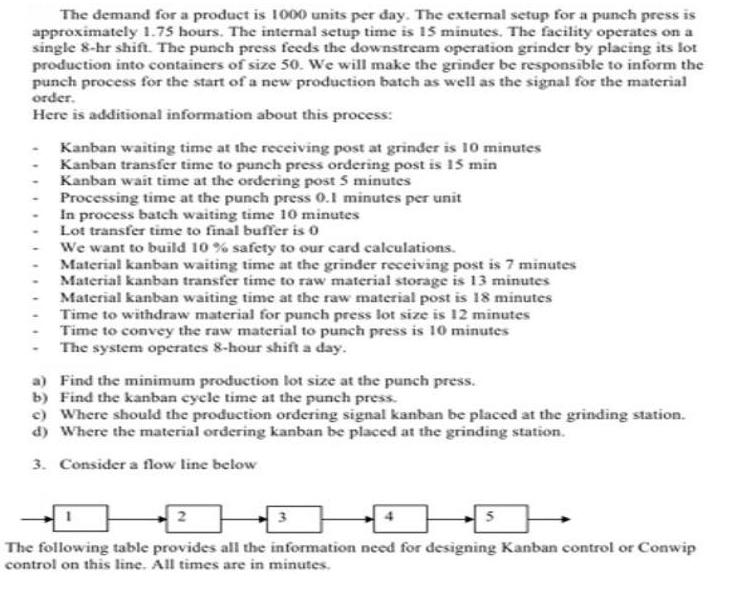
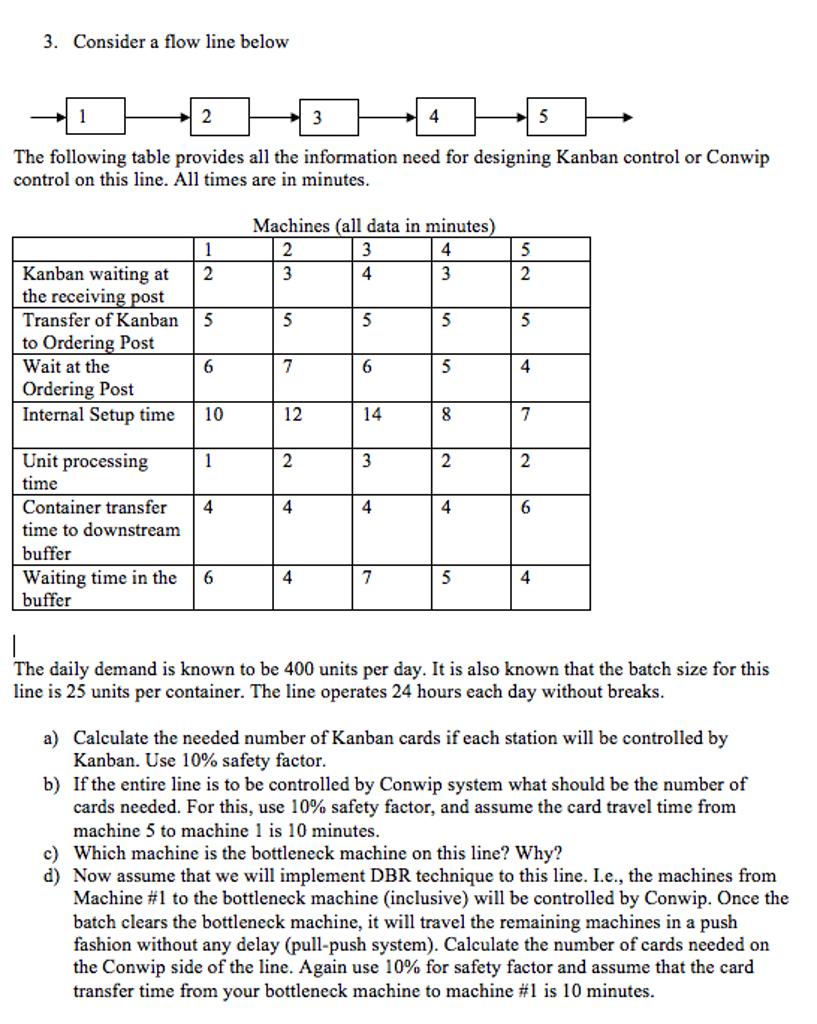
The demand for a product is 1000 units per day. The external setup for a punch press is approximately 1.75 hours. The internal setup time is 15 minutes. The facility operates on a single 8-hr shift. The punch press feeds the downstream operation grinder by placing its lot production into containers of size 50. We will make the grinder be responsible to inform the punch process for the start of a new production batch as well as the signal for the material order. Here is additional information about this process: Kanban waiting time at the receiving post at grinder is 10 minutes Kanban transfer time to punch press ordering post is 15 min Kanban wait time at the ordering post 5 minutes Processing time at the punch press 0.1 minutes per unit In process batch waiting time 10 minutes Lot transfer time to final buffer is 0 We want to build 10% safety to our card calculations. Material kanban waiting time at the grinder receiving post is 7 minutes Material kanban transfer time to raw material storage is 13 minutes Material kanban waiting time at the raw material post is 18 minutes Time to withdraw material for punch press lot size is 12 minutes Time to convey the raw material to punch press is 10 minutes The system operates 8-hour shift a day. a) b) c) Where should the production ordering signal kanban be placed at the grinding station. d) Where the material ordering kanban be placed at the grinding station. 3. Consider a flow line below Find the minimum production lot size at the punch press. Find the kanban eyele time at the punch press. 2 The following table provides all the information need for designing Kanban control or Conwip control on this line. All times are in minutes. 3. Consider a flow line below 1 2 The following table provides all the information need for designing Kanban control or Conwip control on this line. All times are in minutes. 1 2 Kanban waiting at the receiving post Transfer of Kanban 5 to Ordering Post Wait at the Unit processing time 6 Ordering Post Internal Setup time 10 1 Container transfer time to downstream buffer Waiting time in the 6 buffer 4 5 Machines (all data in minutes) 2 3 7 12 2 4 3 4 3 4 5 6 14 3 4 4 7 4 3 5 5 8 2 4 5 5 2 5 4 7 2 6 4 5 The daily demand is known to be 400 units per day. It is also known that the batch size for this line is 25 units per container. The line operates 24 hours each day without breaks. a) Calculate the needed number of Kanban cards if each station will be controlled by Kanban. Use 10% safety factor. b) If the entire line is to be controlled by Conwip system what should be the number of cards needed. For this, use 10% safety factor, and assume the card travel time from machine 5 to machine 1 is 10 minutes. c) Which machine is the bottleneck machine on this line? Why? d) Now assume that we will implement DBR technique to this line. I.e., the machines from Machine #1 to the bottleneck machine (inclusive) will be controlled by Conwip. Once the batch clears the bottleneck machine, it will travel the remaining machines in a push fashion without any delay (pull-push system). Calculate the number of cards needed on the Conwip side of the line. Again use 10% for safety factor and assume that the card transfer time from your bottleneck machine to machine #1 is 10 minutes. The demand for a product is 1000 units per day. The external setup for a punch press is approximately 1.75 hours. The internal setup time is 15 minutes. The facility operates on a single 8-hr shift. The punch press feeds the downstream operation grinder by placing its lot production into containers of size 50. We will make the grinder be responsible to inform the punch process for the start of a new production batch as well as the signal for the material order. Here is additional information about this process: Kanban waiting time at the receiving post at grinder is 10 minutes Kanban transfer time to punch press ordering post is 15 min Kanban wait time at the ordering post 5 minutes Processing time at the punch press 0.1 minutes per unit In process batch waiting time 10 minutes Lot transfer time to final buffer is 0 We want to build 10% safety to our card calculations. Material kanban waiting time at the grinder receiving post is 7 minutes Material kanban transfer time to raw material storage is 13 minutes Material kanban waiting time at the raw material post is 18 minutes Time to withdraw material for punch press lot size is 12 minutes Time to convey the raw material to punch press is 10 minutes The system operates 8-hour shift a day. a) b) c) Where should the production ordering signal kanban be placed at the grinding station. d) Where the material ordering kanban be placed at the grinding station. 3. Consider a flow line below Find the minimum production lot size at the punch press. Find the kanban eyele time at the punch press. 2 The following table provides all the information need for designing Kanban control or Conwip control on this line. All times are in minutes. 3. Consider a flow line below 1 2 The following table provides all the information need for designing Kanban control or Conwip control on this line. All times are in minutes. 1 2 Kanban waiting at the receiving post Transfer of Kanban 5 to Ordering Post Wait at the Unit processing time 6 Ordering Post Internal Setup time 10 1 Container transfer time to downstream buffer Waiting time in the 6 buffer 4 5 Machines (all data in minutes) 2 3 7 12 2 4 3 4 3 4 5 6 14 3 4 4 7 4 3 5 5 8 2 4 5 5 2 5 4 7 2 6 4 5 The daily demand is known to be 400 units per day. It is also known that the batch size for this line is 25 units per container. The line operates 24 hours each day without breaks. a) Calculate the needed number of Kanban cards if each station will be controlled by Kanban. Use 10% safety factor. b) If the entire line is to be controlled by Conwip system what should be the number of cards needed. For this, use 10% safety factor, and assume the card travel time from machine 5 to machine 1 is 10 minutes. c) Which machine is the bottleneck machine on this line? Why? d) Now assume that we will implement DBR technique to this line. I.e., the machines from Machine #1 to the bottleneck machine (inclusive) will be controlled by Conwip. Once the batch clears the bottleneck machine, it will travel the remaining machines in a push fashion without any delay (pull-push system). Calculate the number of cards needed on the Conwip side of the line. Again use 10% for safety factor and assume that the card transfer time from your bottleneck machine to machine #1 is 10 minutes.
Expert Answer:
Answer rating: 100% (QA)
1 a 1750252 hrs is required for each setup including internal setup and external setup Therefore set... View the full answer

Related Book For 
Posted Date:
Students also viewed these mathematics questions
-
Demand for a product is inelastic. Which is not consistent with this? a. It is difficult to substitute the product with another one. b. The product can easily be substituted by another. c....
-
The monthly demand for a product is normally distributed, with a mean of 700 units and a standard deviation of 200 units. What is the probability that demand will be greater than 900 units in a given...
-
The demand for a product is 600 units per week, and the items are withdrawn at a constant rate. The setup cost for placing an order to replenish inventory is $25. The unit cost of each item is $3,...
-
Problem 4.2 Ask the user to enter his/her age, with the prompt: "How old are you? Please enter your age as a number between 0 and 120. -> ". Check that what was entered is a number between 0 and 120....
-
What p-value statement is associated with each of the following outcomes of a hypothesis test? a. Not significant. b. Significant. c. Highly significant. d. Very highly significant.
-
You just learned about investment opportunities in the securites market.While the chapter was geared toward personal investing, companies also need to invest business profits. Consider how knowing...
-
Manor House Restaurants issued 5,000 shares of no-par common stock for \(\$ 6\) per share. Record issuance of the stock if the stock (a) is true nopar stock (b) has stated value of \(\$ 2\) per...
-
Dandy Hardware Stores reported the following asset values in 2010 and 2011: In addition, Dandy Hardware had sales of $3,500,000 in 2011. Cost of goods sold for the year was $2,200,000. Compute Dandy...
-
Using MySQL Workbench: Create a new schema for this lab and import Lab07DB.sql. Create a second new schema for this lab and import dept_emp.sql. Following the steps in Lab 4: Reverse engineer the...
-
1. Personality is a relatively stable set of traits that aids in explaining and predicting individual behavior. What are some of Mark Cuban's traits that can explain his behavior during Maverick...
-
What are 3 types of marketing functions that are used on internet ? Describe them.
-
What are credit default swaps?
-
What is the cash conversion cycle? What is its equation?
-
A trust set up while a person is still living. a. benefi ciary b. bequest c. codicil d. decedent e. devise f. executor g. holographic will h. inter vivos i. intestate j. personal representative k....
-
Describe some ways to manage credit risk at a nonfinancial company.
-
Why are safety stocks required?
-
3. Hugh Jackson is thinking about buying an investment. The investment option that he is thinking about buying is an investment where investors pool their money. One of the key features is that it is...
-
Experiment: Tossing four coins Event: Getting three heads Identify the sample space of the probability experiment and determine the number of outcomes in the event. Draw a tree diagram when...
-
USAir South Airlines operates a hub at the Pittsburgh International Airport. During the summer, the airline schedules 7 flights daily from Pittsburgh to Orlando and 10 flights daily from Orlando to...
-
A group of developers is opening a health club near a new housing development. The health clubwhich will have exercise and workout equipment, basketball courts, swimming pools, an indoor...
-
Lakeside Boatworks is planning to manufacture three types of molded fiberglass recreational boatsa fishing (bass) boat, a ski boat, and a small speedboat. The estimated selling price and variable...
-
An equilibrium mixture of ethylene and propylene is at \(2500 \mathrm{kPa}\) and \(25.0^{\circ} \mathrm{C}\). Find the vapor and liquid mole fractions of ethylene. Use DePriester charts or Eq....
-
We have a mixture that is \(35.0 \mathrm{~mol} \% \mathrm{n}\)-butane with unknown amounts of propane and n-hexane. We are able to operate a flash drum at \(400.0 \mathrm{kPa}\) and \(70.0^{\circ}...
-
Find the diameter and length of a horizontal flash drum for Problem 2.D1c if a hold-up time of 1.0 hours is specified. Problem 2.D1c c. If the feed is \(30.0 \mathrm{~mol} \%\) methanol and we desire...

Study smarter with the SolutionInn App