New Semester
Started
Get
50% OFF
Study Help!
--h --m --s
Claim Now
Question Answers
Textbooks
Find textbooks, questions and answers
Oops, something went wrong!
Change your search query and then try again
S
Books
FREE
Study Help
Expert Questions
Accounting
General Management
Mathematics
Finance
Organizational Behaviour
Law
Physics
Operating System
Management Leadership
Sociology
Programming
Marketing
Database
Computer Network
Economics
Textbooks Solutions
Accounting
Managerial Accounting
Management Leadership
Cost Accounting
Statistics
Business Law
Corporate Finance
Finance
Economics
Auditing
Tutors
Online Tutors
Find a Tutor
Hire a Tutor
Become a Tutor
AI Tutor
AI Study Planner
NEW
Sell Books
Search
Search
Sign In
Register
study help
engineering
mechanical engineering
Manufacturing Processes for Engineering Materials 5th edition Serope Kalpakjian, Steven Schmid - Solutions
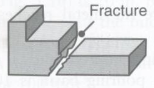
The general design recommendations for a well in sand casting are that (a) Its diameter should be twice the sprue exit diameter, and (b) The depth should be approximately twice the depth of the runner. Explain the consequences of deviating from these rules.
We know that pouring molten metal at a high rate into a mold has certain disadvantages. Are there any disadvantages to pouring it very slowly? Explain.
Describe the characteristics of thixocasting and rheocasting.
Sketch the temperature profile you would expect for (a) Continuous casting of a billet, (b) Sand casting of a cube,
What are the benefits and drawbacks of having a pouring temperature that is much higher than the metal's melting temperature? What are the advantages and disadvantages of having the pouring temperature remain close to the melting temperature?
What are the benefits and drawbacks of heating the mold in investment casting before pouring in the molten metal?
Rank the casting processes described in this chapter in terms of their solidification rate. For example, which processes extract heat the fastest from a given volume of metal and which is the slowest?
The heavy regions of parts typically are placed in the drag in sand casting and not in the cope. Explain why.
Referring to Fig. 5.3, estimate the following quantities for a 20% Cu-80% Ni alloy:(1) Liquidus temperature,(2) Solidus temperature,(3) Percentage of nickel in the liquid at 1400°C (2550°F),(4) The major phase at 1400°C,(5) The ratio of solid to liquid at 1400°C.
Determine the amount of gamma and alpha phases (see Fig. 5.4b) in a 10-kg, AISI 1060 steel casting as it is being cooled to the following temperatures: (1) 750°C, (2) 728°C, (3) 726°C
A round casting is 0.3 m in diameter and 0.5 m in length. Another casting of the same metal is elliptical in cross section, with a major-to-minor axis ratio of 3, and has the same length and cross sectional area as the round casting. Both pieces are cast under the same conditions. What is the
Why does porosity have detrimental effects on the mechanical properties of castings? Which physical properties are also affected adversely by porosity?
Two halves of a mold (cope and drag) are weighted down to keep them from separating due to the pressure exerted by the molten metal (buoyancy). Consider a solid, spherical steel casting, 9 in. in diameter that is being produced by sand casting. Each flask (see Fig. 5.10) is 20 in. by 20 in. and 15
Plot the clamping force in Problem 5.61 as a function of increasing diameter of the casting, from 10 in. to 20 in.
Assume that the top of a round sprue has a diameter of 4 in. and is at a height of 12 in. from the runner. Based on Eq. (5.7), plot the profile of the sprue diameter as a function of its height. Assume that the sprue has a diameter of 1 in. at its bottom.
Estimate the clamping force for a die-casting machine in which the casting is rectangular, with projected dimensions of 75 mm × 150 mm. Would your answer depend on whether or not it is a hot-chamber or cold-chamber process? Explain.
When designing patterns for casting, patternmakers use special rulers that automatically incorporate solid shrinkage allowances into their designs. Therefore, a 12-in. patternmaker's ruler is longer than a foot. How long should a patternmaker's ruler be for the making of patterns for (1) aluminum
A spoked hand wheel is to be cast in gray iron. In order to prevent hot tearing of the spokes, would you insulate the spokes or chill them? Explain.
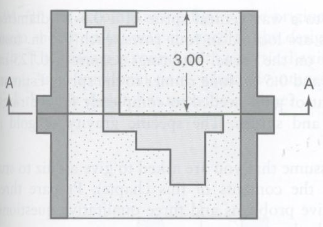
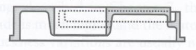
The blank for the spool shown in the accompanying figure is to be sand cast out of A-319, an aluminum casting alloy. Make a sketch of the wooden pattern for this part. Include all necessary allowance for shrinkage and machining.
Repeat Problem 5.70, but assume that the aluminum spool is to be cast using expendable-patte casting. Explain the important differences between the two patterns.
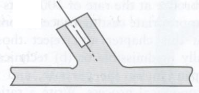
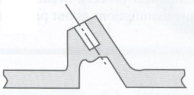
In sand casting, it is important that the cope mold half be held down with sufficient force to keep i from floating when the molten metal is poured in. F the casting shown in the figure below, calculate the minimum amount of weight necessary to keep the cope from floating up as the molten metal is
The optimum shape of a riser is spherical to ensure that it cools more slowly than the casting it feeds. Spherically shaped risers, however, are difficult to cast.(1) Sketch the shape of a blind riser that is easy to "old but also has the smallest possible surface-area-to volume ratio. (2) Compare
The part shown in the accompanying figure is a hemispherical shell used as an acetabular (mushroom shaped)Cup in a total hip replacement select a casting process for this part and provide a sketch of all patterns or tooling needed if it is to be produced from a cobalt-chrome alloy.
A cylinder with a height-to-diameter ratio of unity solidifies in four minutes in a sand-casting operation. What is the solidification time if the cylinder height is doubled? What is the time if the diameter is doubled?
Pure aluminum is being poured into a sand mold. The metal level in the pouring basin is 10 in. above the metal level in the mold, and the runner is circular with a 0.4-in. diameter. What is the velocity and rate of the flow of the metal into the mold? Is the flow turbulent or laminar?
Which of the following considerations are important for a riser to function properly? (1) Have a surface area larger than that of the part being cast. (2) Be kept open to atmospheric pressure. (3) Solidify first. Explain.
For the sprue described in Problem 5.79, what runner diameter is needed to ensure a Reynolds number of 2000? How long will a 20-in3 casting take to fill with such a runner?
How long would it take for the sprue in Problem 5.79 to feed a casting with a square cross section of 6 in. per side and a height of 4 in.? Assume the sprue is frictionless.
A rectangular mold with dimensions 100 mm × 200 mm × 400 mm is filled with aluminum with no superheat. Determine the final dimensions of the part as it cools to room temperature. Repeat the analysis for gray cast iron.
The constant C in Chvorinov's rule is given as 3 s / mm2 and is used to produce a cylindrical casting with a diameter of 75 mm and a height of 125 mm. Estimate the time for the casting to fully solidify. The mold can be broken safely when the solidified shell is at least 20 mm. assuming the
If an acceleration of 100 g is necessary to produce a part in true centrifugal casting and the part has an inner diameter of 10 in., a mean outer diameter of 14 in., and a length of 25 ft, what rotational speed is needed?
A jeweler wishes to produce 20 gold rings in one investment-casting operation. The wax parts are attached to a wax central sprue of a 0.5-in. diameter. The rings are located in four rows, each 0.5 in. from the other on the sprue. The rings require a 0.125-in. diameter and 0.5-in.-long runner to the
Assume that you are asked to give a quiz to students on the contents of this chapter. Prepare three quantitative problems and three qualitative questions, and supply the answers.
Design test methods to determine the fluidity of metals in casting. Make appropriate sketches and explain the important features of each design.
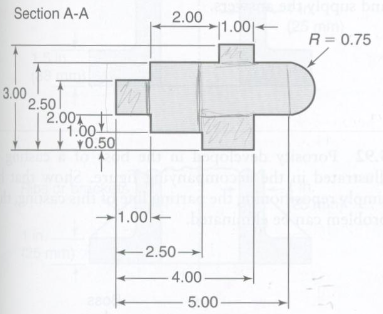
The accompanying figures indicate various defects and discontinuities in cast products. Review each one and offer design solutions to avoid each.(a)(b)(c)(d)
Utilizing the equipment and materials available in a typical kitchen, design an experiment to reproduce results similar to those shown in Fig. 5.12.
Explain why the constant C in Eq. (5.9) depends on mold material, metal properties, and temperature.
Design a test method to measure the permeability of sand for sand casting.
Describe the procedures that would be involved in making a bronze statue. Which casting process or processes would be suitable? Why?
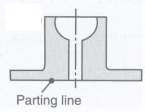
Porosity developed in the boss of a casting is illustrated in the accompanying figure. Show that by simply repositioning the parting line of this casting, this problem can be eliminated.
For the wheel illustrated in the accompanying figure, show how(a) Riser placement,(b) Core placement,(c) Padding,(d) Chills may be used to help feed molten metal and eliminate porosity in the isolated hub boss.
In the accompanying figure, the original casting design shown in(a) Was changed to the design shown in(b) The casting is round, with a vertical axis of symmetry. As a functional part, what advantages do you think the new design has over the old one?(a)(b)
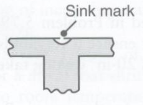
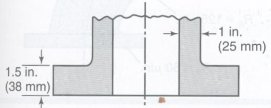
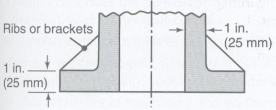
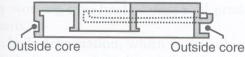
An incorrect and a correct design for casting are shown, respectively, in the accompanying figure. Review the changes made and comment on their advantages,(a) Incorrect(b) Correct
Three sets of designs for die casting are shown in the accompanying figure. Note the changes made to original die design (number 1 in each case) and comment on the reasons.a)1)2)b)1)2)3)c)1)2)
It is sometimes desirable to cool metals more slowly than they would be if the molds were maintained at room temperature. List and explain the methods you would use to slow down the cooling process.
Design an experiment to measure the constants C and n in Chvorinov's rule [Eq. (5.11)].
The part in the accompanying figure is to be cast of 10% Sn bronze at the rate of 100 parts per month. To find an appropriate casting process, consider all the processes in this chapter and reject those that are(a) Technically inadmissible(b) Technically feasible but too expensive for the
How can you tell whether a certain part is forged or cast? Describe the features that you would investigate to arrive at a conclusion.
Why are end grains generally undesirable forged products? Give examples of such products.
Calculate the force required in direct extrusion of 1100-O aluminum from a diameter of 6 in. to 2 in. Assume that the redundant work is 30% of the ideal work of deformation, and the friction work is 25% of the total work of deformation.
Calculate the theoretical temperature rise in the extruded material in Example 6.6, assuming that there is no heat loss. (See Section 3.9 for information on the physical properties of the material.)
A planned extrusion operation involves steel at 800°C, with an initial diameter of 100 mm and a final diameter of 20 mm. Two presses, one with a capacity of 20 MN and the other of 10 MN, are available for this operation. Obviously, the larger press requires greater care and more expensive tooling.
Estimate the force required in extruding 70-30 brass at 700°C if the billet diameter is 125 mm and the extrusion ratio is 20.
Explain why one cannot obtain a finished forging in one press stroke, starting with a blank.
Derive an analytical expression for the die pressure in wire drawing, without friction or redundant work, as a function of the instantaneous diameter in the deformation zone.
A linearly strain-hardening material with a true-stress-true-strain curve π = 5000 + 25,000e psi is being drawn into a wire. If the original diameter of the wire is 0.25 in., what is the minimum possible diameter at the exit of the die? Assume that there is no redundant work and that the
In Fig. 6.65, assume that the longitudinal residual stress at the center of the rod is -80,000 psi. Using the distortion-energy criterion, calculate the minimum yield stress that this particular steel must have in order to sustain these levels of residual stresses.
Derive an expression for the die-separating force in frictionless wire drawing of a perfectly plastic material. Use the same terminology as in the text.
List the advantages and disadvantages of using a lubricant in forging operations.
Forging is one method of producing turbine blades for jet engines. Study the design of such blades and, referring to the relevant technical literature, prepare a step-by-step procedure for making these blades. Comment on the difficulties that may be encountered in this operation.
In comparing forged parts with cast parts, it will be noted that the same part may be made by either process. Comment on the pros and cons of each process, considering factors such as part size, shape complexity, and design flexibility in the event that a particular design has to be modified.
Referring to Fig. 6.25, sketch the intermediate steps you would recommend in the forging of a wrench.
Review the technical literature, and make a detailed list of the manufacturing steps involved in the manufacture of hypodermic needles
Figure 6.48a shows examples of products that can be obtained by slicing long extruded sections into discrete parts name several other products that can be made in a similar manner.
Make an extensive list of products that either are made of or have one or more components of (a) Wire, (b) Very thin wire, (c) Rods of various cross sections.
Explain the reasons why the flash assists in die filling, especially in hot forging.
By inspecting some forged products (such as a pipe wrench or coins), you can see that the lettering on them is raised rather than sunk. Offer an explanation as to why they are made that way.
It was stated that three factors that influence spreading in rolling are (a) Friction, (b) The width-to-thickness ratio of the strip, (c) The ratio of the radius of the roll to the thickness of the strip. Explain how each of these factors affects spreading
Explain how you would go about applying front and back tensions to sheet metals during rolling.
It was noted that rolls tend to flatten under roll forces. Which property (ies) of the roll material can be increased to reduce flattening? Why?
Describe the methods by which roll flattening tan be reduced.
Explain the technical and economic reasons for taking larger rather than smaller reductions per pass in flat rolling.
Why is the control of volume of the blank important in closed-die forging?
List and explain the methods that can be used to reduce the roll force.
Explain the advantages and limitations of using small-diameter rolls in flat rolling.
A ring-rolling operation is being used successfully for the production of bearing races. However, when the bearing race diameter is changed, the operation results in very poor surface finish. List the possible causes, and describe the type of investigation you would conduct to identify the
Describe the importance of controlling roll speed, roll gap, temperature, and other relevant process variables in a tandem-rolling operation.
Is it possible to have a negative forward slip? Explain.
In addition to rolling, the thickness of plates and sheets can also be reduced by simply stretching. Would this process be feasible for high-volume production? Explain.
In Fig. 6.33, explain why the neutral point moves towards the roll-gap entry as friction increases.
What is typically done to make sure the product in flat rolling is not crowned?
List the possible consequences of rolling at (a) Too high a speed (b) Too low a speed.
What are the advantages and limitations of a cogging operation? Of die inserts in forging
Referring to appropriate equations, explain why titanium carbide is used as the work roll in Sendzimir mills, but not generally in other rolling mill configurations.
It was stated that the extrusion ratio, die geometry, extrusion speed, and billet temperature all affect the extrusion pressure. Explain why.
How would you go about preventing center-burst defects in extrusion? Explain why your methods would be effective.
How would you go about making a stepped extrusion that has increasingly larger cross sections along its length? Is it possible? Would your process be economical and suitable for high production runs? Explain.
List and describe the types of defects that may occur in(a) Extrusion(b) Drawing.
What is a land in a die? What is its function? What are the advantages and disadvantages to having no land?
Under what circumstances is backwards extrusion preferable to direct extrusion? When is hydrostatic extrusion preferable to direct extrusion?
What is the purpose of a container liner in direct extrusion? Why is there no container liner used in hydrostatic extrusion?
Explain why there are so many different kinds of forging machines available.
We have seen that in rod and wire drawing, the maximum die pressure is at the die entry. Why?
Describe the conditions under which wet drawing and dry drawing, respectively, are desirable.
Name the important process variables in drawing, and explain how they affect the drawing process.
Assume that a rod drawing operation can be carried out either in one pass or in two passes in tandem. If the die angles are the same and the total reduction is the same, will the drawing forces be different? Explain.
Refer to Fig. 6.60 and assume that reduction in the cross section is taking place by pushing a rod through the die instead of pulling it. Assuming that the material is perfectly plastic, sketch the die-pressure distribution, for the following situations: (a) Frictionless, (b) With friction, (c)
In deriving Eq. (6.74), no mention was made regarding the ductility of the original material being drawn. Explain why.
Why does the die pressure in drawing decrease toward the die exit?
What is the magnitude of the die pressure at the die exit for a drawing operation that is being carried out at the maximum reduction per pass?
Showing 17000 - 17100
of 18200
First
164
165
166
167
168
169
170
171
172
173
174
175
176
177
178
Last
Step by Step Answers
.png)
.png)
.png)
.png)
.png)

