

An operations manager, to increase the capacity of his manufacturing plant, decides to buy an additional machine.
Question:
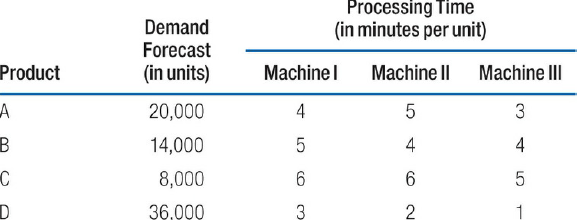
1. Considering only the purchase cost of these machines, which machine, and how many of that machine type should the operations manager buy? Assume the plant operates 8 hours a day and 300 days a year.
2. In addition to the purchase cost of the machines, the operations manager needs to consider the hourly operating cost of these machine, which are given as follows:
Machine I: $12 an hour; Machine II: $14 an hour; and Machine III: $15 an hour.
To satisfy capacity processing requirements and to minimize total purchasing and operating costs, which type of machine, and how many should the operations manager buy?
Fantastic news! We've Found the answer you've been seeking!
Step by Step Answer:
1 Minutes year 60 80 300 144000 Machine I 20000 414000 5 8000 6 36000 3 306000 minutes Machine I cos...View the full answer

Answered By
Muqadas Javed
I am a mentor by profession since seven years. I have been teaching on online forums and in universities. Teaching is my passion therefore i always try to find simple solution for complicated problems or task grasp them so that students can easily grasp them.I will provide you very detailed and self explanatory answers and that will help you to get good grade. I have two slogans: quality solution and on time delivery.
24+ Reviews
144+ Question Solved
Related Book For 
Operations Management Managing Global Supply Chains
ISBN: 978-1506302935
1st edition
Authors: Ray R. Venkataraman, Jeffrey K. Pinto
Question Posted:
