

Question: 02. Anwer the following question the case study 104) (1 mark) An Application of Six Sigma ta Heduce Medical trany. ut they of enem med
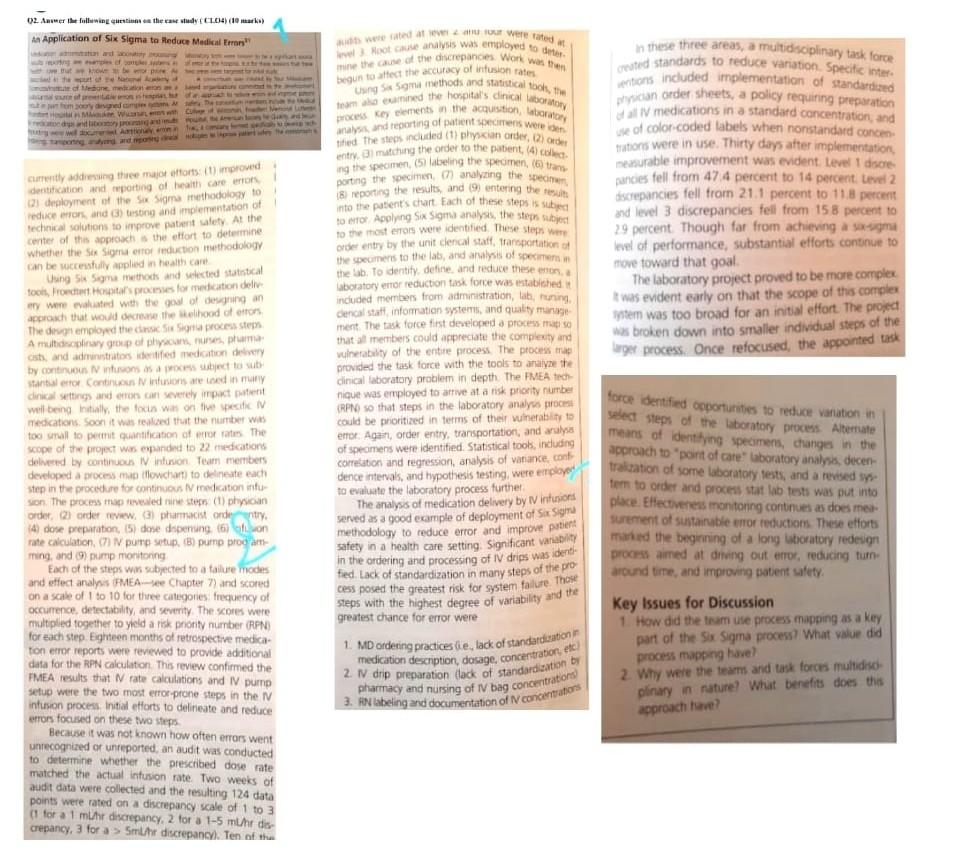
02. Anwer the following question the case study 104) (1 mark) An Application of Six Sigma ta Heduce Medical trany." ut they of enem med welche Wat were med at wote analysis was employed to ne of the discrepances Wort was the begun to affect the accuracy of infusion rate Ung S5 methods and Statistical too mund the hospital's dical Wory pro key cements in the acquisition about analysis and reporting of patient species were tied the steps induded (1) pycan order, 12) Order entry matching the order to the patient (4) ng the specimen labeling the specimen, an porting the specimen 0 analong the sea 18 reporting the results, and 9 entering the rest into the patients chart Each of these steps Sud to Tor Applying Six Sigma analysis, the steps subject to the most errors were identified. These steps were oder entry by the unit decal staff transportation the specimens to the late, and analysis of specimen the b. To dentity, define and reduce these laboratory error reduction task force was established included members from administration, lab, uning cencal staff information systems, and quality manage ment. The task force first developed a process raiso that all members could appreciate the complexity and vulnerability of the entire process. The process tra provided the task force with the tools to analyze the clinical laboratory problem in depth The FMEA tech nique was employed to attive at a nisk priority number (RPN so that steps in the laboratory analyes proces could be prioritized in terms of their vulnerability to emot. Again, order entry, transportation, and also of specimens were identified. Statistical tools, including correlation and regression, analysis of vanance, con dence intervals, and hypothesis testing, were employer to evaluate the laboratory process further The analysis of medication delivery by IV infusions served as a good cample of deployment of Sa Sigma methodology to reduce error and improve patient safety in a health care setting. Significant variability In the ordering and processing of IV drips was identi fied lack of standardization in many steps of the pro cess posed the greatest risk for system failure. Those steps with the highest degree of variability and the greatest chance for error were 1. MD ordering practicesie, lack of standardisation 2. V drip preparation dlack of standardization by medication description, dosage, concentration, etc) 3. RN labeling and documentation of concentrations pharmacy and nursing of IV bag concentrations in these three areas, a multidisciplinary task force created standards to reduce variation Specific in editions included implementation of standardized can order sheets, a policy requiring preparation al medications in a standard concentration, and we of color-coded labels when nonstandard concen trations were in use. Thirty days after implementation, measurable improvement was evident level 1 dore pancies fell from 474 percent to 14 percent. Level 2 discrepancies fell from 21.1 percent to 11.8 percent and level 3 discrepancies fell from 158 percent to 29 percent. Though far from achieving a suma level of performance, substantial efforts continue to move toward that goal The laboratory project proved to be more complex was evident early on that the scope of this complex item was too broad for an initial effort. The project was broken down into smaller individual steps of the urger process. Once refocused, the appointed task currently addressing three major efforts t) mproved dentification and reporting of health care errors deployment of the Sa Sigma methodology to reduce mors and 3) testing and implementation of technical solutions to prove patient safety. At the center of this approach the effort to determine whether the Six Sigma error reduction methodology can be successfully applied in health care Uning 5 Some methods and selected statistical tools, Proctet Hospital processes for medication deliv ey were evaated with the goal of deging an approach that would decrease the lihood of otros The design employed the Six Sigma process stop A multidisciplinary group of phy.com, ses pluma ist, and antratos detified medication delivery by continuous intus as a subject to subs so Continuous IV infusions are in many dinical settings and to cart severely impact wellbeing Initially, the focus was one pecite IV medications. Soon it was realed that the number wit too small to permit quantification of error rates The scope of the project was expanded to 22mecations delivered by continuous IV infusion Team members developed a process malowchart to delicate each step in the procedure for continuous IV mediation into sion. The proces proveedorester (1) physican order order w. 3) pharmacist ordenty (4) dote preparation, 5) dese diperung (6 on rate calculation (7) IV puro setup. B) pump program ming, and pump monitoring Each of the steps was sobjected to a failure modes and effect analysis (FMEA Chapter 7) and scored on a scale of 1 to 10 for three categories frequency of occurrence detectability, and severity The scores were multipled together to yield a risk priority number (RPN for each step. Eighteen months of retrospective medica ton error reports were reviewed to provide additional data for the RPN calculation. This review confirmed the FMEA results that I rate calculations and IV pump setup were the two most error prone steps in the N infusion proces. Initialetforts to delineate and reduce errors focused on these two steps Because it was not known how often errors went unrecognized or unreported an audit was conducted to determine whether the prescribed dose rate matched the actual infusion rate. Two weeks of audit data were collected and the resulting 124 data points were rated on a discrepancy sale of 1 to 3 it for a 1 muhe discrepancy, 2 for a 1-5 muhe dis crepancy, 3 for a > Smuhr discrepancil. Ten of the force identified opportunities to reduce variation in sect steps of the laboratory proces Alternate means of identifying specimens, changes in the approach to point of care laboratory analysis, decer tralization of some laboratory tests, and a revised by ter to order and process stat lab tests was put into place. Effectiveness monitoring continues as does me surement of sustainable error reductions. These efforts marted the beginning of a long laboratory redesign process aimed at driving out error, reducing turn around time, and improving patient safety Key Issues for Discussion 1. How did the team ute process mapping as a key part of the Six Sigma proces? What value did process mapping have 2. Why were the terms and task forces multidisc. plinary in nature! What benefits does this approach tar 02. Anwer the following question the case study 104) (1 mark) An Application of Six Sigma ta Heduce Medical trany." ut they of enem med welche Wat were med at wote analysis was employed to ne of the discrepances Wort was the begun to affect the accuracy of infusion rate Ung S5 methods and Statistical too mund the hospital's dical Wory pro key cements in the acquisition about analysis and reporting of patient species were tied the steps induded (1) pycan order, 12) Order entry matching the order to the patient (4) ng the specimen labeling the specimen, an porting the specimen 0 analong the sea 18 reporting the results, and 9 entering the rest into the patients chart Each of these steps Sud to Tor Applying Six Sigma analysis, the steps subject to the most errors were identified. These steps were oder entry by the unit decal staff transportation the specimens to the late, and analysis of specimen the b. To dentity, define and reduce these laboratory error reduction task force was established included members from administration, lab, uning cencal staff information systems, and quality manage ment. The task force first developed a process raiso that all members could appreciate the complexity and vulnerability of the entire process. The process tra provided the task force with the tools to analyze the clinical laboratory problem in depth The FMEA tech nique was employed to attive at a nisk priority number (RPN so that steps in the laboratory analyes proces could be prioritized in terms of their vulnerability to emot. Again, order entry, transportation, and also of specimens were identified. Statistical tools, including correlation and regression, analysis of vanance, con dence intervals, and hypothesis testing, were employer to evaluate the laboratory process further The analysis of medication delivery by IV infusions served as a good cample of deployment of Sa Sigma methodology to reduce error and improve patient safety in a health care setting. Significant variability In the ordering and processing of IV drips was identi fied lack of standardization in many steps of the pro cess posed the greatest risk for system failure. Those steps with the highest degree of variability and the greatest chance for error were 1. MD ordering practicesie, lack of standardisation 2. V drip preparation dlack of standardization by medication description, dosage, concentration, etc) 3. RN labeling and documentation of concentrations pharmacy and nursing of IV bag concentrations in these three areas, a multidisciplinary task force created standards to reduce variation Specific in editions included implementation of standardized can order sheets, a policy requiring preparation al medications in a standard concentration, and we of color-coded labels when nonstandard concen trations were in use. Thirty days after implementation, measurable improvement was evident level 1 dore pancies fell from 474 percent to 14 percent. Level 2 discrepancies fell from 21.1 percent to 11.8 percent and level 3 discrepancies fell from 158 percent to 29 percent. Though far from achieving a suma level of performance, substantial efforts continue to move toward that goal The laboratory project proved to be more complex was evident early on that the scope of this complex item was too broad for an initial effort. The project was broken down into smaller individual steps of the urger process. Once refocused, the appointed task currently addressing three major efforts t) mproved dentification and reporting of health care errors deployment of the Sa Sigma methodology to reduce mors and 3) testing and implementation of technical solutions to prove patient safety. At the center of this approach the effort to determine whether the Six Sigma error reduction methodology can be successfully applied in health care Uning 5 Some methods and selected statistical tools, Proctet Hospital processes for medication deliv ey were evaated with the goal of deging an approach that would decrease the lihood of otros The design employed the Six Sigma process stop A multidisciplinary group of phy.com, ses pluma ist, and antratos detified medication delivery by continuous intus as a subject to subs so Continuous IV infusions are in many dinical settings and to cart severely impact wellbeing Initially, the focus was one pecite IV medications. Soon it was realed that the number wit too small to permit quantification of error rates The scope of the project was expanded to 22mecations delivered by continuous IV infusion Team members developed a process malowchart to delicate each step in the procedure for continuous IV mediation into sion. The proces proveedorester (1) physican order order w. 3) pharmacist ordenty (4) dote preparation, 5) dese diperung (6 on rate calculation (7) IV puro setup. B) pump program ming, and pump monitoring Each of the steps was sobjected to a failure modes and effect analysis (FMEA Chapter 7) and scored on a scale of 1 to 10 for three categories frequency of occurrence detectability, and severity The scores were multipled together to yield a risk priority number (RPN for each step. Eighteen months of retrospective medica ton error reports were reviewed to provide additional data for the RPN calculation. This review confirmed the FMEA results that I rate calculations and IV pump setup were the two most error prone steps in the N infusion proces. Initialetforts to delineate and reduce errors focused on these two steps Because it was not known how often errors went unrecognized or unreported an audit was conducted to determine whether the prescribed dose rate matched the actual infusion rate. Two weeks of audit data were collected and the resulting 124 data points were rated on a discrepancy sale of 1 to 3 it for a 1 muhe discrepancy, 2 for a 1-5 muhe dis crepancy, 3 for a > Smuhr discrepancil. Ten of the force identified opportunities to reduce variation in sect steps of the laboratory proces Alternate means of identifying specimens, changes in the approach to point of care laboratory analysis, decer tralization of some laboratory tests, and a revised by ter to order and process stat lab tests was put into place. Effectiveness monitoring continues as does me surement of sustainable error reductions. These efforts marted the beginning of a long laboratory redesign process aimed at driving out error, reducing turn around time, and improving patient safety Key Issues for Discussion 1. How did the team ute process mapping as a key part of the Six Sigma proces? What value did process mapping have 2. Why were the terms and task forces multidisc. plinary in nature! What benefits does this approach tar
Step by Step Solution
There are 3 Steps involved in it
1 Expert Approved Answer
Step: 1 Unlock

Question Has Been Solved by an Expert!
Get step-by-step solutions from verified subject matter experts
Step: 2 Unlock
Step: 3 Unlock