

Question: 1. Please create a model that will help Peter with the November coal procurement decision. 2. Are there any binding contraints? If so, what value
1. Please create a model that will help Peter with the November coal procurement decision.
2. Are there any binding contraints? If so, what value would help the constraint?
3. Recommendation?
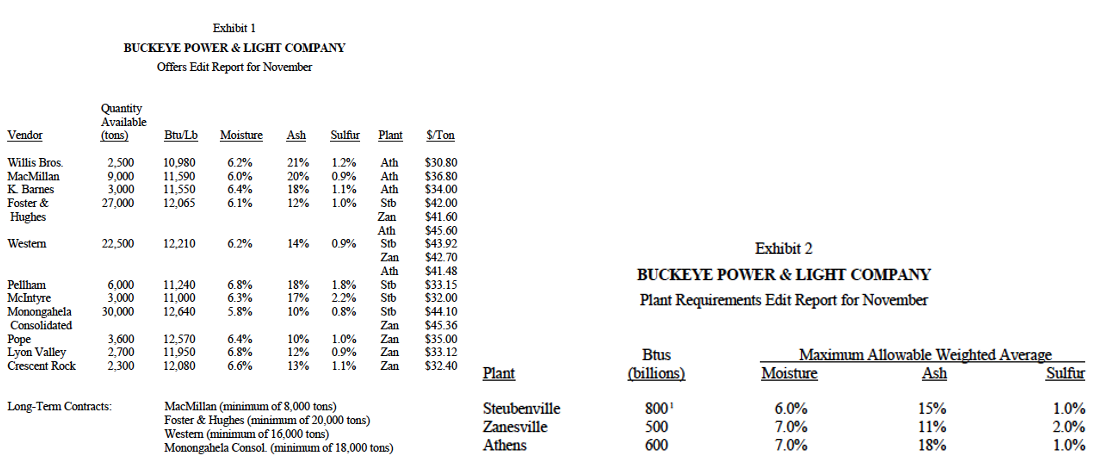
important parameter in the design of coal-handling and preparation equipment. Inherent moisture is trapped within the pores of the coal itself and is present even when the surface of the coal appears dry. Both types of moisture reduce energy content. A second determinant of coal quality is ash content. Ash is the incombustible residue that remains after the coal is bumed. Like moisture, a high ash content increases shipping, handling. BUCKEYE POWER & LIGHT COMPANY and preparation costs while reducing thermal value. Additional equipment and expense is required periodically to remove ash from a coal-fired furnace. Failure to do so adequately has a long-term impact on the life of a furnace. Don Peters was manager of the Production Fuels Department of Buckeye Power & Light The third major determinant of quality is sulfur content. When coal is bumed, sulfur Company (BP&L), a small utility in southeastern Ohio. BP&L had three steam electric power oxides are released creating pollution and contributing to the corrosion of vital plant parts. Some plants-located in Athens, Zanesville, and Steubenvillewhose primary energy source was sulfur can be removed prior to burning by "washing" the coal. To further control pollution coal. Each month, coal for those plants was purchased from a heterogeneous collection of "scrubbers" can be attached to smokestacks to filter out a substantial number of sulfur oxide vendors in Ohio, Pennsylvania, and West Virginia, ranging in size from small father-and-son particles. During the 1980s, the maximum level of sulfur oxide pollution was regulated by law. operations to large mining companies. Peters was responsible for the monthly coal-procurement Each coal-fired plant was thus forced to restrict the amount of sulfur in the coal it bumed on the process, including how much to purchase from each vendor and which specific plant (or plants) basis of the specific pollution-control equipment it was using. each vendor should supply. BP&L's Coal-Procurement Process In October 1986, Peters' immediate task was to determine November's coal-procurement schedule. BP&L had recently retained the services of a consulting firm to analyze aspects of its Each month. vendors interested in supplying one or more of BP&L's coal-fired power operations, including the coal-procurement process. Peters hoped to use the opportunity of the plants completed an offer sheet specifying the amount of coal they had to sell along with its consultant's analysis to rethink the entire procurement process. He also hoped the report would quality and price. Quality was expressed in terms of Btu/lb and moisture, ash and sulfur content shed some light on two related issues that had been a source of controversy within the Vendors were asked to quote a per ton price, transportation included, for each power plant they department were willing and able to supply. The Production Fuels department took all offers, adjusted them for past performance (particularly the amount of coal available for purchase, which was often overstated and had to be adjusted downward), and summarized the results in a document called Coal the offers edit report (Exhibit 1). At the same time, each of the three coal-fired power plants submitted its requirements for Compared with oil, natural gas, and nuclear energy, coal was a relatively cheap source of the upcoming month. Corporate policy dictated that a plant have sufficient Btu's on hand each fuel during the 1980s. Coal is a combustible rock formed by the underground compression of month to satisfy 120% of expected demand. Exactly how many Btus to order for the upcoming partially decomposed plant matter over millions of years. There are four major types of coal, month depended on both the estimated ending inventory of coal in the current month (stated in classified according to energy content: lignite (lowest energy content), sub-bituminous, terms of Btus) and the expected demand during the upcoming month. bituminous (most widely used as a fuel source), and anthracite (highest energy content). Coal's energy content (or thermal value) is measured in British thermal units (Btus). (One Btu is the Each plant also provided minimum acceptable quality standards for moisture, ash, and amount of heat needed to raise a pound of water one degree Fahrenheit.) Pure bituminous coal sulfur content. Each of those was stated in terms of a weighted average of all coal delivered to the plant in the month. For example, 1,000 tons of coal with 2% sulfur content and 500 tons of typically contains on the order of 15,000 Btu per pound (Btu/lb). coal with 1% sulfur content would produce an overall 1.67% sulfur-content level; this number was not allowed to exceed the sulfur standard. The sulfur standards set by law, moisture There are three major determinants of the quality of coal. One is total moisture content. and ash standards were left to the discretion of the individual plant managers, who were familiar There are two distinct types of moisture associated with coal. Free moisture lies on the surface with the costs associated with handling the increased levels of moisture and ash at their of the coal. Its presence, which depends primarily on conditions in the mine and in transit, is an respective plants. The Production Fuels Department was responsible for taking the offers edit report and the plant requirements, summarized in the plant requirements edit report Exhibit 2), and arriving at an overall coal-procurement plan Peters, as manager of the department, had the flexibility to negotiate with both vendors and plant managers to strike a better overall deal for the company. For example, he could negotiate price reductions and/or quantity increases with vendors. Similarly, he could make plant managers aware of particularly restrictive quality requirements and negotiate to have them relaxed. Ultimately, Peters was responsible for approving the overall coal-procurement plan. Recently, the Production Fuels Department had been struggling with two issues related to the coal-procurement process: long-term contracts and safety-stock levels. Long-Term Contracts Because of a utility's need to have a guaranteed source of fuel, long-term contracts with coal vendors were a long-standing industry practice. A long-term contract with a vendor obligated the utility to buy a minimum amount of coal each month from that vendor at the contract-specified price. The balance of the utility's needs were met by purchasing additional coal on the spot market. Prior to 1973, BP&L had purchased approximately 65% of its coal on long-term contract The energy crisis of the 1970s and resulting surge in demand for coal and coal prices had precipitated an upward trend in that figure. By 1986, BP&L was purchasing 80% of its coal on long-term contract (vendors in late 1986 with whom BP&L had long-term contracts and the contract amounts are indicated in Exhibit 1). As the energy crisis eased, however, the availability of coal became less of a concern Moreover, by 1986 prices on the spot market were running about $6 per ton less than long-term contract prices. Many people in the Production Fuels department thought that the percentage of coal purchased on long-term contract should be reduced perhaps back to the 65% level. Peters estimated that returning to the 65% figure would allow BP&L to reduce the amount of coal purchased on long-term contract by 12,000 tons. If such a reduction were to be made, it was not clear to Peters which of the current long-term contracts should be reduced and/or eliminated Since the safety stock had been increased, however, none of BP&L's plants had ever been forced to purchase outside energy. In fact, over the past three years, actual monthly energy demand had rarely exceeded 110% of expected demand. Some BP&L officials attributed this situation to improved forecasting techniques, while others thought it represented a leveling off of demand. Whatever the reason, many at BP&L were now pushing to reduce the safety-stock level back to 15%. Peters recognized that such a reduction would save BP&L carrying costs on the coal needed to supply 5% of overall Btu demand. From October's coal-procurement numbers, Peters estimated that the average cost of a billion Btus at each plant were as follows: Plant Steubenville Zanesville Athens Average cost of 1 billion Btus $1,740 $1,610 $1,625 20% Safety Stock Running out of coal forced a utility to purchase energy from a neighboring utility at a premium price. In August, for example, BP&L had sold 10 billion surplus Btus on an emergency basis to a utility in western Pennsylvania for $20,000. A rash of such purchases by BP&L in the 1970s had driven the company to raise its required safety-stock level from 15% to 20%. He wondered if those were the appropriate costs to use, and if so, how to balance the cost savings against the increased possibility of running out of coal. Exhibit 1 BUCKEYE POWER & LIGHT COMPANY Offers Edit Report for November Quantity Available (tons) Vendor Btu/Lb Moisture Ash Sulfur Plant $/Ton 6.2% Willis Bros MacMillan K Barnes Foster & Hughes 6.0% 2.500 9,000 3,000 27,000 10,980 11,590 11.550 12.065 21% 20% 18% 12% 1.2% 0.9% 1.1% 1.0% 6.4% 6.1% Westem 22,500 12,210 6.2% 14% 0.9% Ath Ath Ath Stb Zan Ath Sth Zan Ath Stb Sto Sth Zan Zan Zun Zan $30.80 $36.80 $34.00 $42.00 $41.60 $45.60 $43.92 $42.70 $41.48 $33.15 $32.00 $44.10 $45.36 $35.00 $33.12 $32.40 Exhibit 2 BUCKEYE POWER & LIGHT COMPANY Plant Requirements Edit Report for November 6.000 3.000 30,000 11.240 11,000 12.640 6.8% 6.3% 5.8% 18% 17% 10% 1.8% 2.2% 0.8% Pellham McIntyre Monongahela Consolidated Pope Lyon Valley Crescent Rock 3.600 2,700 2.300 12,570 11,950 12.080 6.4% 6.8% 6.6% 10% 12% 13% 1.0% 0.9% 1.1% Btus (billions) Maximum Allowable Weighted Average Moisture Ash Sulfur Plant Long-Term Contracts: MacMillan (minimum of 8,000 tons) Foster & Hughes (minimum of 20,000 tons) Westem (minimum of 16,000 tons) Monongahela Consol (minimum of 18,000 tons) Steubenville Zanesville Athens 800 500 600 6.0% 7.0% 7.0% 15% 11% 18% 1.0% 2.0% 1.0% important parameter in the design of coal-handling and preparation equipment. Inherent moisture is trapped within the pores of the coal itself and is present even when the surface of the coal appears dry. Both types of moisture reduce energy content. A second determinant of coal quality is ash content. Ash is the incombustible residue that remains after the coal is bumed. Like moisture, a high ash content increases shipping, handling. BUCKEYE POWER & LIGHT COMPANY and preparation costs while reducing thermal value. Additional equipment and expense is required periodically to remove ash from a coal-fired furnace. Failure to do so adequately has a long-term impact on the life of a furnace. Don Peters was manager of the Production Fuels Department of Buckeye Power & Light The third major determinant of quality is sulfur content. When coal is bumed, sulfur Company (BP&L), a small utility in southeastern Ohio. BP&L had three steam electric power oxides are released creating pollution and contributing to the corrosion of vital plant parts. Some plants-located in Athens, Zanesville, and Steubenvillewhose primary energy source was sulfur can be removed prior to burning by "washing" the coal. To further control pollution coal. Each month, coal for those plants was purchased from a heterogeneous collection of "scrubbers" can be attached to smokestacks to filter out a substantial number of sulfur oxide vendors in Ohio, Pennsylvania, and West Virginia, ranging in size from small father-and-son particles. During the 1980s, the maximum level of sulfur oxide pollution was regulated by law. operations to large mining companies. Peters was responsible for the monthly coal-procurement Each coal-fired plant was thus forced to restrict the amount of sulfur in the coal it bumed on the process, including how much to purchase from each vendor and which specific plant (or plants) basis of the specific pollution-control equipment it was using. each vendor should supply. BP&L's Coal-Procurement Process In October 1986, Peters' immediate task was to determine November's coal-procurement schedule. BP&L had recently retained the services of a consulting firm to analyze aspects of its Each month. vendors interested in supplying one or more of BP&L's coal-fired power operations, including the coal-procurement process. Peters hoped to use the opportunity of the plants completed an offer sheet specifying the amount of coal they had to sell along with its consultant's analysis to rethink the entire procurement process. He also hoped the report would quality and price. Quality was expressed in terms of Btu/lb and moisture, ash and sulfur content shed some light on two related issues that had been a source of controversy within the Vendors were asked to quote a per ton price, transportation included, for each power plant they department were willing and able to supply. The Production Fuels department took all offers, adjusted them for past performance (particularly the amount of coal available for purchase, which was often overstated and had to be adjusted downward), and summarized the results in a document called Coal the offers edit report (Exhibit 1). At the same time, each of the three coal-fired power plants submitted its requirements for Compared with oil, natural gas, and nuclear energy, coal was a relatively cheap source of the upcoming month. Corporate policy dictated that a plant have sufficient Btu's on hand each fuel during the 1980s. Coal is a combustible rock formed by the underground compression of month to satisfy 120% of expected demand. Exactly how many Btus to order for the upcoming partially decomposed plant matter over millions of years. There are four major types of coal, month depended on both the estimated ending inventory of coal in the current month (stated in classified according to energy content: lignite (lowest energy content), sub-bituminous, terms of Btus) and the expected demand during the upcoming month. bituminous (most widely used as a fuel source), and anthracite (highest energy content). Coal's energy content (or thermal value) is measured in British thermal units (Btus). (One Btu is the Each plant also provided minimum acceptable quality standards for moisture, ash, and amount of heat needed to raise a pound of water one degree Fahrenheit.) Pure bituminous coal sulfur content. Each of those was stated in terms of a weighted average of all coal delivered to the plant in the month. For example, 1,000 tons of coal with 2% sulfur content and 500 tons of typically contains on the order of 15,000 Btu per pound (Btu/lb). coal with 1% sulfur content would produce an overall 1.67% sulfur-content level; this number was not allowed to exceed the sulfur standard. The sulfur standards set by law, moisture There are three major determinants of the quality of coal. One is total moisture content. and ash standards were left to the discretion of the individual plant managers, who were familiar There are two distinct types of moisture associated with coal. Free moisture lies on the surface with the costs associated with handling the increased levels of moisture and ash at their of the coal. Its presence, which depends primarily on conditions in the mine and in transit, is an respective plants. The Production Fuels Department was responsible for taking the offers edit report and the plant requirements, summarized in the plant requirements edit report Exhibit 2), and arriving at an overall coal-procurement plan Peters, as manager of the department, had the flexibility to negotiate with both vendors and plant managers to strike a better overall deal for the company. For example, he could negotiate price reductions and/or quantity increases with vendors. Similarly, he could make plant managers aware of particularly restrictive quality requirements and negotiate to have them relaxed. Ultimately, Peters was responsible for approving the overall coal-procurement plan. Recently, the Production Fuels Department had been struggling with two issues related to the coal-procurement process: long-term contracts and safety-stock levels. Long-Term Contracts Because of a utility's need to have a guaranteed source of fuel, long-term contracts with coal vendors were a long-standing industry practice. A long-term contract with a vendor obligated the utility to buy a minimum amount of coal each month from that vendor at the contract-specified price. The balance of the utility's needs were met by purchasing additional coal on the spot market. Prior to 1973, BP&L had purchased approximately 65% of its coal on long-term contract The energy crisis of the 1970s and resulting surge in demand for coal and coal prices had precipitated an upward trend in that figure. By 1986, BP&L was purchasing 80% of its coal on long-term contract (vendors in late 1986 with whom BP&L had long-term contracts and the contract amounts are indicated in Exhibit 1). As the energy crisis eased, however, the availability of coal became less of a concern Moreover, by 1986 prices on the spot market were running about $6 per ton less than long-term contract prices. Many people in the Production Fuels department thought that the percentage of coal purchased on long-term contract should be reduced perhaps back to the 65% level. Peters estimated that returning to the 65% figure would allow BP&L to reduce the amount of coal purchased on long-term contract by 12,000 tons. If such a reduction were to be made, it was not clear to Peters which of the current long-term contracts should be reduced and/or eliminated Since the safety stock had been increased, however, none of BP&L's plants had ever been forced to purchase outside energy. In fact, over the past three years, actual monthly energy demand had rarely exceeded 110% of expected demand. Some BP&L officials attributed this situation to improved forecasting techniques, while others thought it represented a leveling off of demand. Whatever the reason, many at BP&L were now pushing to reduce the safety-stock level back to 15%. Peters recognized that such a reduction would save BP&L carrying costs on the coal needed to supply 5% of overall Btu demand. From October's coal-procurement numbers, Peters estimated that the average cost of a billion Btus at each plant were as follows: Plant Steubenville Zanesville Athens Average cost of 1 billion Btus $1,740 $1,610 $1,625 20% Safety Stock Running out of coal forced a utility to purchase energy from a neighboring utility at a premium price. In August, for example, BP&L had sold 10 billion surplus Btus on an emergency basis to a utility in western Pennsylvania for $20,000. A rash of such purchases by BP&L in the 1970s had driven the company to raise its required safety-stock level from 15% to 20%. He wondered if those were the appropriate costs to use, and if so, how to balance the cost savings against the increased possibility of running out of coal. Exhibit 1 BUCKEYE POWER & LIGHT COMPANY Offers Edit Report for November Quantity Available (tons) Vendor Btu/Lb Moisture Ash Sulfur Plant $/Ton 6.2% Willis Bros MacMillan K Barnes Foster & Hughes 6.0% 2.500 9,000 3,000 27,000 10,980 11,590 11.550 12.065 21% 20% 18% 12% 1.2% 0.9% 1.1% 1.0% 6.4% 6.1% Westem 22,500 12,210 6.2% 14% 0.9% Ath Ath Ath Stb Zan Ath Sth Zan Ath Stb Sto Sth Zan Zan Zun Zan $30.80 $36.80 $34.00 $42.00 $41.60 $45.60 $43.92 $42.70 $41.48 $33.15 $32.00 $44.10 $45.36 $35.00 $33.12 $32.40 Exhibit 2 BUCKEYE POWER & LIGHT COMPANY Plant Requirements Edit Report for November 6.000 3.000 30,000 11.240 11,000 12.640 6.8% 6.3% 5.8% 18% 17% 10% 1.8% 2.2% 0.8% Pellham McIntyre Monongahela Consolidated Pope Lyon Valley Crescent Rock 3.600 2,700 2.300 12,570 11,950 12.080 6.4% 6.8% 6.6% 10% 12% 13% 1.0% 0.9% 1.1% Btus (billions) Maximum Allowable Weighted Average Moisture Ash Sulfur Plant Long-Term Contracts: MacMillan (minimum of 8,000 tons) Foster & Hughes (minimum of 20,000 tons) Westem (minimum of 16,000 tons) Monongahela Consol (minimum of 18,000 tons) Steubenville Zanesville Athens 800 500 600 6.0% 7.0% 7.0% 15% 11% 18% 1.0% 2.0% 1.0%Step by Step Solution
There are 3 Steps involved in it
1 Expert Approved Answer
Step: 1 Unlock

Question Has Been Solved by an Expert!
Get step-by-step solutions from verified subject matter experts
Step: 2 Unlock
Step: 3 Unlock