Question: Assess your business model strategy to sustain Muhittin Hakan Demir and Aysu Ger Munn Demet A Gover Profe Ha Depart Ma A www Hamp dispues
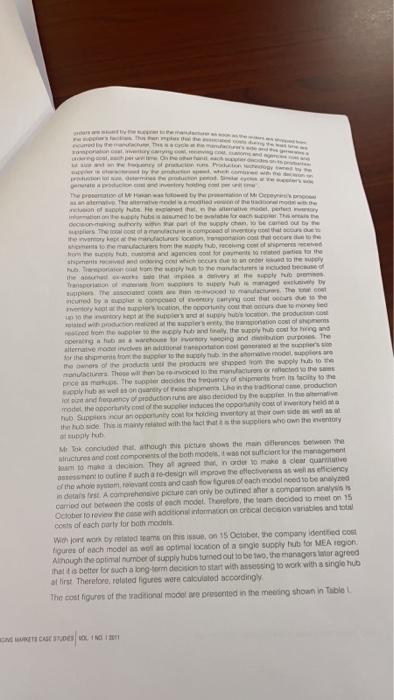
Assess your business model strategy to sustain Muhittin Hakan Demir and Aysu Ger Munn Demet A Gover Profe Ha Depart Ma A www Hamp dispues trad 00 lobus operations bring companies opponunties for competive asanage in rear, also requers aficent management of the to cope with higher cosecured frough and efforts on supply chain netwo best appripra on long distanced operations businesses. This novates the coordination which needs to be pertamed accord etting for at the partners The overal im effective management of the supply chain ingpond by garation many companies be taken (Thomas c esperating worldwide and and Ge organations opering interdependent organ through re-desighing her we agement of the supply chain my coneide network design strategie supply then planning (vida Mel and Gary 2005 Alpoma network cosignalown choose capacity and hoogs to work design wie ber concephe money value added ach through the succy dan processes and meg a new structure accony a cise the confora Considering the significance of the challenges induced busness innement, many mutatot impacts and benes of radione banes mod coordinative supply chan design models tough questioned and quantitled Win the woope alemate re-design ateaves with th production anaportaron and evento such an assament The an acude acives he production rapon and ad and scheduling anangenem &me ecc products throughout the supply chan char 2000 Daugherty 2011) and sc channel cibution and service nast den Supply chan management Easton Empe South Africa Dubar and Shanghai) Considering that only one hub will be opened, optimal Seven candidate hub locations are identified worldwide, the USA, Brazil, Beigum Tu total costs for each party in alternative model are calculated (Table 1). The hub is assun ocation of the single hub for MEA region is identified to be located in Turkey According to Furthermore, Mrs Yurt provided a cash flow analysis through a financial statement su be located euther in a free zone or as a bonded warehouse in Turkey of both models showing below results for the overall supply chain for the pi (Table 1) frameworks of traditional and alternative business models as well as the associated co Having reviewed the structure or are supply chain of the MEA region, the pros decisions and responsibilities, the management team will now analyze the case. and asses which model will be better for MEA region to proceed for long-term or how management and suppliers, if a decision is given to switch to an alternative mode of appropriate way can be followed to negotiate with the regional manufacturer supply hub and how to convince them all? 31 Llame Asparmak F. Gen, M. Lin, L and Karaoglan 1. (2009) "A steady-state perete ago mut-product supply chain network design". Computers & Industrial Engineering vs NI pp. 521-37 Alparmak, F. Gen, M, Lin, L and Paksoy. T. (2006). "A genetic algorithm approach formu optimization of supply chain networks", Computers & Industrial Engineering Vol 51 Nep Awad HAH and Nassar, M.O. (2010). "Supply chain integration definition and Proceedings of the International Multiconference of Engineers and Computer Sc March 17-19 Vol 1, P. (2007), Supply Chain Management Strategy Paring and C Assess your business model strategy to sustain Muhittin Hakan Demir and Aysu Ger MAD Peysu Goce Toom Oepartment in Lig Migra Uvery Earnics p My xual p Wednes Holl G making have now and ARH ediy TINT HELEN operations bring companies opportunces for compettive stantage th insum, they also require officent of the opportunes can Pea uchare on long distanced operations to cope with higher cons inued through wordwide business. This motives the interest and efforts on supply chain network design tough coordination which seeds to be performed according to the best appropriate contena setting for all the parers. The ovaist aim of this redesign is to ensure a more efficient and effective management of the supply chailand to reduce costs. Though competion, mainly riggered byg gobataation necesstales a re-evaluation on supply chain network desa many companies s nes operating worldwide to o check whether a rany cost efficent oppon be taken (Thomas and Gen. 1996 is the rocont years, traditional chain supply with several organizations operating ng independently, having conficting objectives being replaced by interdependent organizatore operating optimally with integrated objectives through e-designing their supply chan networks, which enables as effective and eficent management of the supply chain (Ahparmas et al., 2009) Network design and supply chain network design are mostly considered in the inerature as concepts very much similar to atgic supply chain planning (Vidal and Goetschalcio, 1997, Simchi-Levi et al., 1999 Me and Garpya, 2005. Atparmak et al. 2000 Chopre and Movid 2007) Supply chain network design allows coordination innanvas for optimizing the whole systemvolves a number of activities to decide whether to open a facility or not, when to locale, which capacity and technology to choose, how to detribune products to facilities with minimum cost network dog whit bener satisfying customer demand Supply chan network design concept so closely interrelated with supply chen coordination, Coordination nocesstales an integration process through the supply chain with an am to increase the value added acts through the supply chain by redefining and connecting business processes and forming a new structure accordingly (Awad and Nassat, 2010). In the ideal case, the conditions for a "win-win" saustion in a coordination mechanism are sought Considering the significance of the challenges induced by the global recasaties of today's business environment, many multinations staned questioning the process, potential impacts and benefits of traditional business models with respect to the aberrative coordinative supply chain design models through the use of supply hubs. Through such assessments, the effects of these approaches on the supply chain performance are wo questioned and quarefed within the scope, cument supply chain design is assessed and atemative re-design aternatives with the use of supply hubs are analyzed. Typically production, transportation and inventory management processes are considered as part of such an assessment. This assessment includes making decisions on several logistics activities like production, transportation and order batch sizes as well as their frequencies and scheduling arrangements. A more specific emphasis is put on physical distribution of products throughout the supply chain channels (Cooper et al. 1997: Lambert and Cooper 2000 Daugherty, 2011) and diferent insights to develop strategies for improving the channel distribution and service levels at downstream activities are provided 10 10 10 18 PL 2450 MERALD EMERGMANETS CAGE ETUDES PAGE Anational company opinga sevana gors and sing tang markt wordeamong those that ce such an assunto one of is one of the othe geal giobal companies of its sector in the world and among the me ders. The baness organization of this mutnational company iss tregons of marudachuring facities in a group based on the geogra add with resp proves are paceived as the members of the same region. The management of globaly dispersed facilities and the serviceability of the regiona for each region, one feoilty is apported in the leader. The sad faciones and among the highest volume and best expertise ones for each region Lead actories support other regional facilities by providing strategic and wchnical spoor when necessary Despite t regional dispersion at the highest level, a cerrazed sucure dominates the whole system. The store, athough facilities manags their operations individually, m decisions are taken cenerally for some strategic issues to achieve bements on economies of scare, such as on purchasing or transportation to this end agreements with the suppliers and transportation companies are regnated globaly for each product. From a supply chain perspective, each region consists of multiple manufacturing facies providing mumpie products from multiple suppliers The company has six main gions wonded Each manufacturing facitly assigned to one of the six main regions The ad factory of Middle East and Africa (MEA) regos raises an assessment need of the current business model due to long lead time suppliers of high-cost materials. The main bottenecks of this systers are that the manufacturers in the region tie up huge amount cash very eany in advance to inventories and keep high levels of inventory from such materials However, in recent years, competitiveness concems increased the importance of beter cash low management and texbrity improvement effons which poses a signitcant bottleneck especially for such international companies having global suppliers, honce with long lead times. This becomes an even crucial task when such expensive products Bransported from long distance suppliers are considered. High inventories from such materials are kept or stock outs arousing from the supply of long distances occur. This also eads to early decisione given along the chain as well as long response times against uncertainbes. For example, in case, some problem requiring a rush order occurs, supplier is around eight wenks away. To cope with this, partes koep higher inventories and thus lie huge amount of cash tied to inventory, which ends up with poor cash flow management and less free cash amounts along the chain Accordingly, a need for development in the business model of this region is triggered by expensive products purchased from suppliers with long-lead times. The management team of the lead factory in Turkey inevitably starts to question whether it is feasibile to switch to a new business model that is proposed by one of the directors, which involves a redesign of the supply chain for this specific region, MEA There are six manufacturers in the MEA region, each serving to the related market for achieving local market advantage. The locations of the facilities are determined based on market segmentation. These manufacturing facilities are located in Egypt, South Africa, Iran, Tanzania, Jordan and Turkey Turkay facility is appointed as the leading manufacturer in es region The manufacturing processes are carried out in-house, are not outsourced from other faciles and the operations are managed individually. However, lead factory, Turkey, provides strategic and technical support to other manufacturers when necessary. The regional manufacturers purchase a number of materials from suppliers. These materials can be cast into two main categories. The first group faces frequent changes due to changing market conditions or rules and regulations. For example, for a specific material group, around ton material changes, which affect production are realized within a year. On the other hand, second group of materials are the more commonly used ones at manufacturers. This group of materiais faces rare changes; therefore, the volume of material acquired from suppliers over a year is almost constant. Managers realize that materials in the second group are characterized by constant demand, are high volume - high unit priced products which are purchased from long distance suppliers and these drive main part of the costs as well as main volume of operations. Therefore, the decisions are usually taken by focusing on this second group Commonality of the product groups makes it possible to view almost constant deterministic demand from the suppliers' side and this eliminates obsolescence sy Mchangang water serving to the manufactu seadingography rey Chen the UK the USA My Spar Amandrance The company o aces the problems with Then the management ha reconly decided to H ay bay pries Sp noforming sing song in eerty Ser in one of the regulangan mengs, M Dipy that the company should con augmenting the supply and them ply He decussed that the ho can be used to conacks and the commonly used expeneve materiale purchased from long distance spers who pags and more efficient supply chain menegemen He arged the mat operational nas to all supply chain parers as there will be angle t che ce lewe, a imted number of hubs each one regional manulicum will face How Production Drachan argued at the sterative model wh bring addal to the where then as il adds mediate elorage locations to the sppy than Ha point was that the por costs will increase with crossed number of shmans supplans to manufacturers over suppy hube. He estimated mat vaporation can, comoms and agences ooste at well at hanging costs will almost be doubled The gumont was favored by other team members whereas a different insight is sed by Mrs Aman who is the Marketing Drector She said that this would be possible by the point of astocanone of eventory is manufacturers demands from the suppliers the aggregate inventory in the supply tub Aggregate inventory kept at the supply hubs can provide risk pooling for all cities of the region She emphasund that this will be cove uncertainty situations and reduce the response sine to demoned changes as well. Her point was that hit aternative medel will ret only enhance coeators or market respon also support risk management the supposed her idea by giving an ap frequently faced staten pro by For authode uteg an entry which is aucuned to meet witting adal aangesprovals or peperwin to process is to manage in w men Me Opeyed took out for Mis Aman's paint and added that the consolidated shipments from supplers to supply tube will improve the negotiation power of the suppliers towards third party ingates providers in terms of transponation rates. But, these arguments were not sufficient to convince Mr Hakan. He pointed out that an acdiconal cast for operating and ting supply hubs will be added over and this cannot be neglected. This part of the discussion to the attention of the Chief Finance Officer, Mrs Yurt She commented that, on the other hand, the invoicing of the materials will be postponed to point of departure from supply hub liom the point of departure from supplier, which will potentially improve the cash frow management of the region in general. This brainstorming atmosphere among the directors was shattered by a comment of the Purchasing Manager, Mrs Korkut. Whatever the case!!! You cannot convince any supplier for such a model Chief Executive Officer Mr Tok interrupted this discussion and stated that this alternative is worthwhile considering The management team agreed to meet by the next Friday, 16 September to quantify pros and cons of both models in detail and review structural differences as a first attempt The main question in Mr Tok's mind was that "Will the benefits of alternative model cover the associated pittats or is it better to continue with the current tradisional model? He further needs to assess whether to switch to a business model with the use of supply hubs will work for the supply chain of the whole region or not The next Friday, the management team meeting started with the presentation of Mr Hakan, brielly reviewing the foundations of the current business model. He presented that, in the traditional business model, on the manufactures side, the manufacturers decide on the quantity of their orders and on the time interval between issuances of two consecutive orders. Note that it is the manufacturers, who decide on the quantity and time interval of the shipments from the suppliers to the manufacturers. The contracts between the suppliers and manufacturers are based upon the ex-works sales of the products. Besides, invoices for VOL 1 NO 2 EMERALD ENERGING MARKETS CASE STUDES PAGE 3 reppersThis en plus the cated ecured by the mache cycle at the manufac coration cast, inverte ving co per un beach supp ency of ensucion nuns Production schedu by the su spe, which come w determines the production prod. Simey gente a producion cst and invertory hoding coper un www.cat, use and an super The protermale of Man was followed by the premation of Mr Orpen pro an aterrave. The alternative model amoti vonion of the adonal mods with inclusion of supply hubs. He explained that in the afternative model, perfectory inmation on the supply hubs is assumed to be available for each supper. This is the decision making authority within that part of the supply chan, to be camed out by the suppliers The toal cost of a manufacturer is composa of inventory goed that occurs du the varory kept at the manufacturers location, transportation cost that occurs due to the shes to the manufacturers from the supply hub, recoling cost of shipments ed from the supply b, customs and agencies cost for payments to related parties for the shipments received and ordering cost which occurs due to an ordered to the supply Pub. Temporasen cast from the supply hue to the manufacturers included because of the and works so that imples a delivery at the supply tub proses Transportation of mates from suppliers to supply hub managed exclusively by tipples The associated costs are the voced to manufacturers. The cost incurred by a supplier le composed of eventory carrying cost that occurs due to the Sicc aventory weat at the supplers ocation, the opportunity coat that occurs due to money up to the inventory kept at the supplers and al al supply hubis location, the production cost solated with production reared at the suppliers enty, the transportation cost of shipments ested from the suppler to the supply hub and finally, the supply hub cost for hiring and operating a fub as a warehouse for vernory secoing and denibution purposes. The alternative model involves an additional transportation cost gonerated at the supplier's se for the shipments from the suppler to the supply hub in the stomative model suppliers are the owners of the products und the products are shipped from the supply hub to the manufacturers. Those will then be reiniciced to the manufacturers or reflected to the sams price as markups. The suppler decides the frequency of shipments from its facility to the supply hub as well as on quarcity of these shipments Le in the traditional case, production lot sure and frequency of production rune are also decided by the supplier in the alternative model the opportunity cod of the supplier induces the opportunity cost of inventory held at Pub Suppliers incur an opportunity cost for holding inventory at their own side as well as al the hub side. This is mainly related with the fact that is the suppliers who own the inventory. af supply hub Mr Tok concluded that, though this picture shows the main differences between the structures and cost components of the both models, it was not sufficient for the management team to make a decision. They at agreed that, in order to make a clear quantitative assessment to outine e such a re-design will improve the effectiveness as well as efficiency of the whole system, relevant costs and cash flow figures of each model need to be analyzed in details first. A comprehensive picture can only be outined aher a comparison analysis is carried out between the costs of each model. Therefore, the tears decided to meet on 15 October to review the case with additional information on critical decision variables and total costs of each party for both models With joint work by related teams on this issue, on 15 October, the company identified cost figures of each model as well as optimal location of a single supply hub for MEA region. Although the optimal number of supply hubs turned out to be two, the managers later agreed that it is better for such a long-term decision to start with assessing to work with a single hub at first Therefore, related figures were calculated accordingly The cost figures of the traditional model are presented in the meeting shown in Table L NG MARKETS CASE STUDES 190 1201 Having reviewed the structure of the supply chain of the MEA region, the process frameworks of traditional and alternative business models as well as the associated costs, decisions and responsibilities, the management team will now analyze the case, discuss and asses which model will be better for MEA region to proceed for long-term or how an appropriate way can be followed to negotiate with the regional manufacturers, global management and suppliers, if a decision is given to switch to an alternative model of a supply hub and how to convince them all? Having reviewed the structure of the supply chain of the MEA region, the process frameworks of traditional and alternative business models as well as the associated costs decisions and responsibilities, the management team will now analyze the case, discuss and asses which model will be better for MEA region to proceed for long-term or how an appropriate way can be followed to negotiate with the regional manufacturers, global management and suppliers, if a decision is given to switch to an alternative model of a supply hub and how to convince them all? Assess your business model strategy to sustain Muhittin Hakan Demir and Aysu Ger Munn Demet A Gover Profe Ha Depart Ma A www Hamp dispues trad 00 lobus operations bring companies opponunties for competive asanage in rear, also requers aficent management of the to cope with higher cosecured frough and efforts on supply chain netwo best appripra on long distanced operations businesses. This novates the coordination which needs to be pertamed accord etting for at the partners The overal im effective management of the supply chain ingpond by garation many companies be taken (Thomas c esperating worldwide and and Ge organations opering interdependent organ through re-desighing her we agement of the supply chain my coneide network design strategie supply then planning (vida Mel and Gary 2005 Alpoma network cosignalown choose capacity and hoogs to work design wie ber concephe money value added ach through the succy dan processes and meg a new structure accony a cise the confora Considering the significance of the challenges induced busness innement, many mutatot impacts and benes of radione banes mod coordinative supply chan design models tough questioned and quantitled Win the woope alemate re-design ateaves with th production anaportaron and evento such an assament The an acude acives he production rapon and ad and scheduling anangenem &me ecc products throughout the supply chan char 2000 Daugherty 2011) and sc channel cibution and service nast den Supply chan management Easton Empe South Africa Dubar and Shanghai) Considering that only one hub will be opened, optimal Seven candidate hub locations are identified worldwide, the USA, Brazil, Beigum Tu total costs for each party in alternative model are calculated (Table 1). The hub is assun ocation of the single hub for MEA region is identified to be located in Turkey According to Furthermore, Mrs Yurt provided a cash flow analysis through a financial statement su be located euther in a free zone or as a bonded warehouse in Turkey of both models showing below results for the overall supply chain for the pi (Table 1) frameworks of traditional and alternative business models as well as the associated co Having reviewed the structure or are supply chain of the MEA region, the pros decisions and responsibilities, the management team will now analyze the case. and asses which model will be better for MEA region to proceed for long-term or how management and suppliers, if a decision is given to switch to an alternative mode of appropriate way can be followed to negotiate with the regional manufacturer supply hub and how to convince them all? 31 Llame Asparmak F. Gen, M. Lin, L and Karaoglan 1. (2009) "A steady-state perete ago mut-product supply chain network design". Computers & Industrial Engineering vs NI pp. 521-37 Alparmak, F. Gen, M, Lin, L and Paksoy. T. (2006). "A genetic algorithm approach formu optimization of supply chain networks", Computers & Industrial Engineering Vol 51 Nep Awad HAH and Nassar, M.O. (2010). "Supply chain integration definition and Proceedings of the International Multiconference of Engineers and Computer Sc March 17-19 Vol 1, P. (2007), Supply Chain Management Strategy Paring and C Assess your business model strategy to sustain Muhittin Hakan Demir and Aysu Ger MAD Peysu Goce Toom Oepartment in Lig Migra Uvery Earnics p My xual p Wednes Holl G making have now and ARH ediy TINT HELEN operations bring companies opportunces for compettive stantage th insum, they also require officent of the opportunes can Pea uchare on long distanced operations to cope with higher cons inued through wordwide business. This motives the interest and efforts on supply chain network design tough coordination which seeds to be performed according to the best appropriate contena setting for all the parers. The ovaist aim of this redesign is to ensure a more efficient and effective management of the supply chailand to reduce costs. Though competion, mainly riggered byg gobataation necesstales a re-evaluation on supply chain network desa many companies s nes operating worldwide to o check whether a rany cost efficent oppon be taken (Thomas and Gen. 1996 is the rocont years, traditional chain supply with several organizations operating ng independently, having conficting objectives being replaced by interdependent organizatore operating optimally with integrated objectives through e-designing their supply chan networks, which enables as effective and eficent management of the supply chain (Ahparmas et al., 2009) Network design and supply chain network design are mostly considered in the inerature as concepts very much similar to atgic supply chain planning (Vidal and Goetschalcio, 1997, Simchi-Levi et al., 1999 Me and Garpya, 2005. Atparmak et al. 2000 Chopre and Movid 2007) Supply chain network design allows coordination innanvas for optimizing the whole systemvolves a number of activities to decide whether to open a facility or not, when to locale, which capacity and technology to choose, how to detribune products to facilities with minimum cost network dog whit bener satisfying customer demand Supply chan network design concept so closely interrelated with supply chen coordination, Coordination nocesstales an integration process through the supply chain with an am to increase the value added acts through the supply chain by redefining and connecting business processes and forming a new structure accordingly (Awad and Nassat, 2010). In the ideal case, the conditions for a "win-win" saustion in a coordination mechanism are sought Considering the significance of the challenges induced by the global recasaties of today's business environment, many multinations staned questioning the process, potential impacts and benefits of traditional business models with respect to the aberrative coordinative supply chain design models through the use of supply hubs. Through such assessments, the effects of these approaches on the supply chain performance are wo questioned and quarefed within the scope, cument supply chain design is assessed and atemative re-design aternatives with the use of supply hubs are analyzed. Typically production, transportation and inventory management processes are considered as part of such an assessment. This assessment includes making decisions on several logistics activities like production, transportation and order batch sizes as well as their frequencies and scheduling arrangements. A more specific emphasis is put on physical distribution of products throughout the supply chain channels (Cooper et al. 1997: Lambert and Cooper 2000 Daugherty, 2011) and diferent insights to develop strategies for improving the channel distribution and service levels at downstream activities are provided 10 10 10 18 PL 2450 MERALD EMERGMANETS CAGE ETUDES PAGE Anational company opinga sevana gors and sing tang markt wordeamong those that ce such an assunto one of is one of the othe geal giobal companies of its sector in the world and among the me ders. The baness organization of this mutnational company iss tregons of marudachuring facities in a group based on the geogra add with resp proves are paceived as the members of the same region. The management of globaly dispersed facilities and the serviceability of the regiona for each region, one feoilty is apported in the leader. The sad faciones and among the highest volume and best expertise ones for each region Lead actories support other regional facilities by providing strategic and wchnical spoor when necessary Despite t regional dispersion at the highest level, a cerrazed sucure dominates the whole system. The store, athough facilities manags their operations individually, m decisions are taken cenerally for some strategic issues to achieve bements on economies of scare, such as on purchasing or transportation to this end agreements with the suppliers and transportation companies are regnated globaly for each product. From a supply chain perspective, each region consists of multiple manufacturing facies providing mumpie products from multiple suppliers The company has six main gions wonded Each manufacturing facitly assigned to one of the six main regions The ad factory of Middle East and Africa (MEA) regos raises an assessment need of the current business model due to long lead time suppliers of high-cost materials. The main bottenecks of this systers are that the manufacturers in the region tie up huge amount cash very eany in advance to inventories and keep high levels of inventory from such materials However, in recent years, competitiveness concems increased the importance of beter cash low management and texbrity improvement effons which poses a signitcant bottleneck especially for such international companies having global suppliers, honce with long lead times. This becomes an even crucial task when such expensive products Bransported from long distance suppliers are considered. High inventories from such materials are kept or stock outs arousing from the supply of long distances occur. This also eads to early decisione given along the chain as well as long response times against uncertainbes. For example, in case, some problem requiring a rush order occurs, supplier is around eight wenks away. To cope with this, partes koep higher inventories and thus lie huge amount of cash tied to inventory, which ends up with poor cash flow management and less free cash amounts along the chain Accordingly, a need for development in the business model of this region is triggered by expensive products purchased from suppliers with long-lead times. The management team of the lead factory in Turkey inevitably starts to question whether it is feasibile to switch to a new business model that is proposed by one of the directors, which involves a redesign of the supply chain for this specific region, MEA There are six manufacturers in the MEA region, each serving to the related market for achieving local market advantage. The locations of the facilities are determined based on market segmentation. These manufacturing facilities are located in Egypt, South Africa, Iran, Tanzania, Jordan and Turkey Turkay facility is appointed as the leading manufacturer in es region The manufacturing processes are carried out in-house, are not outsourced from other faciles and the operations are managed individually. However, lead factory, Turkey, provides strategic and technical support to other manufacturers when necessary. The regional manufacturers purchase a number of materials from suppliers. These materials can be cast into two main categories. The first group faces frequent changes due to changing market conditions or rules and regulations. For example, for a specific material group, around ton material changes, which affect production are realized within a year. On the other hand, second group of materials are the more commonly used ones at manufacturers. This group of materiais faces rare changes; therefore, the volume of material acquired from suppliers over a year is almost constant. Managers realize that materials in the second group are characterized by constant demand, are high volume - high unit priced products which are purchased from long distance suppliers and these drive main part of the costs as well as main volume of operations. Therefore, the decisions are usually taken by focusing on this second group Commonality of the product groups makes it possible to view almost constant deterministic demand from the suppliers' side and this eliminates obsolescence sy Mchangang water serving to the manufactu seadingography rey Chen the UK the USA My Spar Amandrance The company o aces the problems with Then the management ha reconly decided to H ay bay pries Sp noforming sing song in eerty Ser in one of the regulangan mengs, M Dipy that the company should con augmenting the supply and them ply He decussed that the ho can be used to conacks and the commonly used expeneve materiale purchased from long distance spers who pags and more efficient supply chain menegemen He arged the mat operational nas to all supply chain parers as there will be angle t che ce lewe, a imted number of hubs each one regional manulicum will face How Production Drachan argued at the sterative model wh bring addal to the where then as il adds mediate elorage locations to the sppy than Ha point was that the por costs will increase with crossed number of shmans supplans to manufacturers over suppy hube. He estimated mat vaporation can, comoms and agences ooste at well at hanging costs will almost be doubled The gumont was favored by other team members whereas a different insight is sed by Mrs Aman who is the Marketing Drector She said that this would be possible by the point of astocanone of eventory is manufacturers demands from the suppliers the aggregate inventory in the supply tub Aggregate inventory kept at the supply hubs can provide risk pooling for all cities of the region She emphasund that this will be cove uncertainty situations and reduce the response sine to demoned changes as well. Her point was that hit aternative medel will ret only enhance coeators or market respon also support risk management the supposed her idea by giving an ap frequently faced staten pro by For authode uteg an entry which is aucuned to meet witting adal aangesprovals or peperwin to process is to manage in w men Me Opeyed took out for Mis Aman's paint and added that the consolidated shipments from supplers to supply tube will improve the negotiation power of the suppliers towards third party ingates providers in terms of transponation rates. But, these arguments were not sufficient to convince Mr Hakan. He pointed out that an acdiconal cast for operating and ting supply hubs will be added over and this cannot be neglected. This part of the discussion to the attention of the Chief Finance Officer, Mrs Yurt She commented that, on the other hand, the invoicing of the materials will be postponed to point of departure from supply hub liom the point of departure from supplier, which will potentially improve the cash frow management of the region in general. This brainstorming atmosphere among the directors was shattered by a comment of the Purchasing Manager, Mrs Korkut. Whatever the case!!! You cannot convince any supplier for such a model Chief Executive Officer Mr Tok interrupted this discussion and stated that this alternative is worthwhile considering The management team agreed to meet by the next Friday, 16 September to quantify pros and cons of both models in detail and review structural differences as a first attempt The main question in Mr Tok's mind was that "Will the benefits of alternative model cover the associated pittats or is it better to continue with the current tradisional model? He further needs to assess whether to switch to a business model with the use of supply hubs will work for the supply chain of the whole region or not The next Friday, the management team meeting started with the presentation of Mr Hakan, brielly reviewing the foundations of the current business model. He presented that, in the traditional business model, on the manufactures side, the manufacturers decide on the quantity of their orders and on the time interval between issuances of two consecutive orders. Note that it is the manufacturers, who decide on the quantity and time interval of the shipments from the suppliers to the manufacturers. The contracts between the suppliers and manufacturers are based upon the ex-works sales of the products. Besides, invoices for VOL 1 NO 2 EMERALD ENERGING MARKETS CASE STUDES PAGE 3 reppersThis en plus the cated ecured by the mache cycle at the manufac coration cast, inverte ving co per un beach supp ency of ensucion nuns Production schedu by the su spe, which come w determines the production prod. Simey gente a producion cst and invertory hoding coper un www.cat, use and an super The protermale of Man was followed by the premation of Mr Orpen pro an aterrave. The alternative model amoti vonion of the adonal mods with inclusion of supply hubs. He explained that in the afternative model, perfectory inmation on the supply hubs is assumed to be available for each supper. This is the decision making authority within that part of the supply chan, to be camed out by the suppliers The toal cost of a manufacturer is composa of inventory goed that occurs du the varory kept at the manufacturers location, transportation cost that occurs due to the shes to the manufacturers from the supply hub, recoling cost of shipments ed from the supply b, customs and agencies cost for payments to related parties for the shipments received and ordering cost which occurs due to an ordered to the supply Pub. Temporasen cast from the supply hue to the manufacturers included because of the and works so that imples a delivery at the supply tub proses Transportation of mates from suppliers to supply hub managed exclusively by tipples The associated costs are the voced to manufacturers. The cost incurred by a supplier le composed of eventory carrying cost that occurs due to the Sicc aventory weat at the supplers ocation, the opportunity coat that occurs due to money up to the inventory kept at the supplers and al al supply hubis location, the production cost solated with production reared at the suppliers enty, the transportation cost of shipments ested from the suppler to the supply hub and finally, the supply hub cost for hiring and operating a fub as a warehouse for vernory secoing and denibution purposes. The alternative model involves an additional transportation cost gonerated at the supplier's se for the shipments from the suppler to the supply hub in the stomative model suppliers are the owners of the products und the products are shipped from the supply hub to the manufacturers. Those will then be reiniciced to the manufacturers or reflected to the sams price as markups. The suppler decides the frequency of shipments from its facility to the supply hub as well as on quarcity of these shipments Le in the traditional case, production lot sure and frequency of production rune are also decided by the supplier in the alternative model the opportunity cod of the supplier induces the opportunity cost of inventory held at Pub Suppliers incur an opportunity cost for holding inventory at their own side as well as al the hub side. This is mainly related with the fact that is the suppliers who own the inventory. af supply hub Mr Tok concluded that, though this picture shows the main differences between the structures and cost components of the both models, it was not sufficient for the management team to make a decision. They at agreed that, in order to make a clear quantitative assessment to outine e such a re-design will improve the effectiveness as well as efficiency of the whole system, relevant costs and cash flow figures of each model need to be analyzed in details first. A comprehensive picture can only be outined aher a comparison analysis is carried out between the costs of each model. Therefore, the tears decided to meet on 15 October to review the case with additional information on critical decision variables and total costs of each party for both models With joint work by related teams on this issue, on 15 October, the company identified cost figures of each model as well as optimal location of a single supply hub for MEA region. Although the optimal number of supply hubs turned out to be two, the managers later agreed that it is better for such a long-term decision to start with assessing to work with a single hub at first Therefore, related figures were calculated accordingly The cost figures of the traditional model are presented in the meeting shown in Table L NG MARKETS CASE STUDES 190 1201 Having reviewed the structure of the supply chain of the MEA region, the process frameworks of traditional and alternative business models as well as the associated costs, decisions and responsibilities, the management team will now analyze the case, discuss and asses which model will be better for MEA region to proceed for long-term or how an appropriate way can be followed to negotiate with the regional manufacturers, global management and suppliers, if a decision is given to switch to an alternative model of a supply hub and how to convince them all? Having reviewed the structure of the supply chain of the MEA region, the process frameworks of traditional and alternative business models as well as the associated costs decisions and responsibilities, the management team will now analyze the case, discuss and asses which model will be better for MEA region to proceed for long-term or how an appropriate way can be followed to negotiate with the regional manufacturers, global management and suppliers, if a decision is given to switch to an alternative model of a supply hub and how to convince them all