Question: Assignment questions - Quality Improvement: Problem Solving 121 0 CASE STUDY 4.2 through the holes and then tighten. Assemblers complain of stripped bolts and snug
Assignment questions -
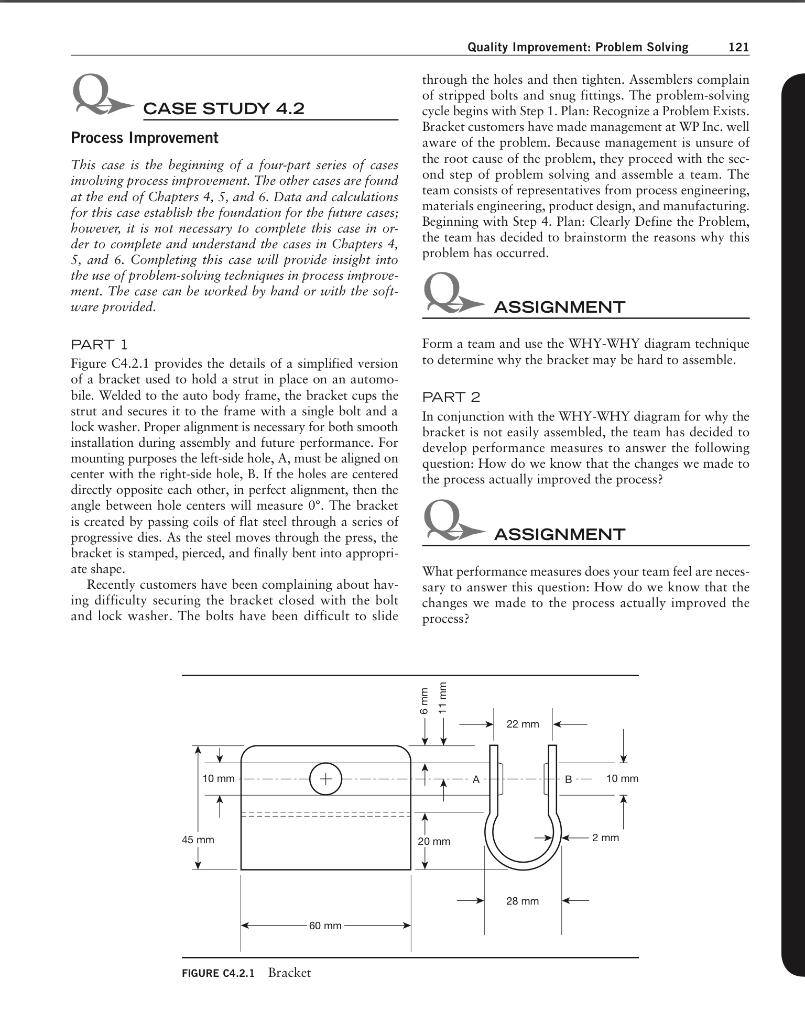
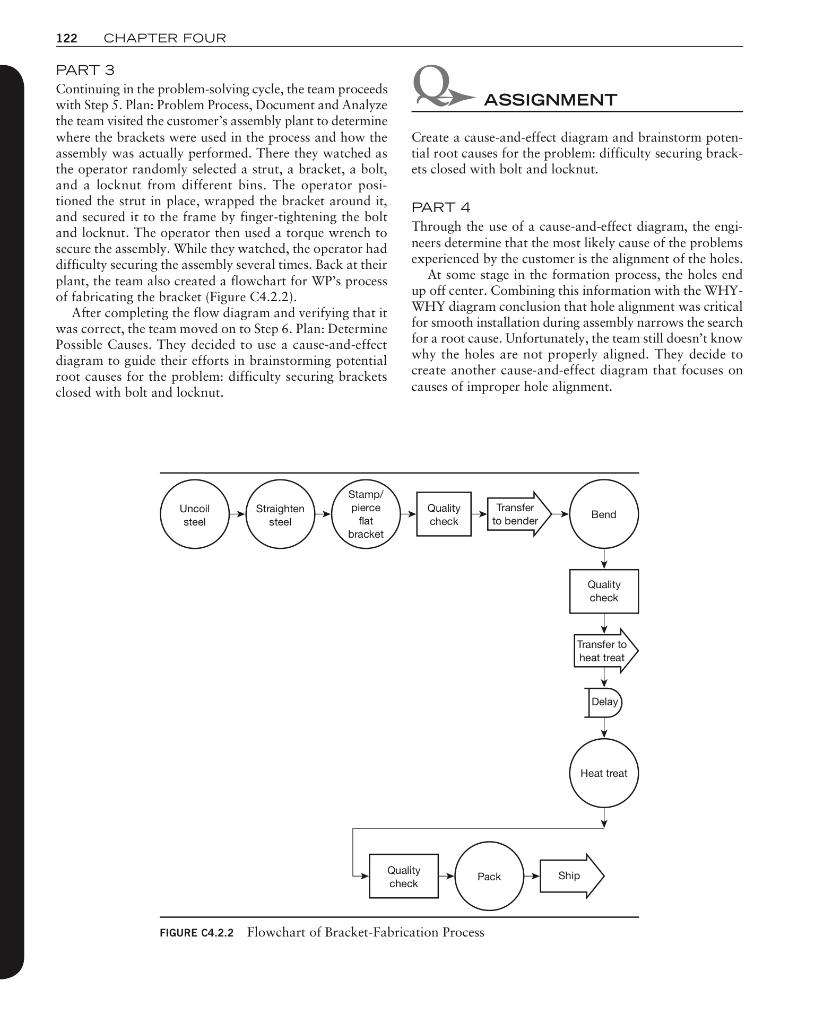
Quality Improvement: Problem Solving 121 0 CASE STUDY 4.2 through the holes and then tighten. Assemblers complain of stripped bolts and snug fittings. The problem-solving cycle begins with Step 1. Plan: Recognize a Problem Exists. Bracket customers have made management at WP Inc. well aware of the problem. Because management is unsure of the root cause of the problem, they proceed with the sec- ond step of solving and assemble a team consists of representatives from process engineering, materials engineering, product design, and manufacturing. Beginning with Step 4. Plan: Clearly Define the Problem, the team has decided to brainstorm the reasons why this problem has occurred. Process Improvement This case is the beginning of a four-part series of cases involving process improvement. The other cases are found at the end of Chapters 4, 5, and 6. Data and calculations for this case establish the foundation for the future cases; however, it is not necessary to complete this case in or- der to complete and understand the cases in Chapters 4, 5, and 6. Completing this case will provide insight into the use of problem-solving techniques in process improve- ment. The case can be worked by hand or with the soft- ware provided. a team. The ASSIGNMENT Form a team and use the WHY-WHY diagram technique to determine why the bracket may be hard to assemble. PART 1 Figure C4.2.1 provides the details of a simplified version of a bracket used to hold a strut in place on an automo- bile. Welded to the auto body frame, the bracket cups the strut and secures it to the frame with a single bolt and a lock washer. Proper alignment is necessary for both smooth installation during assembly and future performance. For mounting purposes the left-side hole, A, must be aligned on center with the right-side hole, B. If the holes are centered directly opposite each other, in perfect alignment, then the angle between hole centers will measure 0. The bracket is created by passing coils of flat steel through scrics of progressive dies. As the steel moves through the press, the bracket is stamped, pierced, and finally bent into appropri- ate shape. Recently customers have been complaining about hav- ing difficulty securing the bracket closed with the bolt and lock washer. The bolts have been difficult to slide PART 2 In conjunction with the WHY-WHY diagram for why the bracket is not easily assembled, the team has decided to develop performance measures to answer the following question: How do we know that the changes we made to the process actually improved the process? ASSIGNMENT What performance measures does your team feel are neces- sary to answer this question: How do we know that the changes we made to the process actually improved the process? wa 11 mm 22 mm 10 mm A B 10 mm 45 mm 20 mm 2 mm 1 28 mm 60 mm FIGURE C4.2.1 Bracket 122 CHAPTER FOUR Q ASSIGNMENT team Create a cause-and-effect diagram and brainstorm poten- tial root causes for the problem: difficulty securing brack- ets closed with bolt and locknut. PART 3 Continuing in the problem-solving cycle, the team proceeds with Step 5. Plan: Problem Process, Document and Analyze the visited the customer's assembly plant to determine where the brackets were used in the process and how the assembly was actually performed. There they watched as the operator randomly selected a strut, a bracket, a bolt, and a locknut from different bins. The tioned the strut in wrapped the bracket around it, and secured it to the frame by finger-tightening the bolt and locknut. The operator then used a torque Wrench to secure the assembly. While they the operator had difficulty securing the assembly several times. Back at their the team also created a flowchart for WP's process of fabricating the bracket (Figure C4.2.2). After completing the flow diagram and A verifying that it was correct, the team moved on to Step 6. Plan: Determine Possible Causes. They decided to use a cause-and-effect diagram to guide their efforts in brainstorming potential root causes for the problem: difficulty securing brackets closed with bolt and locknut. PART 4 Through the use of a cause-and-effect diagram, the engi- neers determine that the most likely cause of the problems experienced by the customer is the alignment of the holes. At some stage in the formation process, the holes end up off center. Combining this information with the WHY- WHY diagram conclusion that hole alignment was critical for smooth installation during assembly narrows the search for a root cause. Unfortunately, the team still doesn't know why the holes are not properly aligned. They decide to create another cause-and-effect diagram that focuses on causes of improper hole alignment. Stamp/ Uncoil steel Straighten steel plerce Quality check Transfer to bender Bend flat bracket Quality check 0-0-0-0-0- Transfer to heat treat Delay Heat treat Quality check Pack Ship FIGURE C4.2.2 Flowchart of Bracket-Fabrication Process Quality Improvement: Problem Solving 123 ASSIGNMENT Create a second cause-and-effect diagram that focuses on the root causes of improper hole alignment. holds the flat bracket in place during the bending operation does not securely hold the bracket in place. Changing the bracket fixture will be a relatively expensive undertaking. Although the engineers feel this change would eliminate the root cause of a problem as part of Step 7. Do: Iden- tify, Select, and Implementing the Solution, the team has decided to create a force-field analysis before going to man- agement to request funding to make the change. would con ruby ASSIGNMENT PART 5 At this point in the problem-solving process, it would be appropriate to use statistical information to determine whether the holes are truly not properly aligned. The team confirm their suspicions during the next production by having the press operator take samples and measure between the centers of the holes for each sample. This data would then be utilized to create a create a histogram and compare the process performance with the specification for the angle between insert hole A and insert hole B of 0.00 with a tolerance of +0.30. Hole alignment problems are confirmed through the use of histograms in Case Study 4.2, should you choose to use it. Histograms are one of the problem-solving techniques discussed in Step 6. Create a force-field analysis that describes the forces driv- ing the change to the fixture as well as the forces prevent- ing the change from happening. Use your imagination; problem solving is never as simple as "spend money." ASSIGNMENT Determining Possible Causes Assuming that hole alignment problems exist and are measurable, the team continues with their investigation. By studying the process, they determined that the fixture that Describe the remaining steps that the team would take to finish the problem-solving process and ensure that the problem does not return


