

Question: Case Introduction to the Facility The 200,000 sq. ft. facility shown in Figure 1 has been manufacturing flanges in Indianapolis, IN for the past 50
Case
Introduction to the Facility
The 200,000 sq. ft. facility shown in Figure 1 has been manufacturing flanges in Indianapolis, IN for the past 50 years.
Flanges are bolted, steel plates used to connect pipes with one another. Manufacturing of flanges consists of five operations: (1) hot forging; (2) batch normalizing; (3) turning; (4) drilling; and (5) assembly. As is typical of a facility of this age, all production assets are fully depreciated. To address some issues within the facility, senior management has asked for a present-state VSM covering all aspects of flange manufacturing, from incoming raw materials to outgoing finished products. Management has likewise asked for a future-state VSM to address any issues uncovered.
Outgoing Logistics
Flanges made in the factory are shipped to the companys distribution center in Muncie, IN (Figure 2).
The distribution centers standing 12,000-piece weekly production order is issued to the factory through SAP (enterprise resource planning software). The logistics department arranges for pick-up from the factorys finished product warehouse every Friday at the end of the production shift for evening delivery to Muncie. Recently, the logistics department at the distribution center has been complaining about excessively long manufacturing lead times as compared to the industry standard of two weeks.
Incoming Logistics
The factory manufactures flanges from steel bars (Figure 3). Each bar weighs 94 kg and costs USD 88 (excluding delivery fee). The steel bar supplier is located in Gary, IN. The bar vendor is capable of delivering every week, every two weeks, every three weeks, and so forth. The purchasing department issues a purchase order (PO) through SAP for 1,000 steel bars to be delivered every four weeks. The transportation cost is USD 300 per truckload. A single truck can carry 20,000 kgs of bar.
Every week, the purchasing department at the flange manufacturer sends a USD 700 PO for a single pallet of 25,000 screws. Of that amount, USD 500 is for screws (i.e., USD 0.02/screw). The courier charges USD 200 per pallet delivered. Pallets can hold up to 25,000 screws. The distributor, which is located in Evansville, IN, is only able to offer weekly pallet shipments to Indianapolis out of its warehouse (Figure 4).
Presently, there are 1,000 steel bars and 100,000 screws in the raw materials warehouse at the factory. The carrying cost of steel bar inventory is 3% of the total amount spent on bars in inventory (excluding transportation cost). The annual carrying cost of screws is, likewise, 3% of the total amount spent on screws inventory (excluding transportation cost). Delivery of bars from the vendor in Gary has been an issue. On average, shipments are one day late. Screws, however, are always delivered on time.
Manufacturing Operations
The flange-making factory is open 50 weeks per year, five days per week, eight hours per shift, and three shifts per day. The production office does not plan for processes to be running for all eight hours in a shift. Actual production time available is assumed to be at 85% overall equipment efficiency (OEE).
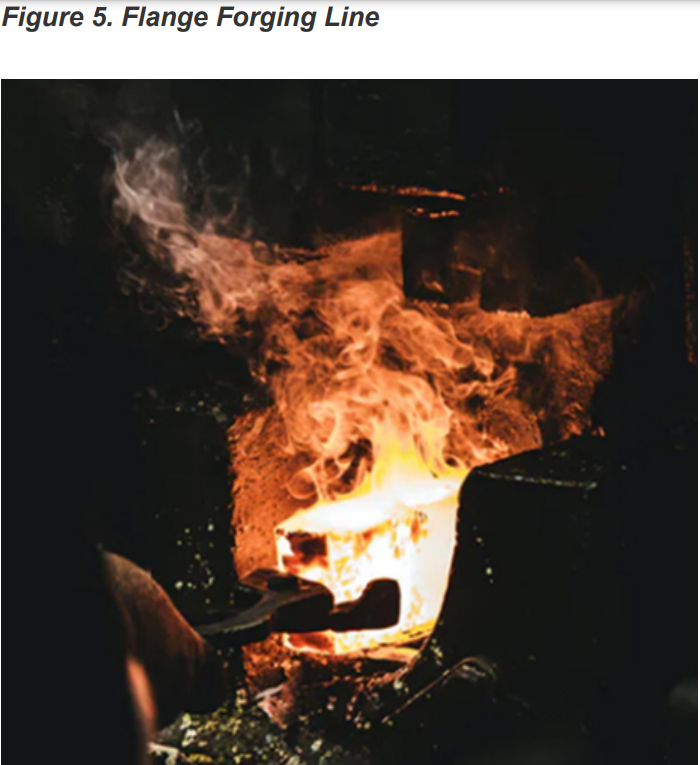
Hot Forging
In the hot forging department, one flange is made from 2 kg of bar stock (not including scrap). Forging involves three steps: (1) induction heating bar to 300 C (see Figure 5); (2) shearing bar into segments of appropriate length; and then (3) closed die shaping segments. The factorys two bar forging lines were purchased for USD 500,000 each. Each line is run by a single operator and runs a 90-second cycle time. Uptime in the forging department averages 94%. Scrap is 3%.
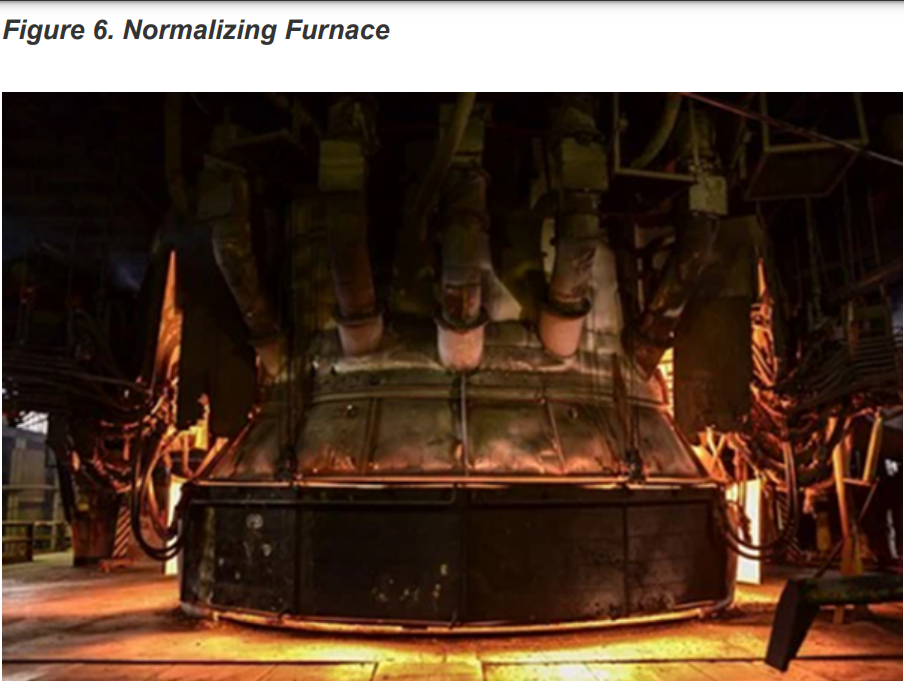
Batch Normalizing
After forging, steel grains making up the flange are too distorted for machining. Parts must be cooled for a day and then transferred into steel tubs for a batch heat-treating process called normalizing. Approximately 200 parts fit into a tub. The normalizing furnace (as shown in Figure 6) was purchased for USD 1,000,000. Depreciation was done on a straight-line basis over 10 years, as is standard at the facility. One person operates the furnace and is capable of processing 250 kg per hour. Uptime is 100%. After normalizing, parts must be placed in a holding area for at least one day to allow them to reach room temperature for subsequent machining.
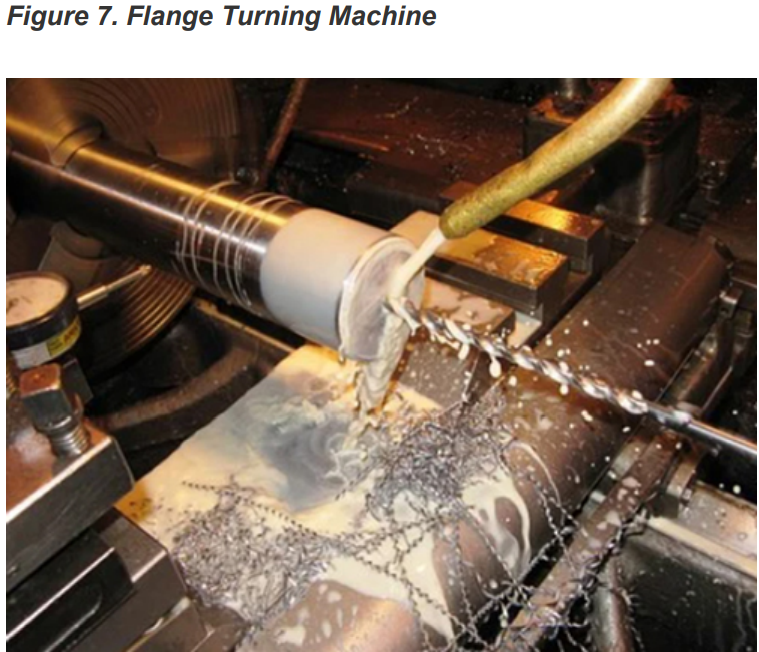
Turning
Turning is done on the opposite side of the factory from normalizing and drilling. This is because only the side of the factory where turning is located is plumbed for turning coolant. The turning department has three machining centers (Figure 7), each operated by a single machinist. One turning center costs USD 250,000. Cycle time per machine is 80 seconds. Average uptime in the turning area is 99%. Scrap is 2%.
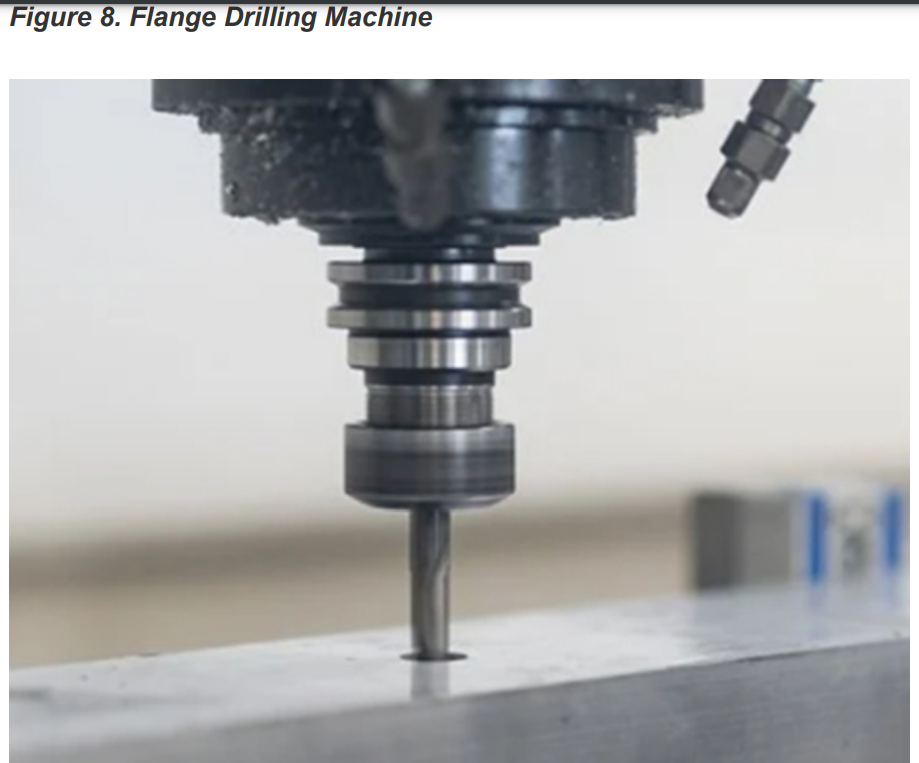
Drilling
After machining, flange holes are drilled (Figure 8). The factory has six computerized numerical controlled (CNC) drills. Each was purchased for USD 100,000. It takes 160 seconds to drill (and tap) four screw holes. Drilling is highly automated and located adjacent to assembly. One operator runs all six drills. Average uptime in the turning area is 99%. Scrap is 0.5%.
Assembly
The assembly process consists of placing one screw through each of the four drilled holes in a flange. This process is slow and requires very little skill. One worker can assemble a flange in 120 seconds, and six people (Figure 9) work in assembly each shift. Assembly workers earn USD 10 per hour. Workers in all other departments earn USD 15 per hour. Average assembly scrap is 1%.
Flow
Each of the five manufacturing departments is managed by a different cell leader who is in charge of overseeing the efforts of production teams. Daily, the production control analyst manually sends a production schedule to each cell leader. Some cell leaders have been complaining about lack of product flow. To ensure there is always enough information and work in progress (WIP) inventory flowing in the system, production planners have explained that they should not be responsible for determining the start and stop time of every production job in every department. Lean manufacturing principles require that subsequent (i.e., downstream) operations should determine when prior (i.e., upstream) operations start and stop in real time. Cell leaders agree.
Inventory
In addition to a lack of downstream pull, cell leaders blame long lead times on low WIP availability. In response, planners have now placed 45,000 forgings in front of normalizing. In front of turning, there are now 39,000 parts. In front of drilling, there are now 37,000 turned flanges. There are 25,000 parts presently awaiting assembly. To mitigate the risk that production issues could interfere with delivery, management does not want to be making parts during the present week for that weeks delivery. In response, planners have placed 50,000 flanges in the finished product warehouse. Although management is satisfied that inventory is being used to reduce delivery risk, they are worried about the negative impact inventory is having on profitability. After taking into account floor space, labor, and insurance, the cost of carrying WIP is 2% of inventory value at each point in the process. Value is determined by total material (excluding delivery) and labor cost required to make a finished flange discounted by percentage work completed at each step. Table 1 breaks down percentage of work completed making flanges at each step in the manufacturing process.
Table 1. WIP Valuation
| WIP | % completed |
| Post forging | 50 |
| Post normalizing | 60 |
| Post turning | 80 |
| Post drilling | 95 |
Finished flange inventory carrying cost is 4% of the finished flange inventory value in the warehouse. Value is determined by the total material (excluding delivery) and labor cost required to make a finished flange. A finished flange is sold to the distributor for USD 4.50.
Next Steps for VSM
Production planners at the factory are working diligently with cell leaders to understand why lead times are so long and weekly deliveries to the distribution center are coming up short. As requested by management, they will create a present-state VSM and a future-state VSM to identify problems and then find a resolution. Although funds are limited because of lower-than-expected profits last year, management recognizes that overcoming issues will likely cost money. Current and future-state VSMs should, therefore, include profitability calculations.
Questions: C2Q1 - Create a present-state Vale Stream Map (VSM). C2Q2 Perform an assessment of the present-state VSM. Identify, discuss, and if applicable, quantify any problems or areas for improvement.
C2Q3 Create a future-state VSM. Discuss how the future-state VSM corrects deficiencies found in the present-state VSM. Quantify any impacts on lead time or profitability.
Figure 1. Flange Factory Figure 2. Distribution Center Figure 3. Steel Bars Made at Supplier Figure 4. Screw Vendor's Warehouse Figure 6. Normalizing Furnace Figure 7. Flange Turning Machine Figure 8. Flange Drilling Machine Figure 9. Flange Assembly Line
Step by Step Solution
There are 3 Steps involved in it

Get step-by-step solutions from verified subject matter experts