

Objective: 1. To familiarize the student with random error and bias in laboratory measurements (ruler, Vernier...
Fantastic news! We've Found the answer you've been seeking!
Question:

Transcribed Image Text:
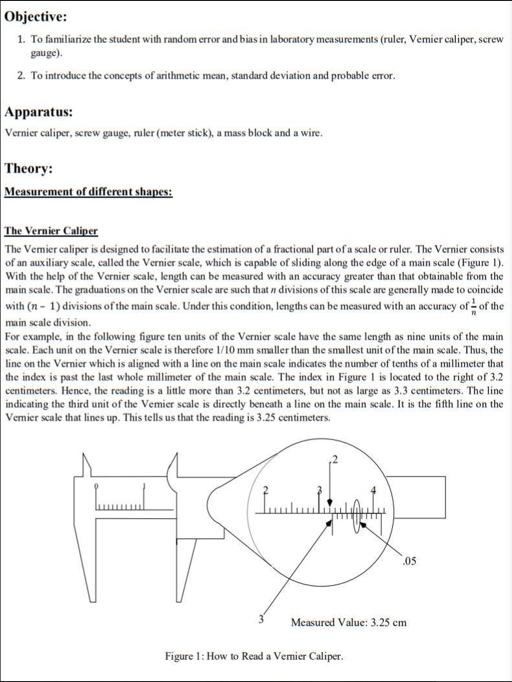
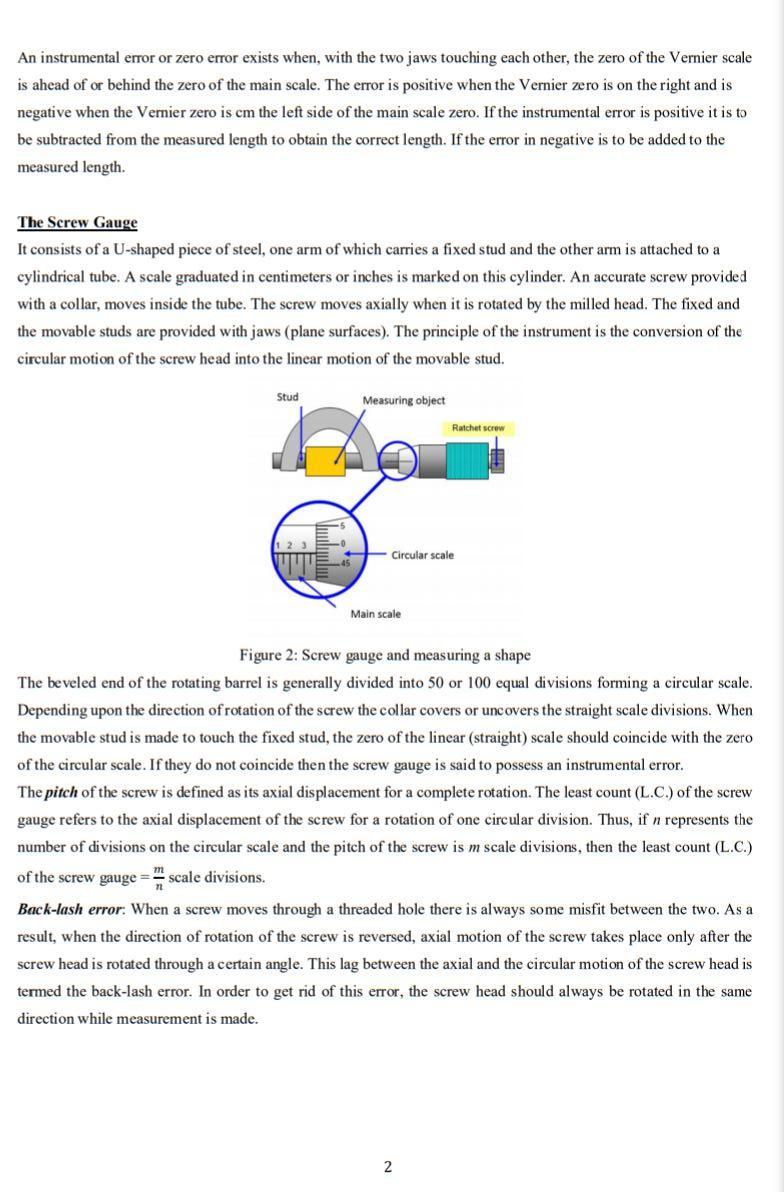
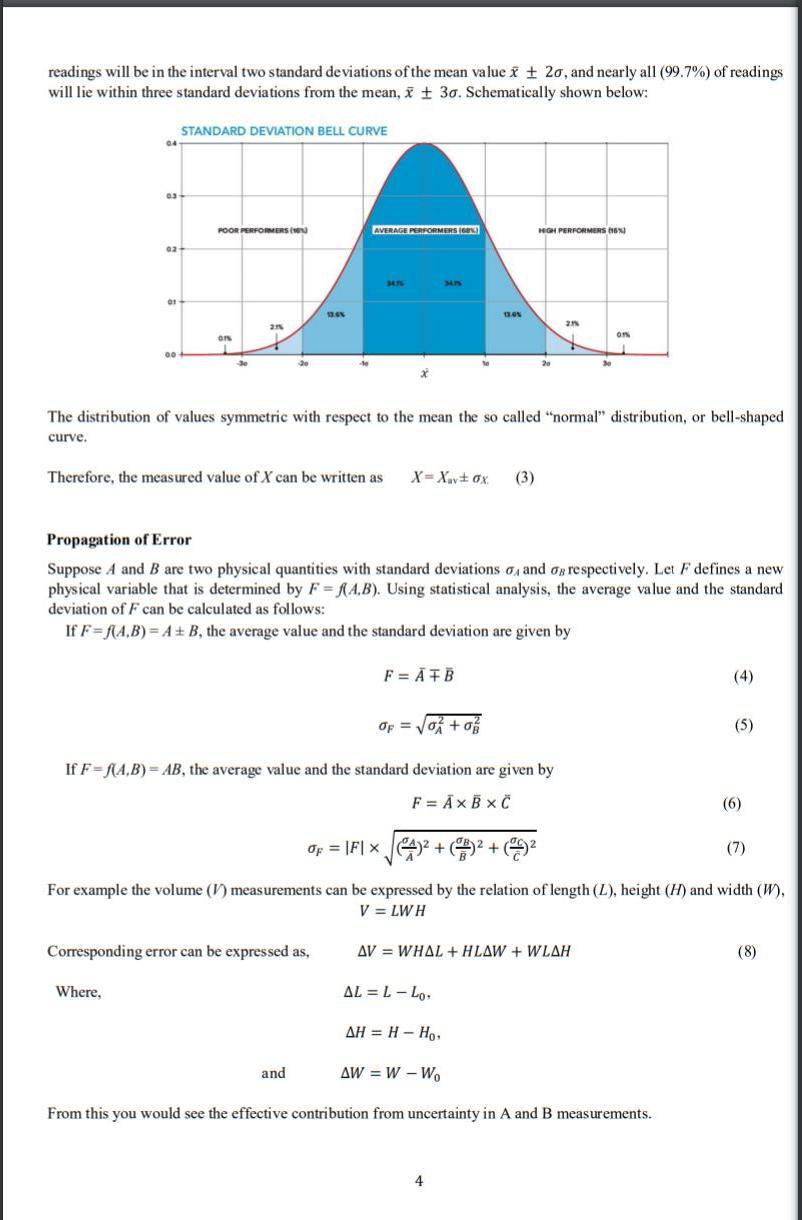
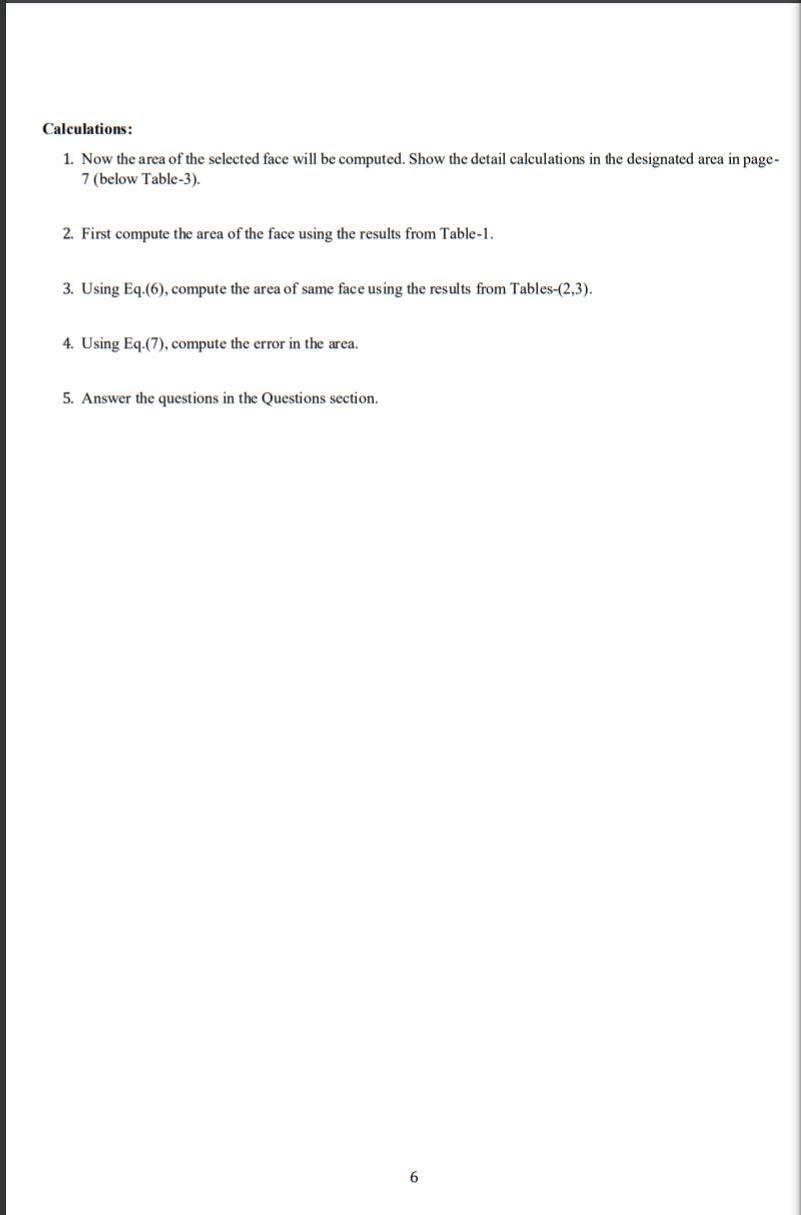
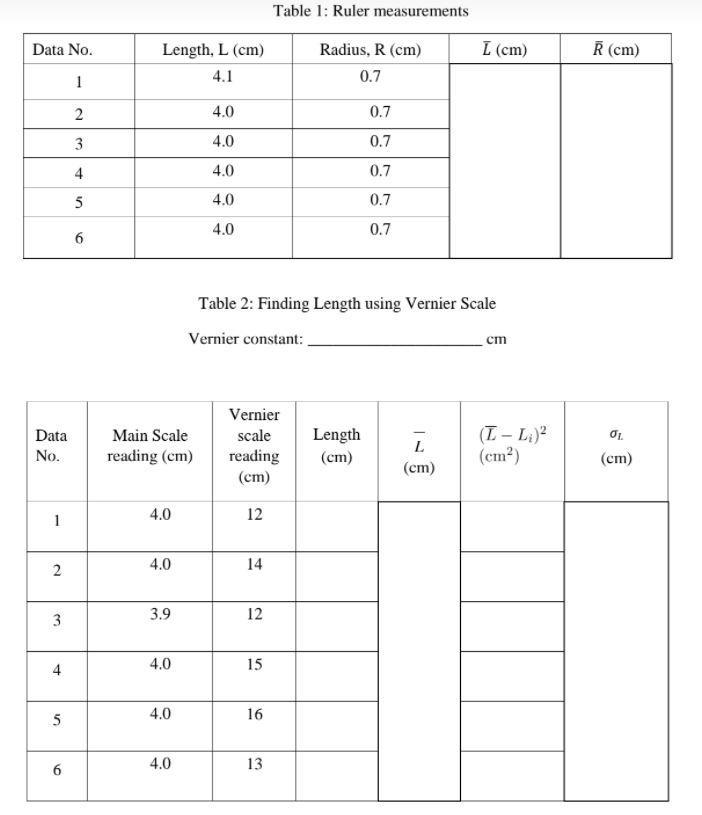
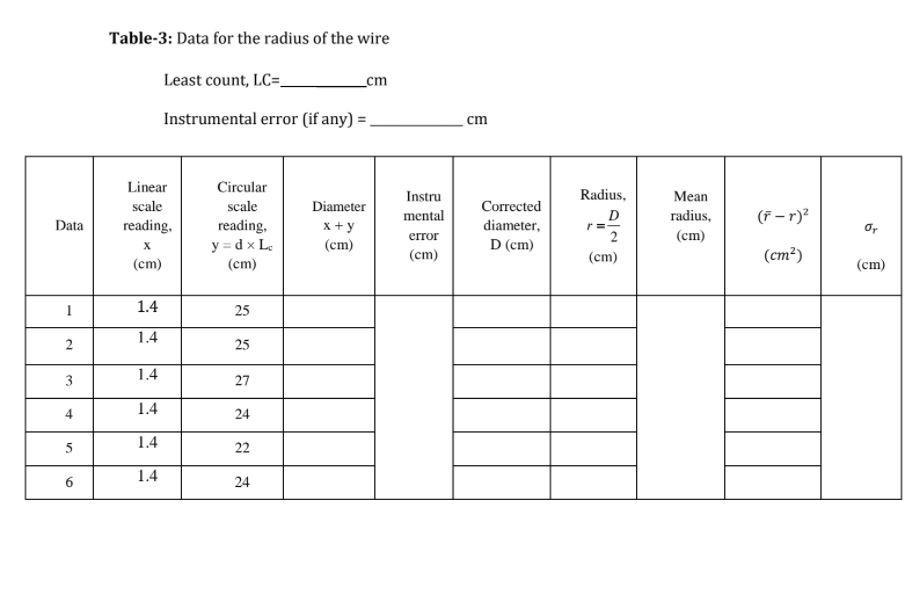
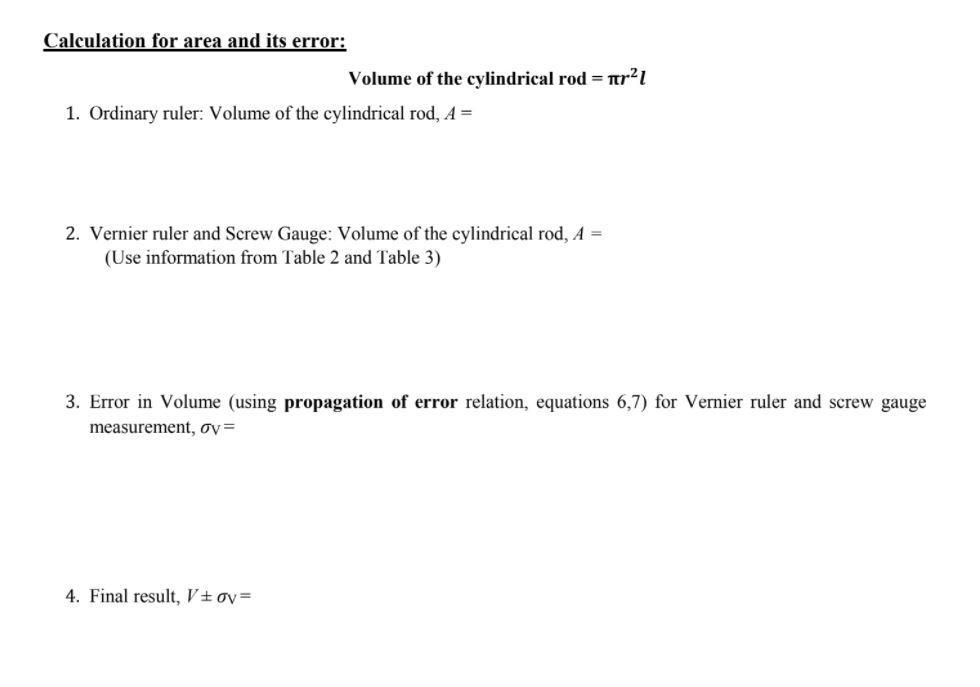
Objective: 1. To familiarize the student with random error and bias in laboratory measurements (ruler, Vernier caliper, screw gauge). 2. To introduce the concepts of arithmetic mean, standard deviation and probable error. Apparatus: Vernier caliper, screw gauge, ruler (meter stick), a mass block and a wire. Theory: Measurement of different shapes: The Vernier Caliper The Vemier caliper is designed to facilitate the estimation of a fractional part of a scale or ruler. The Vernier consists of an auxiliary scale, called the Vernier scale, which is capable of sliding along the edge of a main scale (Figure 1). With the help of the Vernier scale, length can be measured with an accuracy greater than that obtainable from the main scale. The graduations on the Vernier scale are such that n divisions of this scale are generally made to coincide with (n-1) divisions of the main scale. Under this condition, lengths can be measured with an accuracy of of the main scale division. For example, in the following figure ten units of the Vernier scale have the same length as nine units of the main scale. Each unit on the Vernier scale is therefore 1/10 mm smaller than the smallest unit of the main scale. Thus, the line on the Vernier which is aligned with a line on the main scale indicates the number of tenths of a millimeter that the index is past the last whole millimeter of the main scale. The index in Figure 1 is located to the right of 3.2 centimeters. Hence, the reading is a little more than 3.2 centimeters, but not as large as 3.3 centimeters. The line indicating the third unit of the Vemier scale is directly beneath a line on the main scale. It is the fifth line on the Vemier scale that lines up. This tells us that the reading is 3.25 centimeters. HO .05 Measured Value: 3.25 cm Figure 1: How to Read a Vernier Caliper. An instrumental error or zero error exists when, with the two jaws touching each other, the zero of the Vernier scale is ahead of or behind the zero of the main scale. The error is positive when the Vernier zero is on the right and is negative when the Vernier zero is cm the left side of the main scale zero. If the instrumental error is positive it is to be subtracted from the measured length to obtain the correct length. If the error in negative is to be added to the measured length. The Screw Gauge It consists of a U-shaped piece of steel, one arm of which carries a fixed stud and the other arm is attached to a cylindrical tube. A scale graduated in centimeters or inches is marked on this cylinder. An accurate screw provided. with a collar, moves inside the tube. The screw moves axially when it is rotated by the milled head. The fixed and the movable studs are provided with jaws (plane surfaces). The principle of the instrument is the conversion of the circular motion of the screw head into the linear motion of the movable stud. Stud Measuring object Circular scale Main scale Ratchet screw Figure 2: Screw gauge and measuring a shape The beveled end of the rotating barrel is generally divided into 50 or 100 equal divisions forming a circular scale. Depending upon the direction of rotation of the screw the collar covers or uncovers the straight scale divisions. When the movable stud is made to touch the fixed stud, the zero of the linear (straight) scale should coincide with the zero of the circular scale. If they do not coincide then the screw gauge is said to possess an instrumental error. The pitch of the screw is defined as its axial displacement for a complete rotation. The least count (L.C.) of the screw gauge refers to the axial displacement of the screw for a rotation of one circular division. Thus, if n represents the number of divisions on the circular scale and the pitch of the screw is m scale divisions, then the least count (L.C.) of the screw gauge = scale divisions. m Back-lash error: When a screw moves through a threaded hole there is always some misfit between the two. As a result, when the direction of rotation of the screw is reversed, axial motion of the screw takes place only after the screw head is rotated through a certain angle. This lag between the axial and the circular motion of the screw head is termed the back-lash error. In order to get rid of this error, the screw head should always be rotated in the same direction while measurement is made. 2 Experimental Error: Accuracy is the degree to which a measurement agrees with an accepted value for those measurements. The accuracy of a measurement is dependent upon the production and calibration of the instrument. When an instrument is calibrated according to a reliable standard then measurement will be more closely aligned with the accepted value for that measurement. Measurement can be evaluated in absolute or relative terms. The absolute error is the absolute value of the difference between the accepted value and the measurement. This can be written as an equation as shown below. Absolute error = |Observed value - Accepted value E = |O-A This can be expressed as a percentage error also. The percentage error is the relative error. It is expressed in the following equation. Percentage Error = Theoretical value - Experimental valuex 100% Theoretical value Data can also be evaluated in terms of how measurements, which are made in the same manner, deviate from one another. The deviation of experimental data is dependent upon the reproducibility with which the experimenter can take data. This is known as precision and is evaluated in terms of absolute and relative deviation. Absolute deviation is the absolute value of the difference between the mean or average value and the measured value. This is expressed below in the equation. Absolute de viation = |Observed - Mean value] D₁ = 0 - M Another way to express the deviation or precision is as a percentage. This is the relative deviation and is expressed as follows. Relative deviation = Average absolute deviation 100% D, D x 100% Statistical theory states that the precision of a measurement can be determined using a quantity called the standard deviation, o. The standard deviation of a distribution of measurements is defined as follows: 0 = X = N (x₁ - x)² i=1 Σi=1 Xi N The standard deviation is a measure of spread. If the standard deviation is small, then the spread in the measured values about the mean is small, and so the precision in the measurements is high. The standard deviation is always positive and has the same units as the measured values. The significance of the standard deviation is this, suppose X is a physical variable, like mass, length, etc. The measurement of X may involve some error as discussed in the previous paragraph. 3 The standard deviation can be calculated using the relation above. Suppose, N number of trials has been taken to measure the value of X. If you now make one more measurement, you can reasonably expect with about 68% confidence that the new measurement will be within one standard deviation of the mean value x + 10, 95% of the readings will be in the interval two standard deviations of the mean value x ± 20, and nearly all (99.7%) of readings will lie within three standard deviations from the mean, x ± 30. Schematically shown below: 04 03 02 01 00 STANDARD DEVIATION BELL CURVE Where, POOR PERFORMERS (10%) 015 30 2.16 20 12.6% AVERAGE PERFORMERS (68%) Therefore, the measured value of X can be written as X = Xavtox (3) Corresponding error can be expressed as, and 3475 13.05% The distribution of values symmetric with respect to the mean the so called "normal" distribution, or bell-shaped curve. Op = √² +0² If F=f(A,B)=AB, the average value and the standard deviation are given by F = AX BXC HIGH PERFORMERS (16%) Propagation of Error Suppose A and B are two physical quantities with standard deviations and respectively. Let F defines a new physical variable that is determined by F= f(A,B). Using statistical analysis, the average value and the standard deviation of F can be calculated as follows: If F=f(A,B) = A + B, the average value and the standard deviation are given by F = AFB 20 AH = H - Ho, AW = W-Wo 2.1% 4 0.1% Op = |F|ײ+(²+(² For example the volume (V) measurements can be expressed by the relation of length (L), height (H) and width (W), V = LWH AV = WHAL + HLAW + WLAH AL = L - Lo From this you would see the effective contribution from uncertainty in A and B measurements. (4) (5) (6) (7) (8) nificant Figures cording to the discussion in the previous sections, it is clear that the accuracy of the measurement depends on the mber of trials in addition to other factors. The question is how many digits we need to keep in a calculation or asurement. There is no fixed answer, however, more digits means better accuracy. As for example, the numbers 2.0, 2.00, looks same. But 2.00 has better accuracy than 2. This feature is expressed by the notion of significant ures. The rule to find the significant figures in a number is the following: express the number in the scientific form abcd... a.bcd... × 10%, ere a,b,c,d etc are digits (i.e., 0,1,2,3,...). The number of nonzero digits before the exponential factor is called the nificant figure. That is, 2 is a one significant number, 2.0 a two significant number, 2.00 a three significant number, d so on. Similarly 2.05, 0.00375, 9.11 x 10-¹¹ are all three significant numbers. ocedure: 1. Measure the length and diameter of the cylindrical rod using your ruler. Use eyeball guessing to approximate the value when necessary. Record the values in Table-1. 2. Before using the Vernier Ruler, find the Vernier constant using the formula: Vernier constant = Value of the smallest division in the Main Scale Total number of divisions in the Vernier Scale 3. Measure the length using Vernier ruler and record in Table-2. Use eyeball guessing to approximate the value when necessary. 4. Note that each data will be calculated using the formula: Total Reading Main scale reading + Vernier Scale division x Vernier constant 5. Now put the block in between the jaws of the Vernier scale to measure the same length you used for ordinary ruler. Read the main scale and Vernier scale readings, and record these in the third and fourth columns in Table- 2. Compute the total reading using the formula given in the previous step and write these in the fifth column in the same table. 6. Compute the average length and record it in the sixth column in Table-2. Fill-up the seventh column and using Eq.(2), compute the standard deviation of the length measurement ( or simply called error in measurement), and write it in the last column in Table-2. 7. Each of you repeat the previous three steps to measure the average width and its error for the same faces (front and back), and fill-up Table-3 accordingly. 8. Find out the value of pitch (the distance along the linear scale traveled by circular scale when it is completed one rotation) and the total number of divisions of the circular scale of the screw gauge and calculate least count Pitch (m) (LC) using the formula Least Count = Total number of divisions in the circular scale (n) 9. If the pitch of the screw corresponds to one full scale division on the linear scale and the instrumental error is zero then the reading L of an object between the studs is given by, where I represents the linear scale reading and s represents the number of circular scale divisions, sth division coinciding with the reference line. 10. Now put the cylindrical wire between the studs of the screw gauge to measure the diameter. Read the main scale and circular scale readings. Compute the total reading using the formula given in the previous step and write these in the fifth column in the same table. 5 Calculations: 1. Now the area of the selected face will be computed. Show the detail calculations in the designated area in page- 7 (below Table-3). 2. First compute the area of the face using the results from Table-1. 3. Using Eq.(6), compute the area of same face using the results from Tables-(2,3). 4. Using Eq.(7), compute the error in the area. 5. Answer the questions in the Questions section. Data No. 1 2 3 4 5 Data No. 1 2 3 4 5 6 6 Length, L (cm) 4.1 Main Scale reading (cm) 4.0 4.0 3.9 4.0 4.0 4.0 4.0 4.0 4.0 4.0 4.0 Table 2: Finding Length using Vernier Scale Vernier constant: Vernier scale reading (cm) 12 14 12 15 Table 1: Ruler measurements Radius, R (cm) 0.7 16 13 0.7 0.7 0.7 0.7 0.7 Length (cm) L (cm) L (cm) cm (T-L₁)² (cm²) R (cm) 6 01. (cm) Data 1 2 3 4 5 6 Table-3: Data for the radius of the wire Linear scale reading. X (cm) 1.4 1.4 1.4 Least count, LC=_ Instrumental error (if any) = 1.4 1.4 1.4 Circular scale reading, y=dx L (cm) 25 25 27 24 22 24 _cm Diameter x + y (cm) Instru mental error (cm) cm Corrected diameter, D (cm) Radius, r= (cm) Mean radius, (cm) (F-r)² (cm²) Or (cm) Calculation for area and its error: Volume of the cylindrical rod = nr²l 1. Ordinary ruler: Volume of the cylindrical rod, A = 2. Vernier ruler and Screw Gauge: Volume of the cylindrical rod, A = (Use information from Table 2 and Table 3) 3. Error in Volume (using propagation of error relation, equations 6,7) for Vernier ruler and screw gauge measurement, ov= 4. Final result, V± ov= Questions: 1. How many of the length readings lie in the interval Lav± OL? 2. What fraction of the 6 readings is this? 3. How does the percentage compare with 68.3 % ? 4. Which is a more precise measuring tool: ruler or Vernier caliper? Why? Objective: 1. To familiarize the student with random error and bias in laboratory measurements (ruler, Vernier caliper, screw gauge). 2. To introduce the concepts of arithmetic mean, standard deviation and probable error. Apparatus: Vernier caliper, screw gauge, ruler (meter stick), a mass block and a wire. Theory: Measurement of different shapes: The Vernier Caliper The Vemier caliper is designed to facilitate the estimation of a fractional part of a scale or ruler. The Vernier consists of an auxiliary scale, called the Vernier scale, which is capable of sliding along the edge of a main scale (Figure 1). With the help of the Vernier scale, length can be measured with an accuracy greater than that obtainable from the main scale. The graduations on the Vernier scale are such that n divisions of this scale are generally made to coincide with (n-1) divisions of the main scale. Under this condition, lengths can be measured with an accuracy of of the main scale division. For example, in the following figure ten units of the Vernier scale have the same length as nine units of the main scale. Each unit on the Vernier scale is therefore 1/10 mm smaller than the smallest unit of the main scale. Thus, the line on the Vernier which is aligned with a line on the main scale indicates the number of tenths of a millimeter that the index is past the last whole millimeter of the main scale. The index in Figure 1 is located to the right of 3.2 centimeters. Hence, the reading is a little more than 3.2 centimeters, but not as large as 3.3 centimeters. The line indicating the third unit of the Vemier scale is directly beneath a line on the main scale. It is the fifth line on the Vemier scale that lines up. This tells us that the reading is 3.25 centimeters. HO .05 Measured Value: 3.25 cm Figure 1: How to Read a Vernier Caliper. An instrumental error or zero error exists when, with the two jaws touching each other, the zero of the Vernier scale is ahead of or behind the zero of the main scale. The error is positive when the Vernier zero is on the right and is negative when the Vernier zero is cm the left side of the main scale zero. If the instrumental error is positive it is to be subtracted from the measured length to obtain the correct length. If the error in negative is to be added to the measured length. The Screw Gauge It consists of a U-shaped piece of steel, one arm of which carries a fixed stud and the other arm is attached to a cylindrical tube. A scale graduated in centimeters or inches is marked on this cylinder. An accurate screw provided. with a collar, moves inside the tube. The screw moves axially when it is rotated by the milled head. The fixed and the movable studs are provided with jaws (plane surfaces). The principle of the instrument is the conversion of the circular motion of the screw head into the linear motion of the movable stud. Stud Measuring object Circular scale Main scale Ratchet screw Figure 2: Screw gauge and measuring a shape The beveled end of the rotating barrel is generally divided into 50 or 100 equal divisions forming a circular scale. Depending upon the direction of rotation of the screw the collar covers or uncovers the straight scale divisions. When the movable stud is made to touch the fixed stud, the zero of the linear (straight) scale should coincide with the zero of the circular scale. If they do not coincide then the screw gauge is said to possess an instrumental error. The pitch of the screw is defined as its axial displacement for a complete rotation. The least count (L.C.) of the screw gauge refers to the axial displacement of the screw for a rotation of one circular division. Thus, if n represents the number of divisions on the circular scale and the pitch of the screw is m scale divisions, then the least count (L.C.) of the screw gauge = scale divisions. m Back-lash error: When a screw moves through a threaded hole there is always some misfit between the two. As a result, when the direction of rotation of the screw is reversed, axial motion of the screw takes place only after the screw head is rotated through a certain angle. This lag between the axial and the circular motion of the screw head is termed the back-lash error. In order to get rid of this error, the screw head should always be rotated in the same direction while measurement is made. 2 Experimental Error: Accuracy is the degree to which a measurement agrees with an accepted value for those measurements. The accuracy of a measurement is dependent upon the production and calibration of the instrument. When an instrument is calibrated according to a reliable standard then measurement will be more closely aligned with the accepted value for that measurement. Measurement can be evaluated in absolute or relative terms. The absolute error is the absolute value of the difference between the accepted value and the measurement. This can be written as an equation as shown below. Absolute error = |Observed value - Accepted value E = |O-A This can be expressed as a percentage error also. The percentage error is the relative error. It is expressed in the following equation. Percentage Error = Theoretical value - Experimental valuex 100% Theoretical value Data can also be evaluated in terms of how measurements, which are made in the same manner, deviate from one another. The deviation of experimental data is dependent upon the reproducibility with which the experimenter can take data. This is known as precision and is evaluated in terms of absolute and relative deviation. Absolute deviation is the absolute value of the difference between the mean or average value and the measured value. This is expressed below in the equation. Absolute de viation = |Observed - Mean value] D₁ = 0 - M Another way to express the deviation or precision is as a percentage. This is the relative deviation and is expressed as follows. Relative deviation = Average absolute deviation 100% D, D x 100% Statistical theory states that the precision of a measurement can be determined using a quantity called the standard deviation, o. The standard deviation of a distribution of measurements is defined as follows: 0 = X = N (x₁ - x)² i=1 Σi=1 Xi N The standard deviation is a measure of spread. If the standard deviation is small, then the spread in the measured values about the mean is small, and so the precision in the measurements is high. The standard deviation is always positive and has the same units as the measured values. The significance of the standard deviation is this, suppose X is a physical variable, like mass, length, etc. The measurement of X may involve some error as discussed in the previous paragraph. 3 The standard deviation can be calculated using the relation above. Suppose, N number of trials has been taken to measure the value of X. If you now make one more measurement, you can reasonably expect with about 68% confidence that the new measurement will be within one standard deviation of the mean value x + 10, 95% of the readings will be in the interval two standard deviations of the mean value x ± 20, and nearly all (99.7%) of readings will lie within three standard deviations from the mean, x ± 30. Schematically shown below: 04 03 02 01 00 STANDARD DEVIATION BELL CURVE Where, POOR PERFORMERS (10%) 015 30 2.16 20 12.6% AVERAGE PERFORMERS (68%) Therefore, the measured value of X can be written as X = Xavtox (3) Corresponding error can be expressed as, and 3475 13.05% The distribution of values symmetric with respect to the mean the so called "normal" distribution, or bell-shaped curve. Op = √² +0² If F=f(A,B)=AB, the average value and the standard deviation are given by F = AX BXC HIGH PERFORMERS (16%) Propagation of Error Suppose A and B are two physical quantities with standard deviations and respectively. Let F defines a new physical variable that is determined by F= f(A,B). Using statistical analysis, the average value and the standard deviation of F can be calculated as follows: If F=f(A,B) = A + B, the average value and the standard deviation are given by F = AFB 20 AH = H - Ho, AW = W-Wo 2.1% 4 0.1% Op = |F|ײ+(²+(² For example the volume (V) measurements can be expressed by the relation of length (L), height (H) and width (W), V = LWH AV = WHAL + HLAW + WLAH AL = L - Lo From this you would see the effective contribution from uncertainty in A and B measurements. (4) (5) (6) (7) (8) nificant Figures cording to the discussion in the previous sections, it is clear that the accuracy of the measurement depends on the mber of trials in addition to other factors. The question is how many digits we need to keep in a calculation or asurement. There is no fixed answer, however, more digits means better accuracy. As for example, the numbers 2.0, 2.00, looks same. But 2.00 has better accuracy than 2. This feature is expressed by the notion of significant ures. The rule to find the significant figures in a number is the following: express the number in the scientific form abcd... a.bcd... × 10%, ere a,b,c,d etc are digits (i.e., 0,1,2,3,...). The number of nonzero digits before the exponential factor is called the nificant figure. That is, 2 is a one significant number, 2.0 a two significant number, 2.00 a three significant number, d so on. Similarly 2.05, 0.00375, 9.11 x 10-¹¹ are all three significant numbers. ocedure: 1. Measure the length and diameter of the cylindrical rod using your ruler. Use eyeball guessing to approximate the value when necessary. Record the values in Table-1. 2. Before using the Vernier Ruler, find the Vernier constant using the formula: Vernier constant = Value of the smallest division in the Main Scale Total number of divisions in the Vernier Scale 3. Measure the length using Vernier ruler and record in Table-2. Use eyeball guessing to approximate the value when necessary. 4. Note that each data will be calculated using the formula: Total Reading Main scale reading + Vernier Scale division x Vernier constant 5. Now put the block in between the jaws of the Vernier scale to measure the same length you used for ordinary ruler. Read the main scale and Vernier scale readings, and record these in the third and fourth columns in Table- 2. Compute the total reading using the formula given in the previous step and write these in the fifth column in the same table. 6. Compute the average length and record it in the sixth column in Table-2. Fill-up the seventh column and using Eq.(2), compute the standard deviation of the length measurement ( or simply called error in measurement), and write it in the last column in Table-2. 7. Each of you repeat the previous three steps to measure the average width and its error for the same faces (front and back), and fill-up Table-3 accordingly. 8. Find out the value of pitch (the distance along the linear scale traveled by circular scale when it is completed one rotation) and the total number of divisions of the circular scale of the screw gauge and calculate least count Pitch (m) (LC) using the formula Least Count = Total number of divisions in the circular scale (n) 9. If the pitch of the screw corresponds to one full scale division on the linear scale and the instrumental error is zero then the reading L of an object between the studs is given by, where I represents the linear scale reading and s represents the number of circular scale divisions, sth division coinciding with the reference line. 10. Now put the cylindrical wire between the studs of the screw gauge to measure the diameter. Read the main scale and circular scale readings. Compute the total reading using the formula given in the previous step and write these in the fifth column in the same table. 5 Calculations: 1. Now the area of the selected face will be computed. Show the detail calculations in the designated area in page- 7 (below Table-3). 2. First compute the area of the face using the results from Table-1. 3. Using Eq.(6), compute the area of same face using the results from Tables-(2,3). 4. Using Eq.(7), compute the error in the area. 5. Answer the questions in the Questions section. Data No. 1 2 3 4 5 Data No. 1 2 3 4 5 6 6 Length, L (cm) 4.1 Main Scale reading (cm) 4.0 4.0 3.9 4.0 4.0 4.0 4.0 4.0 4.0 4.0 4.0 Table 2: Finding Length using Vernier Scale Vernier constant: Vernier scale reading (cm) 12 14 12 15 Table 1: Ruler measurements Radius, R (cm) 0.7 16 13 0.7 0.7 0.7 0.7 0.7 Length (cm) L (cm) L (cm) cm (T-L₁)² (cm²) R (cm) 6 01. (cm) Data 1 2 3 4 5 6 Table-3: Data for the radius of the wire Linear scale reading. X (cm) 1.4 1.4 1.4 Least count, LC=_ Instrumental error (if any) = 1.4 1.4 1.4 Circular scale reading, y=dx L (cm) 25 25 27 24 22 24 _cm Diameter x + y (cm) Instru mental error (cm) cm Corrected diameter, D (cm) Radius, r= (cm) Mean radius, (cm) (F-r)² (cm²) Or (cm) Calculation for area and its error: Volume of the cylindrical rod = nr²l 1. Ordinary ruler: Volume of the cylindrical rod, A = 2. Vernier ruler and Screw Gauge: Volume of the cylindrical rod, A = (Use information from Table 2 and Table 3) 3. Error in Volume (using propagation of error relation, equations 6,7) for Vernier ruler and screw gauge measurement, ov= 4. Final result, V± ov= Questions: 1. How many of the length readings lie in the interval Lav± OL? 2. What fraction of the 6 readings is this? 3. How does the percentage compare with 68.3 % ? 4. Which is a more precise measuring tool: ruler or Vernier caliper? Why?
Expert Answer:

Related Book For 
Discrete Mathematics and Its Applications
ISBN: 978-0073383095
7th edition
Authors: Kenneth H. Rosen
Posted Date:
Students also viewed these physics questions
-
How many of the disjunctions p q s, p r s, p r s, p q s, q r s, q r s, p q s, p r s, and p r s can be made simultaneously true by an assignment of truth values to p, q, r, and s?
-
How many of the 16 different relations on {0, 1} contain the pair (0, 1)?
-
How many of the students are either seniors or biology majors? A group of 61 students has the following characteristics: 6 are biology majors and seniors 17 are biology majors and not seniors 12 are...
-
The AND function can be realized by using only n number of NOR gates. The value of nequal to
-
If you could order a cut of $100 billion in federal spending, which programs would you cut and why would you cut them?
-
You plan to conduct a survey to estimate the percentage of adults who have had chickenpox. Find the number of people who must be surveyed if you want to be 90% confident that the sample percentage is...
-
How do monotremes differ from other mammals?
-
The trial balance for Best Advisors Service on December 31, 2011, is as follows: The following information is also available: a. Ending inventory of office supplies, $300 b. Prepaid rent expired,...
-
Sakda runs a basketball program. On the first day of the season, 58 young women showed up and were categorized by age level and by preferred basketball position, as shown in the accompanying table....
-
Telstar uses job order costing. The T-accounts below summarize its production activity for the year. 1. Compute the amount for each of the following. a. Direct materials used b. Indirect materials...
-
Find the inverse function of f(x) = 10+. (x) =
-
I need to determine whether train cafe's are opening on time. There is currently no data that can tell me the opening time. I do have data that shows me the point of sale details including date and...
-
What is the yield on a bond that sold for $1102.50 (at time zero), that has a 10-year term, a 6.0% coupon rate with semi-annual payments, and a $1000 par value? (Students, this is a RATE problem, you...
-
In narrative, briefly describe how you would identify and manage risks for this project. Specifically indicate who you would include in the risk processes and when you would conduct the risk...
-
3. A lawn sprinkler is made of a 1.28 cm-diameter (1/2 inch) garden hose with one end closed and 10 holes, each with a diameter of 0.2 cm, cut near the closed end. If water flows at 0.5 m/s in the...
-
Crafting a Compensation and Benefits Plan Now that you have considered how to recruit and retain the employees you want in your organization, do a compensation and benefits package using the business...
-
When electrons move through a metal conductor: 1. they move in straight line through the conductor. 2. they move in zigzag patterns because of repeated collisions with the vibrating metal atoms. 3....
-
Is times interest earned meaningful for utilities? Why or why not?
-
Show that the relation R on a set A is reflexive if and only if the inverse relation R1 is reflexive.
-
Let R be the relation {(a, b) | a divides b} on the set of integers. What is the symmetric closure of R?
-
Use backtracking to solve the n-queens problem for these values of n. a) n = 3 b) n = 5 c) n = 6
-
Determine the work required to transport \(10 \mathrm{~kg}\) of material from Earth to the ISS, the International Space Station, in orbit \(420 \mathrm{~km}\) above the Earth's surface.
-
An artificial satellite of mass \(m=3.4\) ton is in a circular orbit at the altitude \(h_{1}=5000 \mathrm{~km}\). Due to various causes, it gradually loses energy and reaches an altitude \(h_{2}=600...
-
A dwarf planet moves around the Sun on an elliptical orbit with semi-major axis \(a\), semi-minor axis \(b\) and period of revolution \(T\). Determine the speed when its direction is perpendicular to...

Study smarter with the SolutionInn App