

Question: inventory may be a common problem. Machine varieties available: Facilities available in the production shop will affect the scheduling. Here the size. capacity, precession and
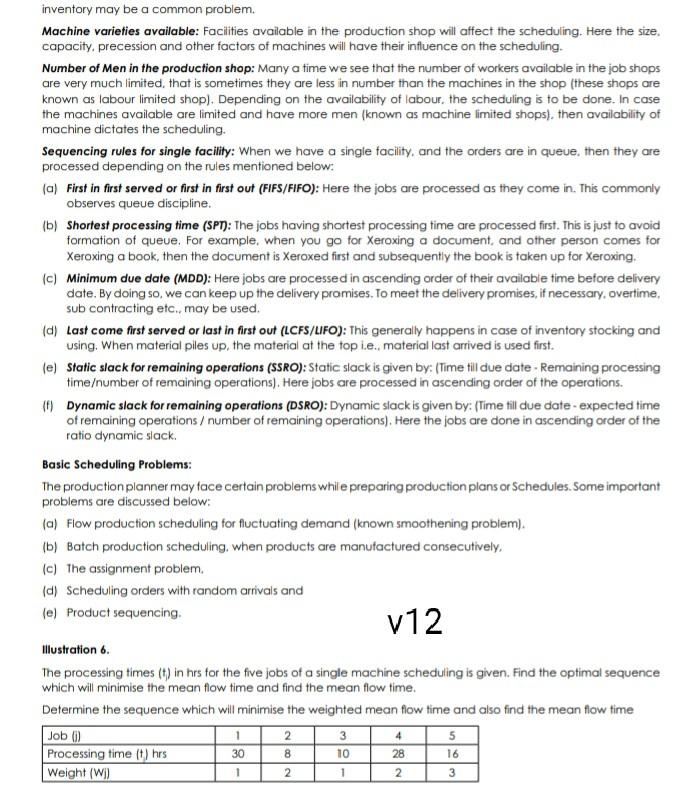
inventory may be a common problem. Machine varieties available: Facilities available in the production shop will affect the scheduling. Here the size. capacity, precession and other factors of machines will have their influence on the scheduling. Number of Men in the production shop: Many a time we see that the number of workers available in the job shops are very much limited, that is sometimes they are less in number than the machines in the shop (these shops are known as labour limited shop). Depending on the availability of labour, the scheduling is to be done. In case the machines available are limited and have more men (known as machine limited shops), then availability of machine dictates the scheduling. Sequencing rules for single facility: When we have a single facility, and the orders are in queue, then they are processed depending on the rules mentioned below: (a) first in first served or first in first out (FIFS/FIFO): Here the jobs are processed as they come in. This commonly observes queue discipline. (b) Shortest processing time (SPT): The jobs having shortest processing time are processed first. This is just to avoid formation of queue. For example, when you go for Xeroxing a document, and other person comes for Xeroxing a book, then the document is Xeroxed first and subsequently the book is taken up for Xeroxing. (c) Minimum due date (MDD): Here jobs are processed in ascending order of their available time before delivery date. By doing so, we can keep up the delivery promises. To meet the delivery promises, if necessary, overtime, sub contracting etc., may be used. (d) Last come first served or last in first out (LCFS/LIFO): This generally happens in case of inventory stocking and using, When material piles up, the material at the top i.e., material last arrived is used first. le) Static slack for remaining operations (SSRO): Static slack is given by: (Time til due date - Remaining processing timeumber of remaining operations). Here jobs are processed in ascending order of the operations. (1) Dynamic slack for remaining operations (DSRO): Dynamic slack is given by: (Time fill due date-expected time of remaining operations / number of remaining operations). Here the jobs are done in ascending order of the ratio dynamic slack. Basic Scheduling Problems: The production planner may face certain problems while preparing production plans or Schedules. Some important problems are discussed below: (a) Flow production scheduling for fluctuating demand (known smoothening problem). (b) Batch production scheduling, when products are manufactured consecutively, (c) The assignment problem (d) Scheduling orders with random arrivals and le) Product sequencing. v12 Illustration 6. The processing times (t) in hrs for the five jobs of a single machine scheduling is given. Find the optimal sequence which will minimise the mean flow time and find the mean flow time. Determine the sequence which will minimise the weighted mean flow time and also find the mean flow time Job 0 1 2 5 Processing time (t) hrs Weight (W) 2 3 4 30 8 10 28 16 2 1 3
Step by Step Solution
There are 3 Steps involved in it

Get step-by-step solutions from verified subject matter experts