

Question: Isnt it possible to find a solution with these informations because this is all that my instructor shared ? A manufacturing system has gained a
Isnt it possible to find a solution with these informations because this is all that my instructor shared ?
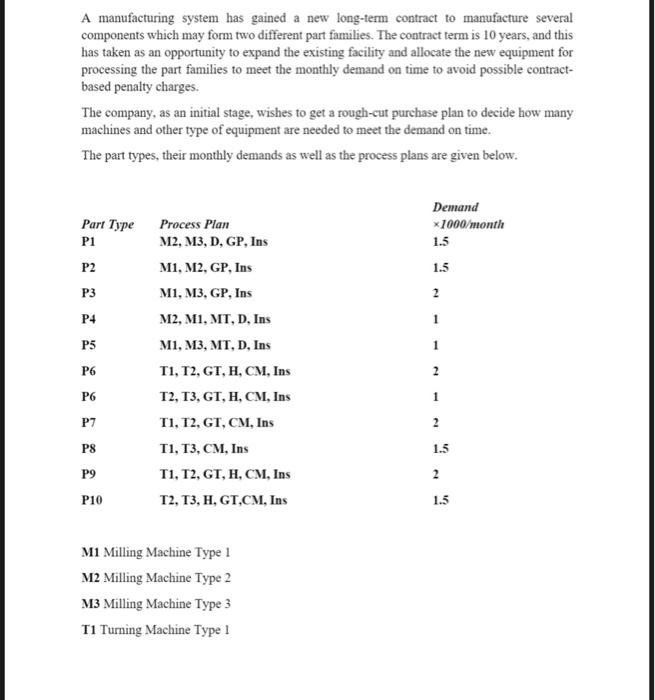
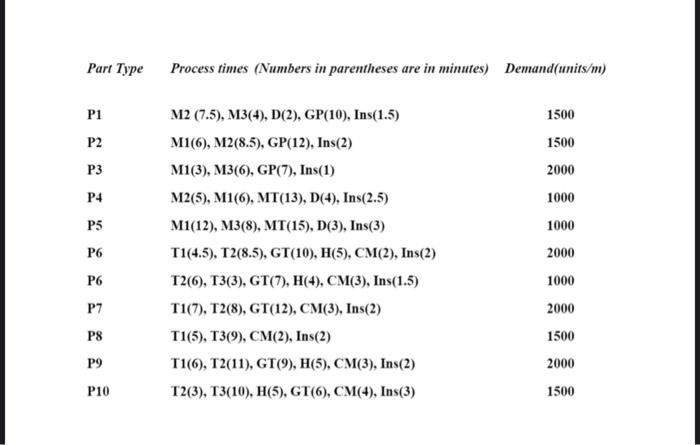
A manufacturing system has gained a new long-term contract to manufacture several components which may form two different part families. The contract term is 10 years, and this has taken as an opportunity to expand the existing facility and allocate the new equipment for processing the part families to meet the monthly demand on time to avoid possible contractbased penalty charges. The company, as an initial stage, wishes to get a rough-cut purchase plan to decide how many machines and other type of equipment are needed to meet the demand on time. The part types, their monthly demands as well as the process plans are given below. M1 Milling Machine Type 1 M2 Milling Machine Type 2 M3 Milling Machine Type 3 T1 Turning Machine Type 1 T2 Turning Machine Type 2 T3 Turning Machine Type 3 MT Mill-Turn Machine D Drilling Machine GP Grinding Machine for Prismatic Parts GR Grinding Machine for Rotational Parts CM Coordinate Measuring Machine H Heating System Ins Inspection System The machines are going to be placed in the shop floor following the group tachnology principles and it is thought that there should be on average 5-meter distance between any rwo machines because of security and any other reasons. Since the system is supposed to be an automated system, to catch the pace of the system as well as creating a high flexibility, the material handling system is thought to be an automated guided vehicle system (AGVs) with enough number of AGV cass. The average travelling time including loading, oaloading. positioning. waiting, losses in traffic, etc., between raw material store and Load Unload (LU) station and UU station and the cells is 5 minutes one way. Finished parts are taken back to UU station to clear the machines and the shop floor. Sometimes parts might be inspected more than oace until the operator makes sure that the parts satisfy the required standards and the average number of inspections at the inspection station is 4. Inspection machine and heating system can be used for both part geometries therefore, they are not specified based on the technology. The system is supposed to work with a high efficiency, and it is assumed that the utilization of the system is 97% after losses considered because of unscheduled breakdowns, cutting tool exchanges, material shortages, handling system delays etc. The processing times at the related workstations for each part type are given in the following table. Assume that the factory works 50 weeks in a year and the aumber of shifts the system works per week is 18 . Each shift is 8 hours. Considering the data provided for the system, advice the factory how many machines and equipment they would purchase for each type to meet the demand timely. Part Type Process times (Numbers in parentheses are in minutes) Demand(units/m) P1P2P3P4P5P6P6P7P8P9P10M2(7.5),M3(4),D(2),GP(10),Ins(1.5)M1(6),M2(8.5),GP(12),Ins(2)M1(3),M3(6),GP(7),Ins(1)M2(5),M1(6),MT(13),D(4),Ins(2.5)M1(12),M3(8),MT(15),D(3),Ins(3)T1(4.5),T2(8.5),GT(10),H(5),CM(2),Ins(2)T2(6),T3(3),GT(7),H(4),CM(3),Ins(1.5)T1(7),T2(8),GT(12),CM(3),Ins(2)T1(5),T3(9),CM(2),Ins(2)T1(6),T2(11),GT(9),H(5),CM(3),Ins(2)T2(3),T3(10),H(5),GT(6),CM(4),Ins(3)15001500200010001000200010002000150020001500 A manufacturing system has gained a new long-term contract to manufacture several components which may form two different part families. The contract term is 10 years, and this has taken as an opportunity to expand the existing facility and allocate the new equipment for processing the part families to meet the monthly demand on time to avoid possible contractbased penalty charges. The company, as an initial stage, wishes to get a rough-cut purchase plan to decide how many machines and other type of equipment are needed to meet the demand on time. The part types, their monthly demands as well as the process plans are given below. M1 Milling Machine Type 1 M2 Milling Machine Type 2 M3 Milling Machine Type 3 T1 Turning Machine Type 1 T2 Turning Machine Type 2 T3 Turning Machine Type 3 MT Mill-Turn Machine D Drilling Machine GP Grinding Machine for Prismatic Parts GR Grinding Machine for Rotational Parts CM Coordinate Measuring Machine H Heating System Ins Inspection System The machines are going to be placed in the shop floor following the group tachnology principles and it is thought that there should be on average 5-meter distance between any rwo machines because of security and any other reasons. Since the system is supposed to be an automated system, to catch the pace of the system as well as creating a high flexibility, the material handling system is thought to be an automated guided vehicle system (AGVs) with enough number of AGV cass. The average travelling time including loading, oaloading. positioning. waiting, losses in traffic, etc., between raw material store and Load Unload (LU) station and UU station and the cells is 5 minutes one way. Finished parts are taken back to UU station to clear the machines and the shop floor. Sometimes parts might be inspected more than oace until the operator makes sure that the parts satisfy the required standards and the average number of inspections at the inspection station is 4. Inspection machine and heating system can be used for both part geometries therefore, they are not specified based on the technology. The system is supposed to work with a high efficiency, and it is assumed that the utilization of the system is 97% after losses considered because of unscheduled breakdowns, cutting tool exchanges, material shortages, handling system delays etc. The processing times at the related workstations for each part type are given in the following table. Assume that the factory works 50 weeks in a year and the aumber of shifts the system works per week is 18 . Each shift is 8 hours. Considering the data provided for the system, advice the factory how many machines and equipment they would purchase for each type to meet the demand timely. Part Type Process times (Numbers in parentheses are in minutes) Demand(units/m) P1P2P3P4P5P6P6P7P8P9P10M2(7.5),M3(4),D(2),GP(10),Ins(1.5)M1(6),M2(8.5),GP(12),Ins(2)M1(3),M3(6),GP(7),Ins(1)M2(5),M1(6),MT(13),D(4),Ins(2.5)M1(12),M3(8),MT(15),D(3),Ins(3)T1(4.5),T2(8.5),GT(10),H(5),CM(2),Ins(2)T2(6),T3(3),GT(7),H(4),CM(3),Ins(1.5)T1(7),T2(8),GT(12),CM(3),Ins(2)T1(5),T3(9),CM(2),Ins(2)T1(6),T2(11),GT(9),H(5),CM(3),Ins(2)T2(3),T3(10),H(5),GT(6),CM(4),Ins(3)15001500200010001000200010002000150020001500
Step by Step Solution
There are 3 Steps involved in it
1 Expert Approved Answer
Step: 1 Unlock

Question Has Been Solved by an Expert!
Get step-by-step solutions from verified subject matter experts
Step: 2 Unlock
Step: 3 Unlock