

Question: make VSM Value Steam Mapping Data Set TWI Industries TWI Industries produces several components for tractors. This case concerns one product family-Steering Arms - which
make VSM 
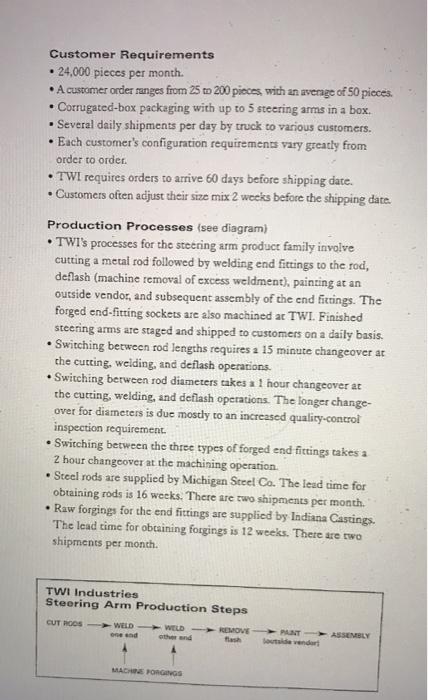
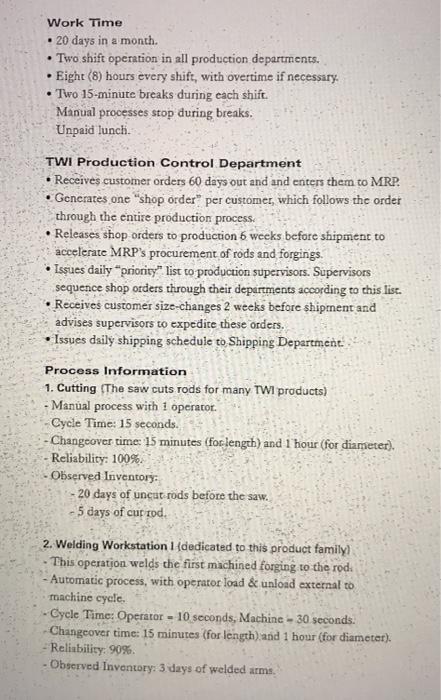
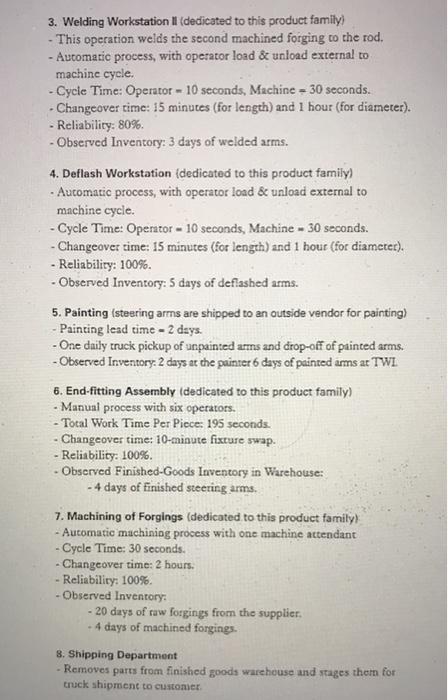
Value Steam Mapping Data Set TWI Industries TWI Industries produces several components for tractors. This case concerns one product family-Steering Arms - which are produced in many configurations. TW1's customers for this product family are both original-equipment tractor builders and the aftermarket repair business. Because of the wide variety of product configurations and the fact that customer configuration requirements vary from order to order, steering arms are a "make-to-order" business. It currently takes a customer order 27 days to get through TWI's production processes. This long lead time and a significant order backlog have prompted TWI to quote a 60-day lead time to customers. However, TWI's customers cannot accurately predict their size requirements more than 2 weeks out, and thus they make adjustments to their orders 2 weeks before shipment. These order adjustments lead to order expediting on the shop floor at TWI. Although TW1 Production Control releases customer orders to: production roughly in the order that they are received, orders are batched by product configuration on the shop floor to reduce the number of time-consuming changeovers. This also creates a need for order expediting. The Product - A steering arm is a metal rod with a forged fitting welded to each end. - TWI's steering arms are available in 20 different lengchs, 2 diameters, and with 3 different types of end fittings. (Each end of the steering arm can have a different fitting.) This means thereare 240 different steering arm part numbers that TWI supplies. Customer Requirements -24,000 pieces per month. - A customer order ranges from 25 w 200 pioces, with an avenge of 50 pioces. - Corrugated-box packaging with up to 5 steering ams in a box. - Several daily shipments per day by truck to various customers. - Each customer's configuration requiremenss vary greatly from. order to order. - TWI requires orders to arrive 60 days before shipping date. - Customers often adjust their size mix 2 wecks before the shipping date Production Processes (see diagram) - TWI's processes for the steering arm product family involve cutting a metal rod followed by welding end fittings to the rod, deflash (machine removal of excess weldment), painzing at an outside vendor, and subsequent assembly of the end fitrings. The forged end-fitting sockets are also machined at TWI. Finished steering arms are staged and shipped to customers on a daily basis. - Switching between rod lengths requires 215 minute changeover at the curcing, welding, and deflash operations. - Switching between rod diameters takes a 1 hour changeover at the cutring, welding, and deflash operations. The longer changeover for diameters is due mostly to an increased quality-control inspection requirement. - Switching between the three types of forged end fittings takes a 2 hour changcover at the machining operation. - Steel rods are supplied by Michigan Stcel Co. The leed rime for obtaining rods is 16 weeks. There are two shipments per month. - Raw forgings for the end fittings are supplied by Indiana Castings. The lead time for obcaining forgings is 12 weeks. There are two shipments per month. Work Time - 20 days in a month. - Two shift openation in all production departments. - Eight (8) hours every shift, with overtime if necessary. - Two 15-minute breaks during each shift. Manual processes stop during breaks. Unpaid lunch. TWI Production Control Department - Receives customer orders 60 days out and and enters them to MRP. - Gencrates one "shop order". per customer, which follows the order through the entire production process. - Releases shop orders to production 6 weeks before shipment to accelerate MRP's procurement of rods and forgings. - Isssues daily "priority" list to production supervisors. Supervisors sequence shop orders through their departments 2 coording to this list. - Receives customer size-changes 2 weeks before shipment and advises supervisors to expedite these orders. - Issues daily shipping schedule to Shipping Department. Process Information 1. Cutting (The saw cuts rods for many TWl products) - Manual process with 1 operator. Cycle Time: 15 seconds. - Changeover time 15 minutes (foclength) and 1 hour (for diameter). - Reliability: 100\%. - Observed liventory: 20 days of uncut rods before the saw. 5 days of cup rod. 2. Welding Workstation 1 1 idedicated to this product family) - This operation welds the first machined forging to the rodi - Automatic process, with operator load \& unload external to machine cycle. - Cycle Time: Operator =10 seconds, Machine 30 seconds. Changeover time: 15 minutes (for length) and 1 hour (for diameter). - Reliability. 90\%. - Observed Inventory: 3 days of welded arms. 3. Welding Workstation II (dedicated to this product family) - This operation welds the second machined forging to the rod. - Automatic process, with operator load & unload external to machine cycle. - Cycle Time: Operator =10 seconds, Machine =30 seconds. - Changeover time: 15 minutes (for length) and 1 hour (for diameter). - Reliability: 809 . - Observed Inventory: 3 days of welded arms. 4. Deflash Workstation (dedicated to this product family) - Aucomatic process, with operator load \& unload external to machine cycle. - Cycle Time: Openator =10 seconds, Machine 30 seconds. - Changeover time: 15 minutes (for length) and 1 hour (for diameter). - Reliability: 100%. - Observed Inventory: 5 days of deflashed arms. 5. Painting (steering arms are shipped to an outside vendor for painting) - Painting lead time - 2 days. - One daily truck pickup of unpainted arms and drop-off of painted arms. - Observed Inventory: 2 days at the painter 6 days of painted arms at TWI. 6. End-fitting Assembly (dedicated to this product family) - Manual process with six operators. - Total Work Time Per Piece: 195 seconds. - Changeover time: 10-minute fixture swap. - Reliability: 100\%. - Observed Finished-Goods Inventory in Warehouse: 4 days of finished steering arms. 7. Machining of Forgings (dedicated to this product family) - Automatic machining process with one machine attendant - Cycle Time: 30 seconds. - Changeover time: 2 hours. - Reliability: 100%. - Observed Inventory: 20 days of raw forgings from the supplier. 4 days of machined forgings. 8. Shipping Department - Removes parts from finished goods warehouse and stages them for truck ahipment to curtomer Step by Step Solution
There are 3 Steps involved in it
1 Expert Approved Answer
Step: 1 Unlock

Question Has Been Solved by an Expert!
Get step-by-step solutions from verified subject matter experts
Step: 2 Unlock
Step: 3 Unlock