

Question: PART C ONLY PLS! The table below shows the total area under the normal curve for a point that is z standard deviations to the
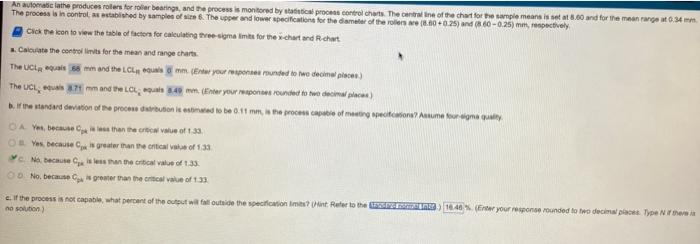
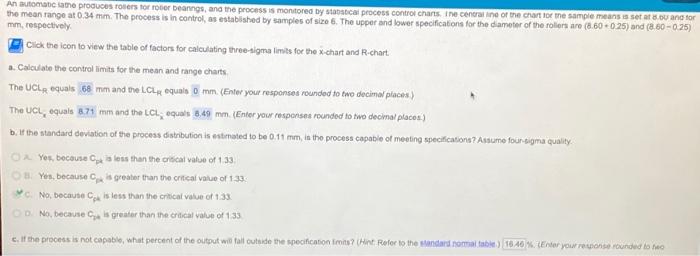
PART C ONLY PLS! 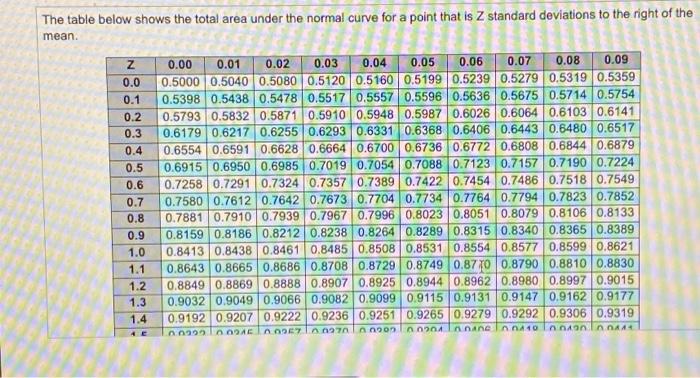
Step by Step Solution
There are 3 Steps involved in it
1 Expert Approved Answer
Step: 1 Unlock

Question Has Been Solved by an Expert!
Get step-by-step solutions from verified subject matter experts
Step: 2 Unlock
Step: 3 Unlock