

Question: Revise the handling methods and identify the new transfer batch sizes for each handling step. where possible, reduce the number of storage locations at workstations.
Revise the handling methods and identify the new transfer batch sizes for each handling step. where possible, reduce the number of storage locations at workstations. summarize the results by updating table 1.
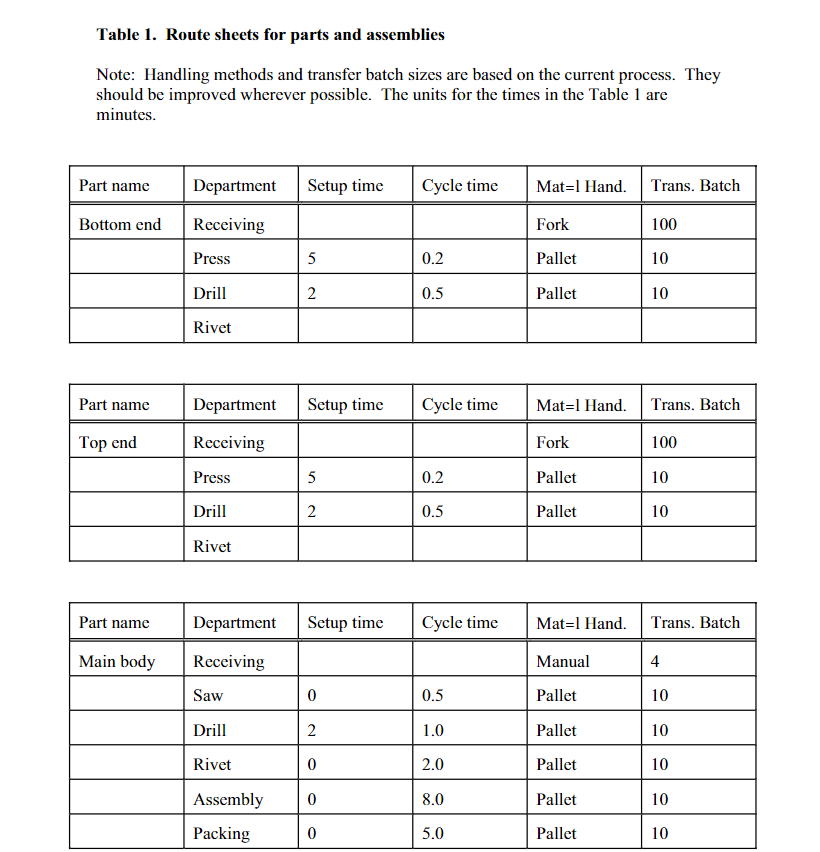
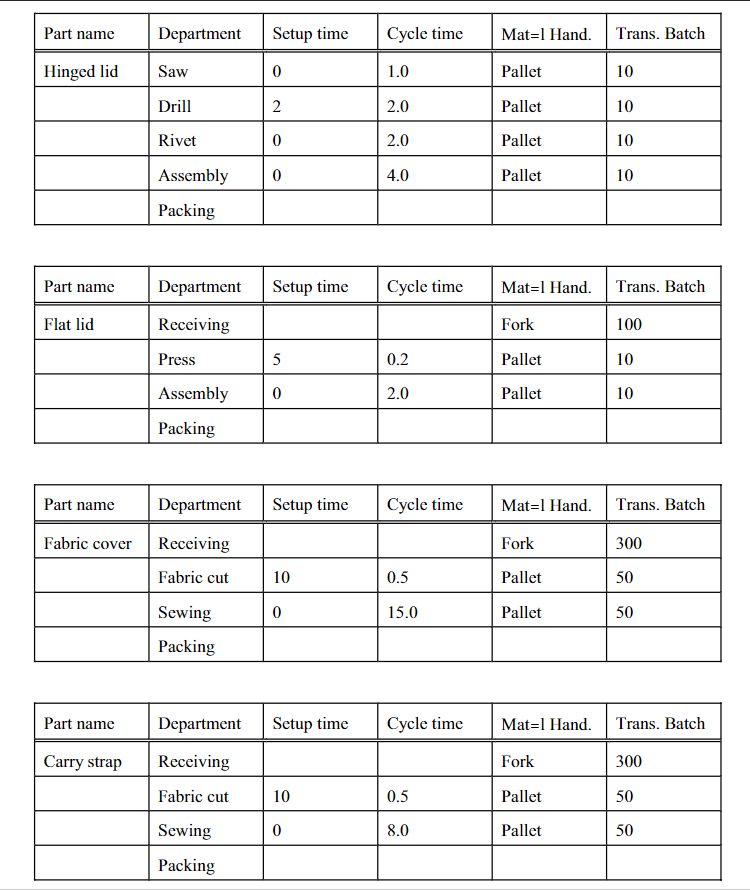
Table 1. Route sheets for parts and assemblies Note: Handling methods and transfer batch sizes are based on the current process. They should be improved wherever possible. The units for the times in the Table 1 are minutes. Part name Department Setup time Cycle time Mat=l Hand. Trans. Batch Bottom end Receiving Fork 100 Press 5 0.2 Pallet 10 Drill 2 0.5 Pallet 10 Rivet Part name Department Setup time Cycle time Mat=l Hand. Trans. Batch Top end Receiving Fork 100 Press 5 0.2 Pallet 10 Drill 2 0.5 Pallet 10 Rivet Part name Department Setup time Cycle time Mat=l Hand. Trans. Batch Main body Receiving Manual 4 Saw 0 0.5 Pallet 10 Drill 2 1.0 Pallet 10 Rivet 0 2.0 Pallet 10 Assembly 0 8.0 Pallet 10 Packing 0 5.0 Pallet 10 Part name Department Setup time Cycle time Mat=l Hand. Trans. Batch Hinged lid Saw 0 1.0 Pallet 10 Drill 2 2.0 Pallet 10 Rivet 0 2.0 Pallet 10 Assembly 0 4.0 Pallet 10 Packing Part name Department Setup time Cycle time Mat=l Hand. Trans. Batch Flat lid Receiving Fork 100 Press 5 0.2 Pallet 10 0 2.0 Pallet 10 Assembly Packing Part name Department Setup time Cycle time Mat=l Hand. Trans. Batch Fabric cover Receiving Fork 300 Fabric cut 10 0.5 Pallet 50 Sewing 0 15.0 Pallet 50 Packing Part name Department Setup time Cycle time Mat=l Hand. Trans. Batch Carry strap Receiving Fork 300 Fabric cut 10 0.5 Pallet 50 Sewing 0 8.0 Pallet 50 Packing Table 1. Route sheets for parts and assemblies Note: Handling methods and transfer batch sizes are based on the current process. They should be improved wherever possible. The units for the times in the Table 1 are minutes. Part name Department Setup time Cycle time Mat=l Hand. Trans. Batch Bottom end Receiving Fork 100 Press 5 0.2 Pallet 10 Drill 2 0.5 Pallet 10 Rivet Part name Department Setup time Cycle time Mat=l Hand. Trans. Batch Top end Receiving Fork 100 Press 5 0.2 Pallet 10 Drill 2 0.5 Pallet 10 Rivet Part name Department Setup time Cycle time Mat=l Hand. Trans. Batch Main body Receiving Manual 4 Saw 0 0.5 Pallet 10 Drill 2 1.0 Pallet 10 Rivet 0 2.0 Pallet 10 Assembly 0 8.0 Pallet 10 Packing 0 5.0 Pallet 10 Part name Department Setup time Cycle time Mat=l Hand. Trans. Batch Hinged lid Saw 0 1.0 Pallet 10 Drill 2 2.0 Pallet 10 Rivet 0 2.0 Pallet 10 Assembly 0 4.0 Pallet 10 Packing Part name Department Setup time Cycle time Mat=l Hand. Trans. Batch Flat lid Receiving Fork 100 Press 5 0.2 Pallet 10 0 2.0 Pallet 10 Assembly Packing Part name Department Setup time Cycle time Mat=l Hand. Trans. Batch Fabric cover Receiving Fork 300 Fabric cut 10 0.5 Pallet 50 Sewing 0 15.0 Pallet 50 Packing Part name Department Setup time Cycle time Mat=l Hand. Trans. Batch Carry strap Receiving Fork 300 Fabric cut 10 0.5 Pallet 50 Sewing 0 8.0 Pallet 50 Packing
Step by Step Solution
There are 3 Steps involved in it

Get step-by-step solutions from verified subject matter experts