

Question: solve 4 and 5 An OEE Case Study The Alcorn Fabrication Company has embarked on an aggressive TPM project to cut maintenance cost, improve productivity,
solve 4 and 5 
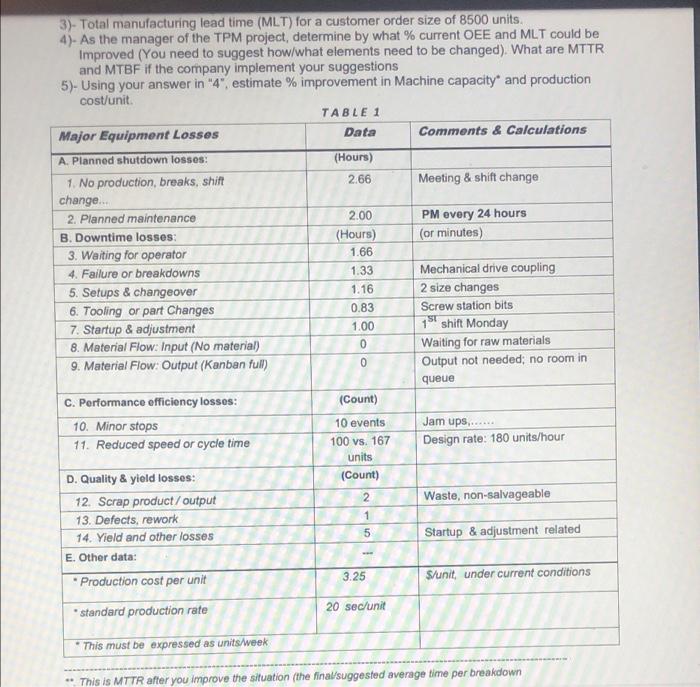
An OEE Case Study The Alcorn Fabrication Company has embarked on an aggressive TPM project to cut maintenance cost, improve productivity, and shorten manufacturing lead times. One of the initial steps in the project, involves determining the current Overall Equipment Efficiency (OEE) on their primary slitting machines. The data shown in Table 1, was recently collected during a 24 hour of continuous observation of several slitting machines. Note that the data represent average time for each element per machine. The Alcorn Company operates their plant on a 5 days/week, 3 shifts per day schedule: Determine: 1)- Overall equipment efficiency for each slitter 2). Actual production rate per hour under the current conditions. 3)- Total manufacturing lead time (MLT) for a customer order size of 8500 units. 4)- As the manager of the TPM project, determine by what % current OEE and MLT could be Imnowodwol need to cut howhat olamente noen to be changed What are MTTD 3)- Total manufacturing lead time (MLT) for a customer order size of 8500 units. 4). As the manager of the TPM project, determine by what % current OEE and MLT could be Improved (You need to suggest how/what elements need to be changed). What are MTTR and MTBF if the company implement your suggestions 5). Using your answer in "4", estimate % improvement in Machine capacity and production cost/unit TABLE 1 Major Equipment Losses Data Comments & Calculations A. Planned shutdown losses: (Hours) 1. No production, breaks, shift 266 Meeting & shift change change... 2. Planned maintenance 2.00 PM every 24 hours B. Downtime losses: (Hours) (or minutes) 3. Waiting for operator 1.66 4. Failure or breakdowns 1.33 Mechanical drive coupling 5. Setups & changeover 1.16 2 size changes 6. Tooling or part Changes 0.83 Screw station bits 7. Startup & adjustment 75+ shift Monday 8. Material Flow Input (No material) 0 Waiting for raw materials 9. Material Flow Output (Kanban full) 0 Output not needed; no room in queue C. Performance efficiency losses: (Count) 10. Minor stops 10 events Jam ups..... 11. Reduced speed or cycle time 100 vs. 167 Design rate: 180 units/hour units D. Quality & yield losses: (Count) 12. Scrap product/output 2 Waste, non-salvageable 13. Defects, rework 14. Yield and other losses 5 Startup & adjustment related E. Other data: Production cost per unit 3.25 Slunit, under current conditions 1.00 on- 20 sec/unit standard production rate This must be expressed as units week ** This is MTTR after you improve the situation (the final/suggested average time per breakdown
Step by Step Solution
There are 3 Steps involved in it
1 Expert Approved Answer
Step: 1 Unlock

Question Has Been Solved by an Expert!
Get step-by-step solutions from verified subject matter experts
Step: 2 Unlock
Step: 3 Unlock