

Question: time for each the average completion time per unit? 2. Operations are performed on eight machines as follows: 1. Face: lathe #609 2. Drill-Tap: machine
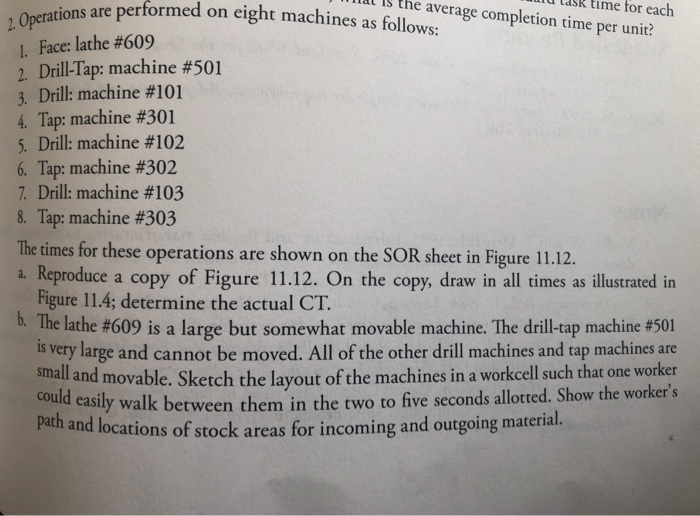
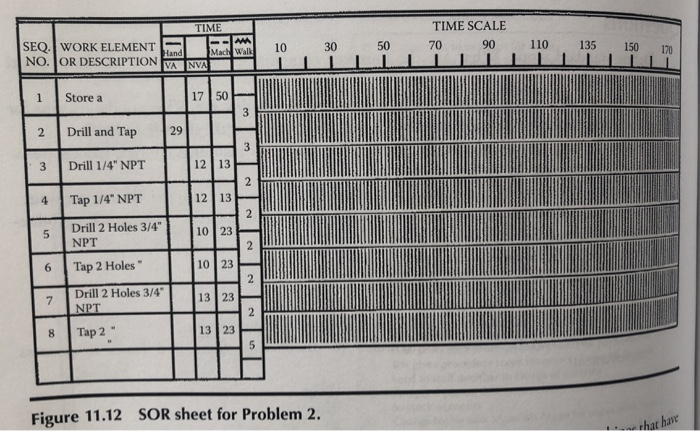
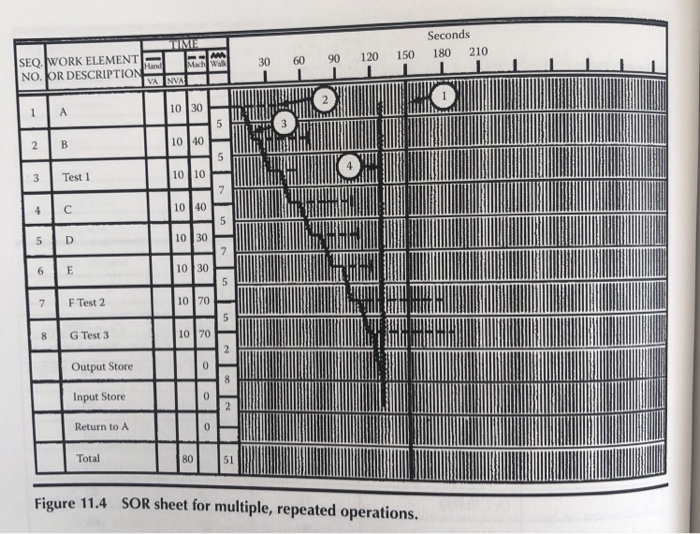
time for each the average completion time per unit? 2. Operations are performed on eight machines as follows: 1. Face: lathe #609 2. Drill-Tap: machine #501 3. Drill: machine #101 4. Tap: machine #301 5. Drill: machine #102 6. Tap: machine #302 7. Drill: machine #103 8. Tap: machine #303 The times for these operations are shown on the SOR sheet in Figure 11.12. a. Reproduce a copy of Figure 11.12. On the copy, draw in all times as illustrated in Figure 11.4; determine the actual CT. b. The lathe #609 is a large but somewhat movable machine. The drill-tap machine #501 is very large and cannot be moved. All of the other drill machines and tap machines are small and movable. Sketch the layout of the machines in a workcell such that one worker could easily walk between them in the two to five seconds allotted. Show the worker's path and locations of stock areas for incoming and outgoing material. a H HI TIME SEQ. WORK ELEMENT NO. OR DESCRIPTION VA INVA Hand Macht wall TIME SCALE 70 90 10 30 50 110 135 150 170 1 Store a 1750 w 3 2 Drill and Tap 29 3 3 Drill 1/4" NPT 12 13 2 4 Tap 1/4" NPT 12 13 2 5 un Drill 2 Holes 3/4" NPT 1023 2 6 Tap 2 Holes 10 23 2 7 Drill 2 Holes 3/4" NPT 1323 2 8 Tap 2 1323 5 Figure 11.12 SOR sheet for Problem 2. that have Seconds 180 210 30 150 90 60 120 TIME SEQ. WORK ELEMENT Hand Machwa NO. OR DESCRIPTION VA NVA 1 10 30 5 3 2 B 10 40 3 1010 Test 1 7 4 C 1040 5 5 D 10 30 6 E 1030 7 F Test 2 1070 8 G Test 3 1070 Output Store Input Store 0 Return to A Total 80 51 Figure 11.4 SOR sheet for multiple, repeated operations. time for each the average completion time per unit? 2. Operations are performed on eight machines as follows: 1. Face: lathe #609 2. Drill-Tap: machine #501 3. Drill: machine #101 4. Tap: machine #301 5. Drill: machine #102 6. Tap: machine #302 7. Drill: machine #103 8. Tap: machine #303 The times for these operations are shown on the SOR sheet in Figure 11.12. a. Reproduce a copy of Figure 11.12. On the copy, draw in all times as illustrated in Figure 11.4; determine the actual CT. b. The lathe #609 is a large but somewhat movable machine. The drill-tap machine #501 is very large and cannot be moved. All of the other drill machines and tap machines are small and movable. Sketch the layout of the machines in a workcell such that one worker could easily walk between them in the two to five seconds allotted. Show the worker's path and locations of stock areas for incoming and outgoing material. a H HI TIME SEQ. WORK ELEMENT NO. OR DESCRIPTION VA INVA Hand Macht wall TIME SCALE 70 90 10 30 50 110 135 150 170 1 Store a 1750 w 3 2 Drill and Tap 29 3 3 Drill 1/4" NPT 12 13 2 4 Tap 1/4" NPT 12 13 2 5 un Drill 2 Holes 3/4" NPT 1023 2 6 Tap 2 Holes 10 23 2 7 Drill 2 Holes 3/4" NPT 1323 2 8 Tap 2 1323 5 Figure 11.12 SOR sheet for Problem 2. that have Seconds 180 210 30 150 90 60 120 TIME SEQ. WORK ELEMENT Hand Machwa NO. OR DESCRIPTION VA NVA 1 10 30 5 3 2 B 10 40 3 1010 Test 1 7 4 C 1040 5 5 D 10 30 6 E 1030 7 F Test 2 1070 8 G Test 3 1070 Output Store Input Store 0 Return to A Total 80 51 Figure 11.4 SOR sheet for multiple, repeated operations
Step by Step Solution
There are 3 Steps involved in it

Get step-by-step solutions from verified subject matter experts