

Blue Crow Optical PLC Introduction Neil Balfour, the Manufacturing Director of Blue Crow Optical, was leading a
Question:
Blue Crow Optical PLC
Introduction
Neil Balfour, the Manufacturing Director of Blue Crow Optical, was leading a discussion in April 2023 of those concerned with the development of the manufacturing facility at the company's Riccarton site. This was just one in a series of frequent meetings concerning all aspects of these developments from people through to procedures, new technologies, quality management, works engineering projects, plant layout proposals, process routing, product technology/customer discussions, sales forecasts, the setting of deadlines and review of progress. The current preoccupation is with the ongoing transfer of facilities from the Seafield Road site to the expanded main production facility at Riccarton, and the introduction of capacity and procedures to meet new product launches.
"The growth of sales from £80m now to £238m by 2025 needs careful handling from all aspects of the business. The manufacturing task not only requires the transfer of the existing Seafield Road site products to our main site here at Riccarton, but also the introduction of a whole crop of new products into this site during the same period.
However, in addition to planning the phase-in of these products at Riccarton, we also need to consider our current strategy for determining the use of production process.
We must ensure that our strategy is still appropriate and that we are implementing it in a consistent way. Yet, the challenges of managing this scale of growth means reviewing it on an on-going basis".
Background
Blue Crow Optical PIc (BCO) is a wholly owned subsidiary of the UK-based company, InfoLight Industries Group pc (IIG) which is involved in opto-electronic engineering, visor optical devices, matrix sensors and imaging devices. BCO had been purchased by InfoLight Industries in 2015 to strengthen its foothold in the optical communications and computing market and to consolidate its position in low voltage wearable display devices. To meet the forecasted growth in both the commercial and defence markets, it was decided to bring the existing Seafield Road facilities (no expansion options at the Edinburgh city location) onto the Riccarton campus park site on the outskirts of the city by the summer of 2024. This was primarily to reduce overhead costs but also to pool important product design and process technology developments. The company was competing in a very dynamic environment where new technology was expected to transfer to low-cost, high-quality production very quickly.
Currently, there is little vertical integration with IIG. BCO buys-in most of its component requirements from a network of suppliers outside the IIG group of companies and shares few process technologies. The Group currently had the component manufacturing capacity to meet only a relatively low percentage (11%) of BCO's requirements, but this may change in the foreseeable future, especially for defence contracts to replace Chinese sourced components at present. BCO's main value-added activities are to produce high precision integrated optical sub-assemblies and systems from component parts and raw materials bought-in from many worldwide suppliers. In January 2023 there were 289 companies on the BCO approved component vendor list, mostly in US (76), Japan (52), France (38), Taiwan (34) and China (26).
Manufacturing
Manufacturing had two principal tasks to perform. The first is to develop, through a pilot line facility, the process technology capably to produce a new product. Typically, BCO would be required to design a product to meet a unique customer specification and then provide samples from a pilot line facility for quality and performance function tests by the customer before any orders are agreed.
Previously, new pilot lines would be developed up to 4 times per year, now there can be up to 8 new pilot line configurations per year.
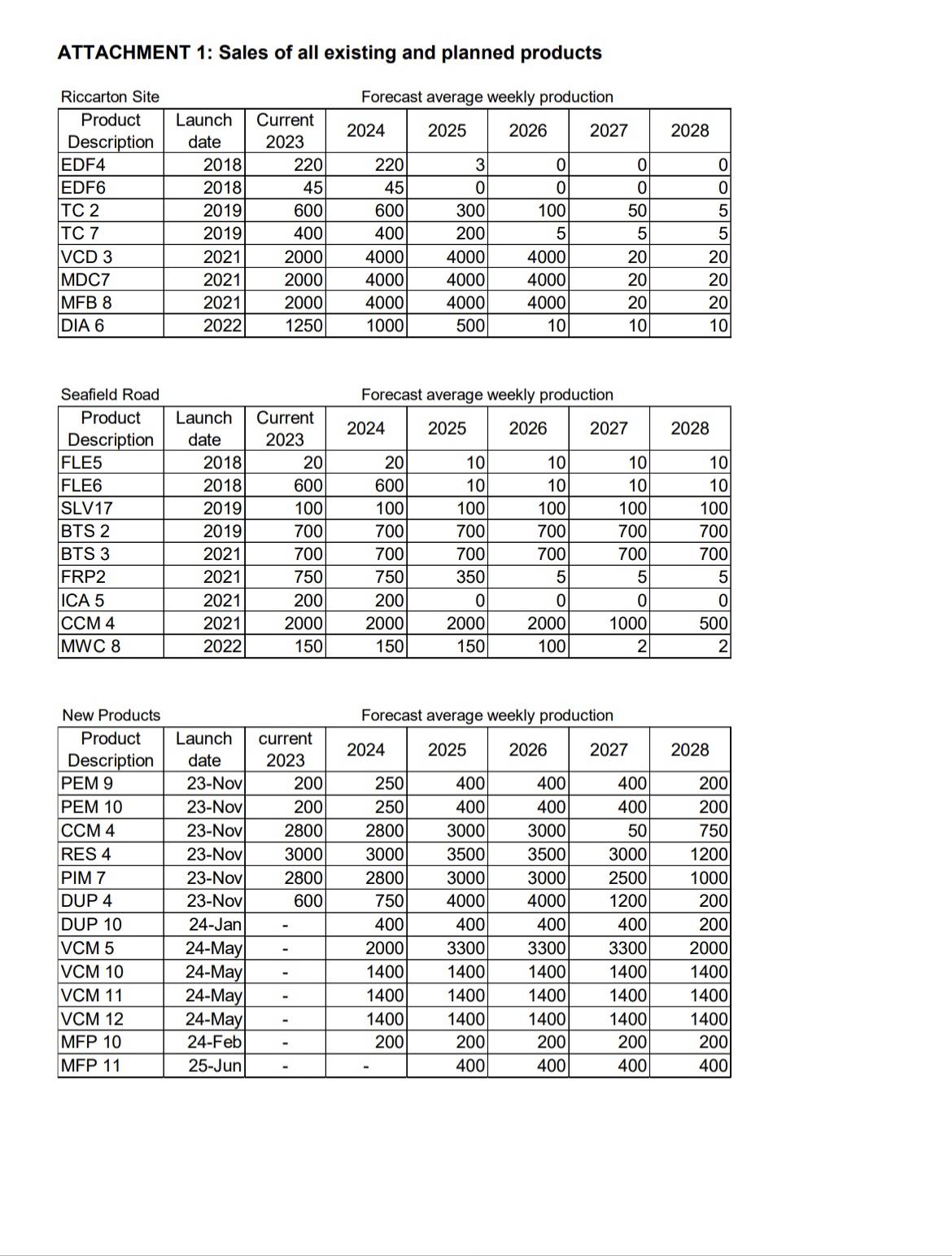
The second part of the task is to provide the flexibility to cope with product design changes and to develop the manufacturing processes appropriate to the future sales volumes of the item. However, problems do arise in coping with what becomes a "quantum" jump from pilot to mainstream volume production, because the pilot facilities are less volume-orientated than the higher volumes associated with main volume production. The second principal task was to handle mainstream manufacturing in line with weekly volumes based on customer order schedules (see Attachment 1).
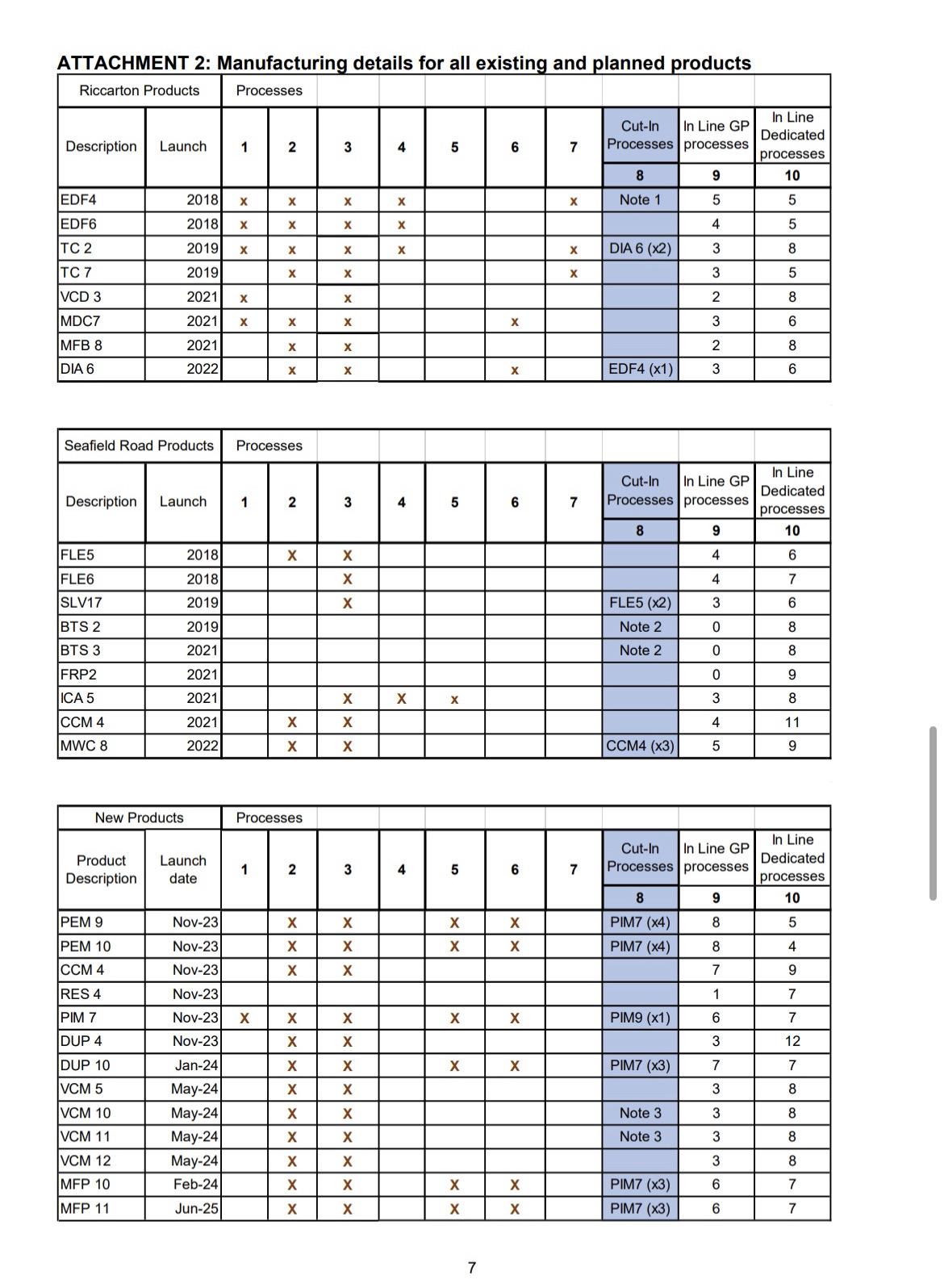
In order to cope with this, BCO has already designated a pilot clean room line on the main production floor to handle a new product's "proof of fabrication". The other manufacturing space is allocated to meet the needs of existing and future full production products. Typically, products were assembled in the following way (Also see Attachment 2 for further details) -
1. Each product is made in its own clean room line, although exceptionally two products may share all or most of the same processes. The tasks are completed by operators who use either general-purpose (GP) equipment (i.e., it is reconfigurable and could be used to complete a whole range of tasks on all the products) or equipment either designed or modified to meet the precise needs of a product (dedicated equipment - DP). In the latter case it would not normally be cost-effective to attempt to re-use this equipment to provide the manufacturing requirements for another product. However, modular assembly and packing bench designs have provided flexibility to re-use these parts of a line (see Attachment 2).
2.
3.
A number of processes are provided as general-purpose facilities - see Attachment 2 which lists these, and they are referenced 1 to 7. Each of these is laid out on a functional or process basis and a product is or will be transported to that area to have the particular operation(s completed.
Every device is produced under clean-room conditions. There are six separate clean-room lines at the Riccarton site, with access ports between the rooms for the transfer of materials.
4. Finally, some products have certain operations completed by taking them to another product line to use a process similar to those described in point 1 earlier. When this is complete, it then returns to its own line - see Reference 8 under the column "Processes" on Attachment
2.
Product Technology Requirements
The need to develop from the pilot to full production line facilities is a very important aspect of the way this company does business. However, both the pilot and production lines use the general-purpose facilities which are laid out on a functional basis (for example, optical bonding) due to the high investment costs involved (see Attachment 1). In addition, many of the lines are equipped with general-purpose facilities to enable them to cope with operations, especially in the early days when the product design may change due to a customer's requirement or to overcome product/process developments). These general-purpose facilities, therefore, although more expensive to purchase (see Attachment 1) do offer the required flexibility described above.
Manufacturing Strategy
The present manufacturing strategy is designed to meet the low-cost requirements of the marketplace.
In the opto-communications and imaging device markets, the manufacturing
4
processes available to BCO are shared by its competitors, although its investment in these technologies is at a higher and more up-to-date level than that that made by most companies in these markets.
The market growth, especially for specialist imaging for drones, field scopes, visor displays and sensors has created demand that the whole industry is struggling to meet, and demand for spare/replacement parts has increased 10-fold in a year. Consumers are forward purchasing to stockpile parts for immediate availability rather than wait the 2-3 weeks to get parts made and delivered. In the market for winning new product contracts BCO seems to be outperforming the rest of the industry, which is creating is own problems.
Q3. Using the data provided in the case, establish when "spares" production requirements will become an increasingly significant manufacturing task for the company.
Q4 What are the likely dominant order-winning criteria in the marketplace for the supply of "spares"? (
Q5. Create and evaluate two operations approaches that BCO might consider for improving their method of meeting the demand for "spares".
Expert Answer:
Q3 Establishing When Spares Production Requirements Will Become Significant Based on the information provided the increasing demand for sparereplaceme... View the full answer


Managerial Accounting Decision Making and Performance Management
ISBN: 978-0273764489
4th edition
Authors: Ray Proctor
