

Question: In EDM, the cutting tool is actually: a . contacting the work b . an electrode c . non - consumable d . hardened to
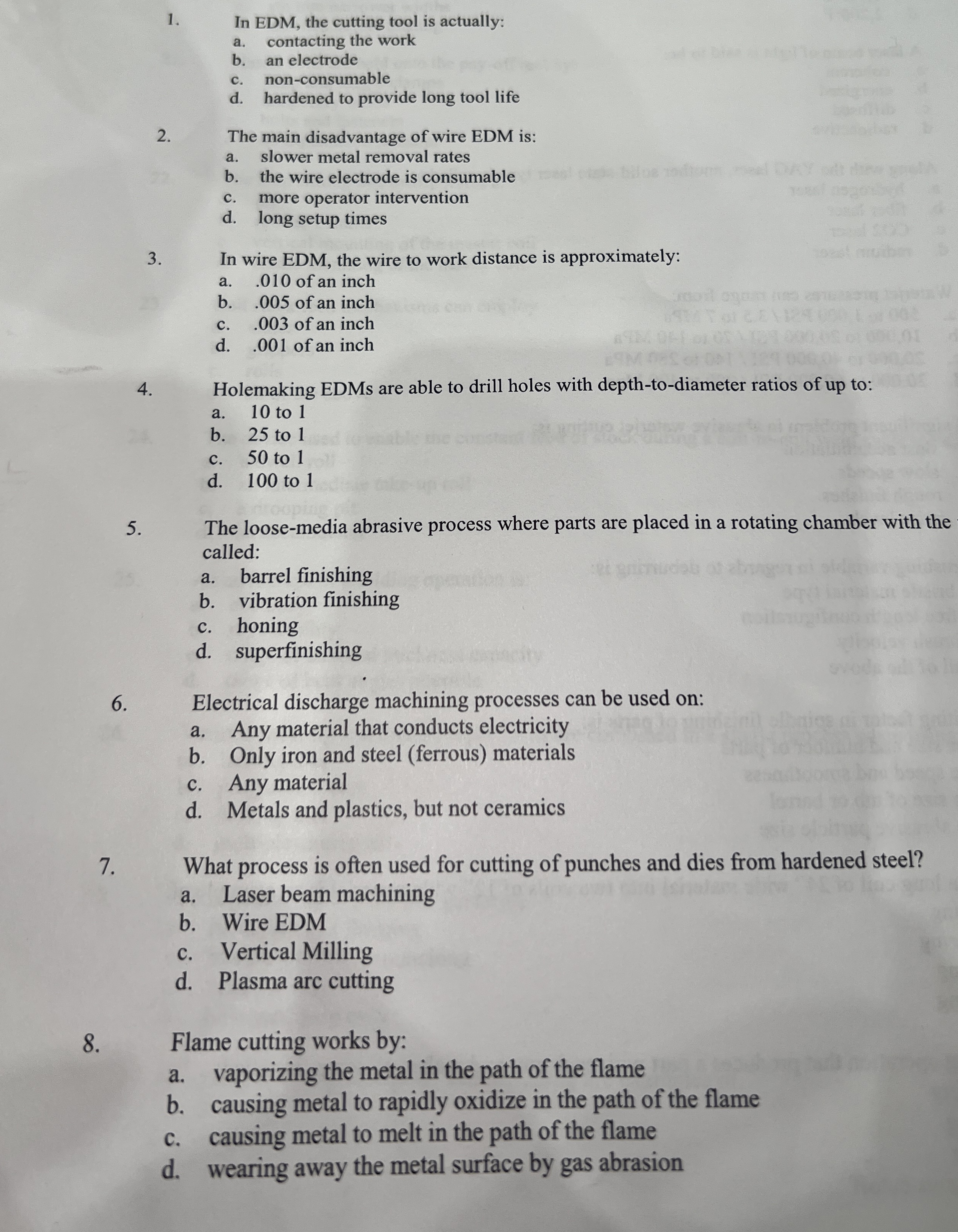
In EDM, the cutting tool is actually:
a contacting the work
b an electrode
c nonconsumable
d hardened to provide long tool life
The main disadvantage of wire EDM is:
a slower metal removal rates
b the wire electrode is consumable
c more operator intervention
d long setup times
In wire EDM, the wire to work distance is approximately:
a of an inch
b of an inch
c of an inch
d of an inch
Holemaking EDMs are able to drill holes with depthtodiameter ratios of up to:
a to
b to
c to
d to
The loosemedia abrasive process where parts are placed in a rotating chamber with the called:
a barrel finishing
b vibration finishing
c honing
d superfinishing
Electrical discharge machining processes can be used on:
a Any material that conducts electricity
b Only iron and steel ferrous materials
c Any material
d Metals and plastics, but not ceramics
What process is often used for cutting of punches and dies from hardened steel?
a Laser beam machining
b Wire EDM
c Vertical Milling
d Plasma arc cutting
Flame cutting works by:
a vaporizing the metal in the path of the flame
b causing metal to rapidly oxidize in the path of the flame
c causing metal to melt in the path of the flame
d wearing away the metal surface by gas abrasion
Step by Step Solution
There are 3 Steps involved in it
1 Expert Approved Answer
Step: 1 Unlock

Question Has Been Solved by an Expert!
Get step-by-step solutions from verified subject matter experts
Step: 2 Unlock
Step: 3 Unlock