

No matter how many times Justin Wang, the master scheduler for Johnston Products, tried, he couldn't...
Fantastic news! We've Found the answer you've been seeking!
Question:
Transcribed Image Text:
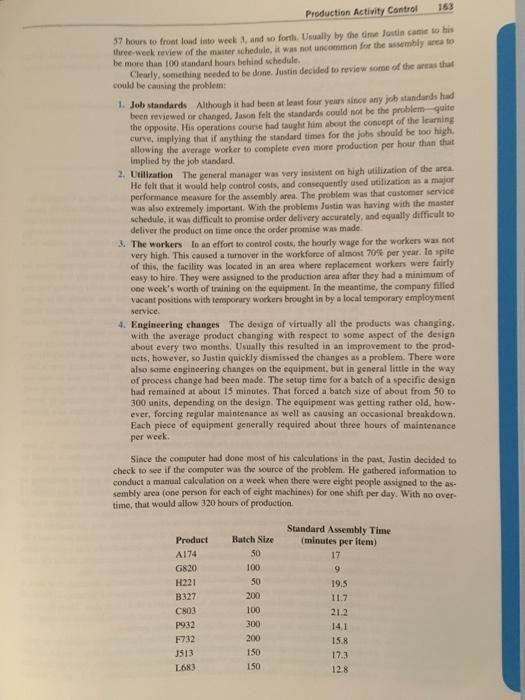
No matter how many times Justin Wang, the master scheduler for Johnston Products, tried, he couldn't seem to get it through people's minds. They kept trying to "front load" the production schedule by attempting to catch up with production they failed to make the previous week, and the problem appeared to be getting worse. It seemed to happen every week, and the only way Justin could get things back to a realistic position was to completely reconstruct the entire master schedule usually about every three weeks. Last month could serve as an example. The first week of the month Justin had sched- uled production cqual to 320 standard hours in the assembly area. The assembly area man- aged to complete only 291 hours that week because of some equipment maintenance and a few unexpected part shortages. The assembly supervisor then had the workers complete the remaining 29 hours from week I at the start of week 2. Since week 2 already had 330 standard hours scheduled, the additional 29 hours really put them in a position of attempt- ing to complete 359 hours. The workers actually completed 302 hours in week 2, leaving 163 Production Activity Control 37 hours to front load into week 3, and so forth. Usually by the time Jastin came to his three-week review of the master schedule, it was not uncommon for the assembly area lo be more than 100 standard hours behind schedule. Clearly, something needed to be done. Justin decided to review some of the areas that could be causing the problem: 1. Job standards Although it had been at least four years since any job standards had been reviewed or changed, Jason felt the standards could not be the problemquite the opposite. His operations course had taught him about the concept of the learning curve, implying that if anything the standard times for the jobs should be too high, allowing the average worker to complete even more production per hour than that implied by the joh standard. 2. Utilization The general manager was very insistent on high utilization of the area He felt that it would help control costs, and consequently used utilization as a major performance measure for the assembly area. The problem was that customer service was also extremely important. With the problems Justin was having with the master schedule, it was difficult to promise order delivery accurately, and equally difficult to deliver the on time once the order promise was made 3. The workers In an effort to control costs, the hourly wage for the workers was not very high. This caused a turnover in the workforce of almost 70% per year. ln spite of this, the facility was located in an area where replacement workers were fairly easy to hire. They were assigned to the production arca after they had a minimum of one week's worth of training on the equipment. In the meantime, the company filled vacant positions with temporary workers brought in by a local temporary employment service. 4. Engineering changes The design of virtually all the products was changing, with the average product changing with respect to some aspect of the design about every two months, Usually this resulted in an improvement to the prod- ucts, however, so Justin quickly dismissed the changes as a problem. There were also some engineering changes on the equipment, but in general little in the way of process change had been made. The setup time for a batch of a specific design had remained at about 15 minutes. That forced a batch size of about from 50 to 300 units, depending on the design. The equipment was getting rather old, how- ever, forcing regular maintenunce as well as causing an occasional breakdown. Each piece of equipment generally required about three hours of maintenance per week. Since the computer had done most of his calculations in the past, Justin decided to check to see if the computer was the source of the problem. He gathered iaformation to conduct a manual calculation on a week when there were eight people assigned to the as- sembly area (one person for each of eight machines) for one shift per day. With no over- time, that would allow 320 hours of production. Standard Assembly Time (minutes per item) Product Batch Size A174 50 17 G820 100 H221 50 19.5 B327 200 11.7 C803 100 21.2 P932 300 14.1 F732 200 15.8 J513 150 17.3 L683 150 12.8 164 CHAPTER SIX Assignment 1. With this information, Justin calculated the total standard time required to be within the 320 hours available. Is he correct? Calculate the time required and check the accu- racy of his calculation. 2. List the areas you think are causing trouble in this facility. 3. Develop a plan to deal with the situation and try to get the production schedule back under control under the constraints listed. No matter how many times Justin Wang, the master scheduler for Johnston Products, tried, he couldn't seem to get it through people's minds. They kept trying to "front load" the production schedule by attempting to catch up with production they failed to make the previous week, and the problem appeared to be getting worse. It seemed to happen every week, and the only way Justin could get things back to a realistic position was to completely reconstruct the entire master schedule usually about every three weeks. Last month could serve as an example. The first week of the month Justin had sched- uled production cqual to 320 standard hours in the assembly area. The assembly area man- aged to complete only 291 hours that week because of some equipment maintenance and a few unexpected part shortages. The assembly supervisor then had the workers complete the remaining 29 hours from week I at the start of week 2. Since week 2 already had 330 standard hours scheduled, the additional 29 hours really put them in a position of attempt- ing to complete 359 hours. The workers actually completed 302 hours in week 2, leaving 163 Production Activity Control 37 hours to front load into week 3, and so forth. Usually by the time Jastin came to his three-week review of the master schedule, it was not uncommon for the assembly area lo be more than 100 standard hours behind schedule. Clearly, something needed to be done. Justin decided to review some of the areas that could be causing the problem: 1. Job standards Although it had been at least four years since any job standards had been reviewed or changed, Jason felt the standards could not be the problemquite the opposite. His operations course had taught him about the concept of the learning curve, implying that if anything the standard times for the jobs should be too high, allowing the average worker to complete even more production per hour than that implied by the joh standard. 2. Utilization The general manager was very insistent on high utilization of the area He felt that it would help control costs, and consequently used utilization as a major performance measure for the assembly area. The problem was that customer service was also extremely important. With the problems Justin was having with the master schedule, it was difficult to promise order delivery accurately, and equally difficult to deliver the on time once the order promise was made 3. The workers In an effort to control costs, the hourly wage for the workers was not very high. This caused a turnover in the workforce of almost 70% per year. ln spite of this, the facility was located in an area where replacement workers were fairly easy to hire. They were assigned to the production arca after they had a minimum of one week's worth of training on the equipment. In the meantime, the company filled vacant positions with temporary workers brought in by a local temporary employment service. 4. Engineering changes The design of virtually all the products was changing, with the average product changing with respect to some aspect of the design about every two months, Usually this resulted in an improvement to the prod- ucts, however, so Justin quickly dismissed the changes as a problem. There were also some engineering changes on the equipment, but in general little in the way of process change had been made. The setup time for a batch of a specific design had remained at about 15 minutes. That forced a batch size of about from 50 to 300 units, depending on the design. The equipment was getting rather old, how- ever, forcing regular maintenunce as well as causing an occasional breakdown. Each piece of equipment generally required about three hours of maintenance per week. Since the computer had done most of his calculations in the past, Justin decided to check to see if the computer was the source of the problem. He gathered iaformation to conduct a manual calculation on a week when there were eight people assigned to the as- sembly area (one person for each of eight machines) for one shift per day. With no over- time, that would allow 320 hours of production. Standard Assembly Time (minutes per item) Product Batch Size A174 50 17 G820 100 H221 50 19.5 B327 200 11.7 C803 100 21.2 P932 300 14.1 F732 200 15.8 J513 150 17.3 L683 150 12.8 164 CHAPTER SIX Assignment 1. With this information, Justin calculated the total standard time required to be within the 320 hours available. Is he correct? Calculate the time required and check the accu- racy of his calculation. 2. List the areas you think are causing trouble in this facility. 3. Develop a plan to deal with the situation and try to get the production schedule back under control under the constraints listed. No matter how many times Justin Wang, the master scheduler for Johnston Products, tried, he couldn't seem to get it through people's minds. They kept trying to "front load" the production schedule by attempting to catch up with production they failed to make the previous week, and the problem appeared to be getting worse. It seemed to happen every week, and the only way Justin could get things back to a realistic position was to completely reconstruct the entire master schedule usually about every three weeks. Last month could serve as an example. The first week of the month Justin had sched- uled production cqual to 320 standard hours in the assembly area. The assembly area man- aged to complete only 291 hours that week because of some equipment maintenance and a few unexpected part shortages. The assembly supervisor then had the workers complete the remaining 29 hours from week I at the start of week 2. Since week 2 already had 330 standard hours scheduled, the additional 29 hours really put them in a position of attempt- ing to complete 359 hours. The workers actually completed 302 hours in week 2, leaving 163 Production Activity Control 37 hours to front load into week 3, and so forth. Usually by the time Jastin came to his three-week review of the master schedule, it was not uncommon for the assembly area lo be more than 100 standard hours behind schedule. Clearly, something needed to be done. Justin decided to review some of the areas that could be causing the problem: 1. Job standards Although it had been at least four years since any job standards had been reviewed or changed, Jason felt the standards could not be the problemquite the opposite. His operations course had taught him about the concept of the learning curve, implying that if anything the standard times for the jobs should be too high, allowing the average worker to complete even more production per hour than that implied by the joh standard. 2. Utilization The general manager was very insistent on high utilization of the area He felt that it would help control costs, and consequently used utilization as a major performance measure for the assembly area. The problem was that customer service was also extremely important. With the problems Justin was having with the master schedule, it was difficult to promise order delivery accurately, and equally difficult to deliver the on time once the order promise was made 3. The workers In an effort to control costs, the hourly wage for the workers was not very high. This caused a turnover in the workforce of almost 70% per year. ln spite of this, the facility was located in an area where replacement workers were fairly easy to hire. They were assigned to the production arca after they had a minimum of one week's worth of training on the equipment. In the meantime, the company filled vacant positions with temporary workers brought in by a local temporary employment service. 4. Engineering changes The design of virtually all the products was changing, with the average product changing with respect to some aspect of the design about every two months, Usually this resulted in an improvement to the prod- ucts, however, so Justin quickly dismissed the changes as a problem. There were also some engineering changes on the equipment, but in general little in the way of process change had been made. The setup time for a batch of a specific design had remained at about 15 minutes. That forced a batch size of about from 50 to 300 units, depending on the design. The equipment was getting rather old, how- ever, forcing regular maintenunce as well as causing an occasional breakdown. Each piece of equipment generally required about three hours of maintenance per week. Since the computer had done most of his calculations in the past, Justin decided to check to see if the computer was the source of the problem. He gathered iaformation to conduct a manual calculation on a week when there were eight people assigned to the as- sembly area (one person for each of eight machines) for one shift per day. With no over- time, that would allow 320 hours of production. Standard Assembly Time (minutes per item) Product Batch Size A174 50 17 G820 100 H221 50 19.5 B327 200 11.7 C803 100 21.2 P932 300 14.1 F732 200 15.8 J513 150 17.3 L683 150 12.8 164 CHAPTER SIX Assignment 1. With this information, Justin calculated the total standard time required to be within the 320 hours available. Is he correct? Calculate the time required and check the accu- racy of his calculation. 2. List the areas you think are causing trouble in this facility. 3. Develop a plan to deal with the situation and try to get the production schedule back under control under the constraints listed. No matter how many times Justin Wang, the master scheduler for Johnston Products, tried, he couldn't seem to get it through people's minds. They kept trying to "front load" the production schedule by attempting to catch up with production they failed to make the previous week, and the problem appeared to be getting worse. It seemed to happen every week, and the only way Justin could get things back to a realistic position was to completely reconstruct the entire master schedule usually about every three weeks. Last month could serve as an example. The first week of the month Justin had sched- uled production cqual to 320 standard hours in the assembly area. The assembly area man- aged to complete only 291 hours that week because of some equipment maintenance and a few unexpected part shortages. The assembly supervisor then had the workers complete the remaining 29 hours from week I at the start of week 2. Since week 2 already had 330 standard hours scheduled, the additional 29 hours really put them in a position of attempt- ing to complete 359 hours. The workers actually completed 302 hours in week 2, leaving 163 Production Activity Control 37 hours to front load into week 3, and so forth. Usually by the time Jastin came to his three-week review of the master schedule, it was not uncommon for the assembly area lo be more than 100 standard hours behind schedule. Clearly, something needed to be done. Justin decided to review some of the areas that could be causing the problem: 1. Job standards Although it had been at least four years since any job standards had been reviewed or changed, Jason felt the standards could not be the problemquite the opposite. His operations course had taught him about the concept of the learning curve, implying that if anything the standard times for the jobs should be too high, allowing the average worker to complete even more production per hour than that implied by the joh standard. 2. Utilization The general manager was very insistent on high utilization of the area He felt that it would help control costs, and consequently used utilization as a major performance measure for the assembly area. The problem was that customer service was also extremely important. With the problems Justin was having with the master schedule, it was difficult to promise order delivery accurately, and equally difficult to deliver the on time once the order promise was made 3. The workers In an effort to control costs, the hourly wage for the workers was not very high. This caused a turnover in the workforce of almost 70% per year. ln spite of this, the facility was located in an area where replacement workers were fairly easy to hire. They were assigned to the production arca after they had a minimum of one week's worth of training on the equipment. In the meantime, the company filled vacant positions with temporary workers brought in by a local temporary employment service. 4. Engineering changes The design of virtually all the products was changing, with the average product changing with respect to some aspect of the design about every two months, Usually this resulted in an improvement to the prod- ucts, however, so Justin quickly dismissed the changes as a problem. There were also some engineering changes on the equipment, but in general little in the way of process change had been made. The setup time for a batch of a specific design had remained at about 15 minutes. That forced a batch size of about from 50 to 300 units, depending on the design. The equipment was getting rather old, how- ever, forcing regular maintenunce as well as causing an occasional breakdown. Each piece of equipment generally required about three hours of maintenance per week. Since the computer had done most of his calculations in the past, Justin decided to check to see if the computer was the source of the problem. He gathered iaformation to conduct a manual calculation on a week when there were eight people assigned to the as- sembly area (one person for each of eight machines) for one shift per day. With no over- time, that would allow 320 hours of production. Standard Assembly Time (minutes per item) Product Batch Size A174 50 17 G820 100 H221 50 19.5 B327 200 11.7 C803 100 21.2 P932 300 14.1 F732 200 15.8 J513 150 17.3 L683 150 12.8 164 CHAPTER SIX Assignment 1. With this information, Justin calculated the total standard time required to be within the 320 hours available. Is he correct? Calculate the time required and check the accu- racy of his calculation. 2. List the areas you think are causing trouble in this facility. 3. Develop a plan to deal with the situation and try to get the production schedule back under control under the constraints listed.
Expert Answer:
Answer rating: 100% (QA)
Answer 1 Frontloading is an issue in capacity planning because this leads to the addition of loads to the prefixed loading schedule As in this case co... View the full answer

Related Book For 
Operations Management in the Supply Chain Decisions and Cases
ISBN: 978-0073525242
6th edition
Authors: Roger Schroeder, M. Johnny Rungtusanatham, Susan Goldstein
Posted Date:
Students also viewed these general management questions
-
Three workers trying to move a 1 Ã 1 Ã 1.2-m crate apply to the crate the three horizontal forces shown. (a) If P = 240 N, replace the three forces with an equivalent force-couple...
-
In Figure a man is trying to get his car out of mud on the shoulder of a road. He ties one end of a rope tightly around the front bumper and the other end tightly around a utility pole l8 m away. He...
-
Some people are tempted to make their finances look worse to get financial aid. Companies sometimes also manage their financial numbers in order to accomplish certain goals. Earnings management is...
-
Mr. Paulo Rodriguez, a fund manager of The Blackstone Group Inc. holds a portfolio with a current value of RM7.83 million. The cash index currently stands at 1,075 points. He fears that the market...
-
Under what condition would the stated annual rate equal the effective annual rate (EAR) for a given deposit? How do these rates relate to the annual percentage rate (APR) and annual percentage yield...
-
Financial information for Ernie Bishop Company is presented below. ERNIE BISHOP COMPANY Statements of Financial Position December 31 ERNIE BISHOP COMPANY Income Statement For the Years Ended December...
-
Discuss the distinctions among negligent torts, intentional torts, and strict liability.
-
You are a financial analyst for the Ajax Company, which uses about $1 million of inventory per month. The purchasing manager has come to you for help with a buying decision. He can get a big discount...
-
At midday when a black grain storage facility is directly under the Sun, it receives 925 W of solar power per square meter of surface from the Sun. If this hot surface loses energy only by radiation...
-
1. Who owns the dominant easement estate? 2. Who owns the servient easement estate? 3. Explain the precedent on easement barriers and the courts requirements for proof of unreasonable interference...
-
172. Consider vectors u = 2i + 4j and v = 4j + 2k. a. Find the component form of vector w = proj, v that represents the projection of v onto u. b. Write the decomposition v=w+q of vector v into the...
-
Should Australian governments increase expenditure in 2023 as a means of reducing unemployment? Consider different perspectives such as Keynesian and classical theory on potential crowding out of...
-
What is driving the move to different energy sources? Under what conditions is carbon capture, storage and utilization profitable?
-
Product Sales Value per unit at Split-off Separable Processing Costs per unit after Split-off Sales Value per unit at Completion A $12 $9 $22 B 10 4 17 C 15 6 19 If Product B is processed beyond the...
-
A company has the following information: Direct Materials $210,000 Direct Labor $60,000 Manufacturing Overhead: Indirect Factory Wages $25,000 Factory Equipment Depreciation $10,000 Factory Utilities...
-
XYZ Company has the following product information: Product A Product B Sales $200,000 $300,000 Direct Material $50,000 $75,000 Direct Labor $20,000 $30,000 Shipping $5,000 $15,000 Customer Order...
-
Reality TV stars Todd and Julie Chrisley have been in the news a lot recently for their tax evasion and fraud case. The two were found guilty of tax evasion and for defrauding banks out of over $30...
-
What are conversion costs? What are prime costs?
-
An operations manager was heard complaining, "The boss never listens to me-all the boss wants from me is to avoid making waves. I rarely get any capital to improve operations." a. Does the business...
-
What is the management significance of finding the critical path through a network?
-
Why is a stable master schedule desirable for a lean production system? What is the effect if it is not stable?
-
Approximately 50,000 new titles, including new editions, are published each year in the United States, giving rise to a $25 billion industry in 2001. In terms of percentage of sales, this industry...
-
When you think of political persuasion, you may think of the effortsthat political campaigns undertake to persuade you that their candidate is betterthan the other candidate. In truth, campaigns are...
-
In late 2013, the taxi company Yourcabs.com in Bangalore, India, was facing a problem with the drivers using their platformnot all drivers were showing up for their scheduled calls. Drivers would...

Study smarter with the SolutionInn App