

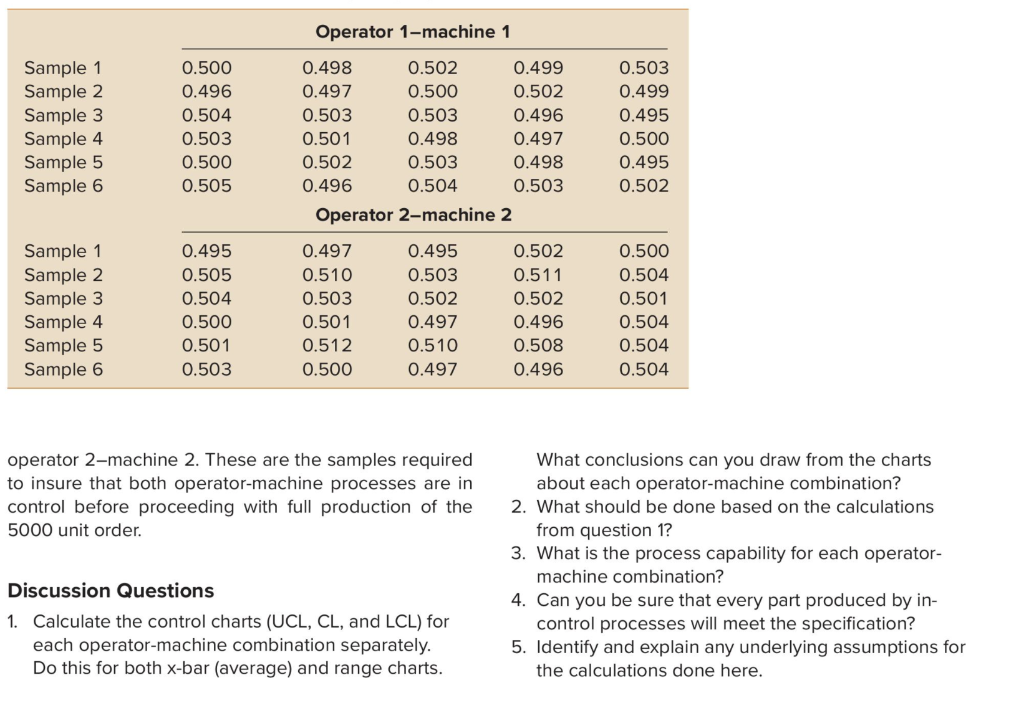
Question: Operator 1-machine 1 Sample 1 Sample 2 Sample 3 Sample 4 Sample 5 Sample 6 0.500 0.496 0.504 0.503 0.500 0.505 0.503 0.499 0.495 0.500
Step by Step Solution
There are 3 Steps involved in it
1 Expert Approved Answer
Step: 1 Unlock

Question Has Been Solved by an Expert!
Get step-by-step solutions from verified subject matter experts
Step: 2 Unlock
Step: 3 Unlock