

Question: The program required to produce the part, whose technical drawing is given above, on a CNC milling machine is given below. In this program, lines
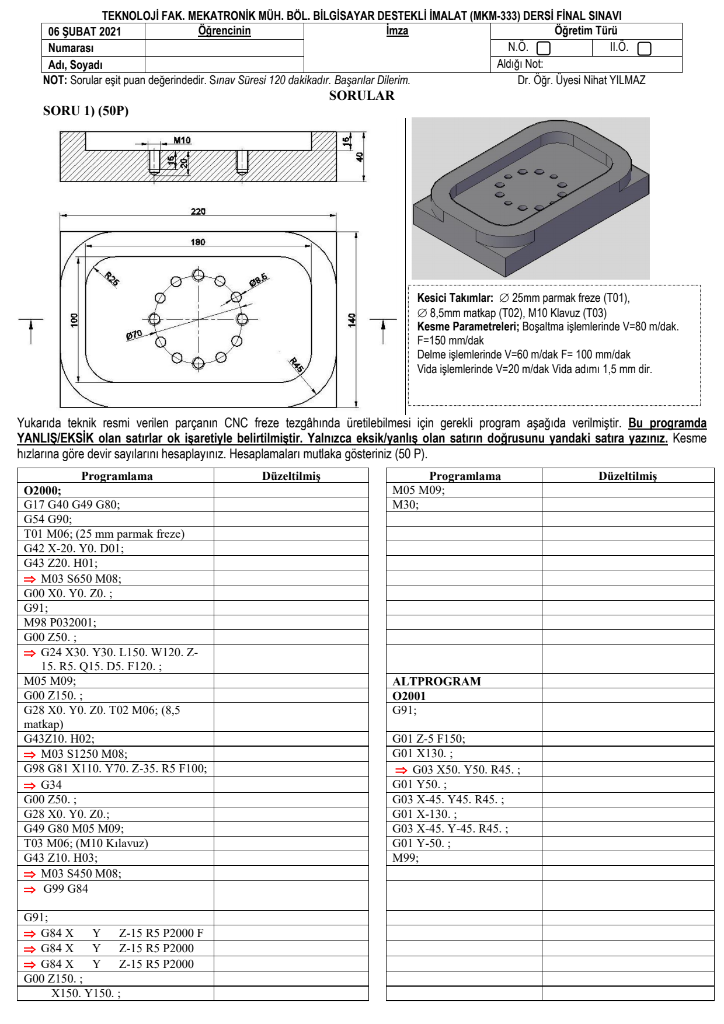
The program required to produce the part, whose technical drawing is given above, on a CNC milling machine is given below. In this program, lines that are FALSE / MISSING are indicated with an arrow. Just write the correct line of the missing / wrong line on the adjacent line. Calculate the number of revolutions according to the cutting speeds. Be sure to show the calculations (50 P).
Cutting Tools: 25mm end mill (T01), 8.5mm drill (T02), M10 tap (T03) Cutting Parameters; In the unloading operations, V = 80 m / min. F = 150 mm / min Drilling operations V = 60 m / min F = 100 mm / min In screw operations, V = 20 m / min Screw pitch is 1.5 mm
TEKNOLOJ FAK. MEKATRONK MH. BL. BLGSAYAR DESTEKL MALAT (MKM-333) DERS FNAL SINAVI 06 UBAT 2021 rencinin imza retim Tr Numaras N.O.O II.O.O Adi, Soyadi Ald Not: NOT: Sorular eit puan deerindedir. Snav Sresi 120 dakikadr. Baarlar Dilerim. Dr. r. yesi Nihat YILMAZ SORULAR SORU 1) (50P) M10 U 220 180 R26 0 O $8.5 T $ 070 Kesici Takmlar: 25mm parmak freze (T01), 8,5mm matkap (TO2), M10 Klavuz (T03) Kesme Parametreleri; Boaltma ilemlerinde V=80 m/dak. F=150 mm/dak Delme ilemlerinde V=60 m/dak F= 100 mm/dak Vida ilemlerinde V=20 m/dak Vida adm 1,5 mm dir. R45 Yukarda teknik resmi verilen parann CNC freze tezghnda retilebilmesi iin gerekli program aada verilmitir. Bu programda YANLIIEKSK olan satrlar ok iaretiyle belirtilmitir. Yalnzca eksik/yanl olan satrn dorusunu yandaki satra yaznz. Kesme hzlarna gre devir saylarn hesaplaynz. Hesaplamalar mutlaka gsteriniz (50 P). Programlama Dzeltilmis Programlama Dzeltilmi 02000: M05 M09; G17 G40 G49 G80; M30; G54 G90 T01 M06; (25 mm parmak freze) G42 X-20. YO. DOI: G43 Z20. HO1; >> MO3 S650 M08; GOO XO, YO, ZO. G91: M98 P032001: GOO Z50.; >> G24 X30. Y30. L150, W120.Z- 15. R5.015. DS. F120. M05 M09: ALTPROGRAM G00 Z150.: 02001 G28 XO. YO. ZO. TO2 M06; (8,5 G91; matkap) G43Z10. HO2 G01 Z-5 F150; = M03 S1250 M08, G01 X130.; G98 G81 X110. Y70. Z-35. R5 F100; >> G03 X50. Y50. R45.; G34 G01 Y50.; G00 750.; G03 X-45. Y45. R45.; G28 XO. YO.ZO.; G01 X-130.; G49 G80 MOS M09; G03 X-45. Y-45. R45. TO3 M06; (M10 Klavuz) G01 Y-50.; G43 Z10. HO3; M99; >> M03 S450 M08; = G99 G84 G91; G84 X Y Z-15 R5 P2000 F > G84 X Z-15 R5 P2000 > G84 X Y Z-15 R5 P2000 G00 Z150.; X150. Y 150.; TEKNOLOJ FAK. MEKATRONK MH. BL. BLGSAYAR DESTEKL MALAT (MKM-333) DERS FNAL SINAVI 06 UBAT 2021 rencinin imza retim Tr Numaras N.O.O II.O.O Adi, Soyadi Ald Not: NOT: Sorular eit puan deerindedir. Snav Sresi 120 dakikadr. Baarlar Dilerim. Dr. r. yesi Nihat YILMAZ SORULAR SORU 1) (50P) M10 U 220 180 R26 0 O $8.5 T $ 070 Kesici Takmlar: 25mm parmak freze (T01), 8,5mm matkap (TO2), M10 Klavuz (T03) Kesme Parametreleri; Boaltma ilemlerinde V=80 m/dak. F=150 mm/dak Delme ilemlerinde V=60 m/dak F= 100 mm/dak Vida ilemlerinde V=20 m/dak Vida adm 1,5 mm dir. R45 Yukarda teknik resmi verilen parann CNC freze tezghnda retilebilmesi iin gerekli program aada verilmitir. Bu programda YANLIIEKSK olan satrlar ok iaretiyle belirtilmitir. Yalnzca eksik/yanl olan satrn dorusunu yandaki satra yaznz. Kesme hzlarna gre devir saylarn hesaplaynz. Hesaplamalar mutlaka gsteriniz (50 P). Programlama Dzeltilmis Programlama Dzeltilmi 02000: M05 M09; G17 G40 G49 G80; M30; G54 G90 T01 M06; (25 mm parmak freze) G42 X-20. YO. DOI: G43 Z20. HO1; >> MO3 S650 M08; GOO XO, YO, ZO. G91: M98 P032001: GOO Z50.; >> G24 X30. Y30. L150, W120.Z- 15. R5.015. DS. F120. M05 M09: ALTPROGRAM G00 Z150.: 02001 G28 XO. YO. ZO. TO2 M06; (8,5 G91; matkap) G43Z10. HO2 G01 Z-5 F150; = M03 S1250 M08, G01 X130.; G98 G81 X110. Y70. Z-35. R5 F100; >> G03 X50. Y50. R45.; G34 G01 Y50.; G00 750.; G03 X-45. Y45. R45.; G28 XO. YO.ZO.; G01 X-130.; G49 G80 MOS M09; G03 X-45. Y-45. R45. TO3 M06; (M10 Klavuz) G01 Y-50.; G43 Z10. HO3; M99; >> M03 S450 M08; = G99 G84 G91; G84 X Y Z-15 R5 P2000 F > G84 X Z-15 R5 P2000 > G84 X Y Z-15 R5 P2000 G00 Z150.; X150. Y 150
Step by Step Solution
There are 3 Steps involved in it

Get step-by-step solutions from verified subject matter experts