

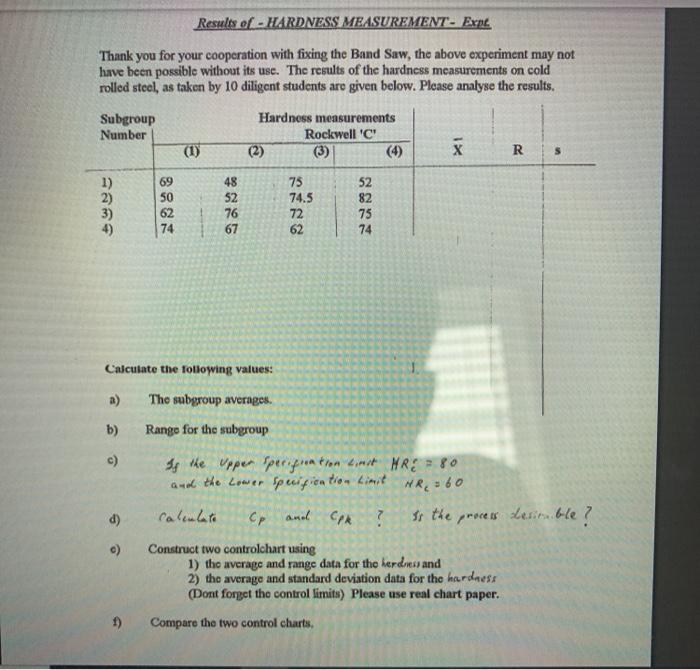
Question: 11:05 { k QC lab-Xbar-R chart.pdf Trading STATISTICAL PROCESS CONTROL IKT-36. LABS 17/May Rom-MADNESS MEASUREMENT have been promile without. The rest of these oded, talon
Step by Step Solution
There are 3 Steps involved in it
1 Expert Approved Answer
Step: 1 Unlock

Question Has Been Solved by an Expert!
Get step-by-step solutions from verified subject matter experts
Step: 2 Unlock
Step: 3 Unlock