

You are back in the business of producing domestic fuel gas from fatty esters (waste cooking...
Fantastic news! We've Found the answer you've been seeking!
Question:
Transcribed Image Text:
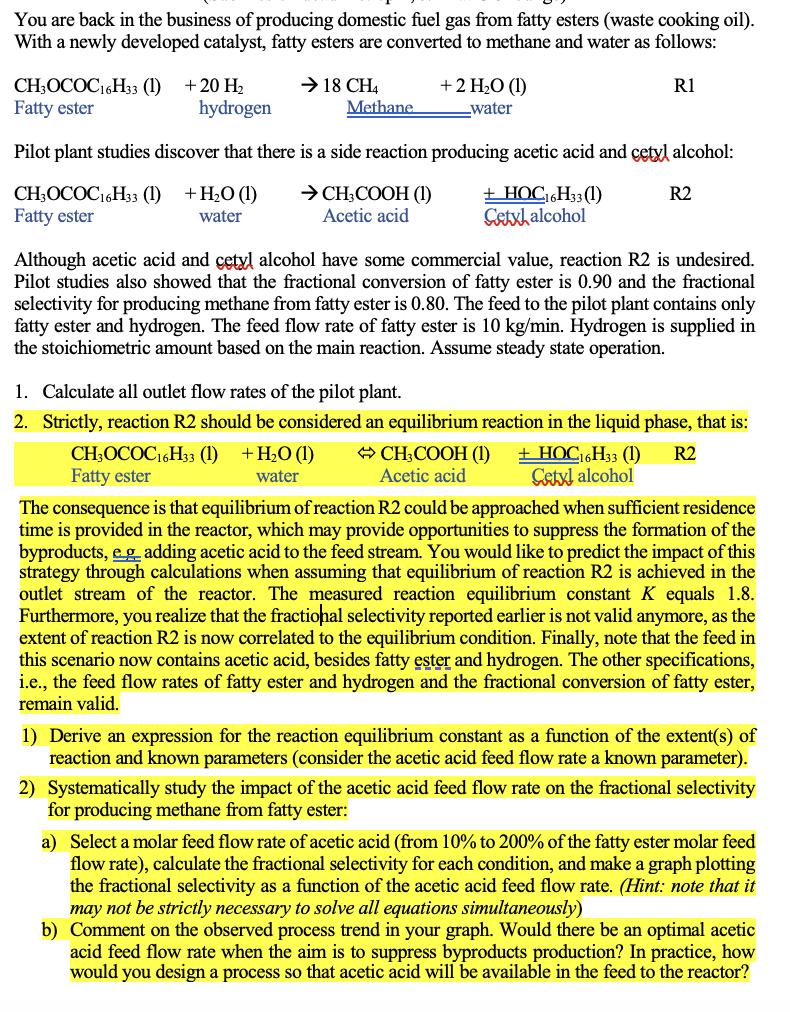
You are back in the business of producing domestic fuel gas from fatty esters (waste cooking oil). With a newly developed catalyst, fatty esters are converted to methane and water as follows: CH3OCOC16H33 (1) + 20 H2 18 CH4 + 2 HO (1) Fatty ester hydrogen Methane water R1 Pilot plant studies discover that there is a side reaction producing acetic acid and cetyl alcohol: CH3OCOC16H33 (1) + H2O (1) Fatty ester water CH3COOH (1) Acetic acid + HOC16H33 (1) Cetyl alcohol R2 Although acetic acid and cetyl alcohol have some commercial value, reaction R2 is undesired. Pilot studies also showed that the fractional conversion of fatty ester is 0.90 and the fractional selectivity for producing methane from fatty ester is 0.80. The feed to the pilot plant contains only fatty ester and hydrogen. The feed flow rate of fatty ester is 10 kg/min. Hydrogen is supplied in the stoichiometric amount based on the main reaction. Assume steady state operation. 1. Calculate all outlet flow rates of the pilot plant. 2. Strictly, reaction R2 should be considered an equilibrium reaction in the liquid phase, that is: CH3COOH (1) + HOC16H33 (1) R2 Acetic acid Cetyl alcohol CH3OCOC16H33 (1) + H2O (1) Fatty ester water The consequence is that equilibrium of reaction R2 could be approached when sufficient residence time is provided in the reactor, which may provide opportunities to suppress the formation of the byproducts, eg adding acetic acid to the feed stream. You would like to predict the impact of this strategy through calculations when assuming that equilibrium of reaction R2 is achieved in the outlet stream of the reactor. The measured reaction equilibrium constant K equals 1.8. Furthermore, you realize that the fractional selectivity reported earlier is not valid anymore, as the extent of reaction R2 is now correlated to the equilibrium condition. Finally, note that the feed in this scenario now contains acetic acid, besides fatty ester and hydrogen. The other specifications, i.e., the feed flow rates of fatty ester and hydrogen and the fractional conversion of fatty ester, remain valid. 1) Derive an expression for the reaction equilibrium constant as a function of the extent(s) of reaction and known parameters (consider the acetic acid feed flow rate a known parameter). 2) Systematically study the impact of the acetic acid feed flow rate on the fractional selectivity for producing methane from fatty ester: a) Select a molar feed flow rate of acetic acid (from 10% to 200% of the fatty ester molar feed flow rate), calculate the fractional selectivity for each condition, and make a graph plotting the fractional selectivity as a function of the acetic acid feed flow rate. (Hint: note that it may not be strictly necessary to solve all equations simultaneously) b) Comment on the observed process trend in your graph. Would there be an optimal acetic acid feed flow rate when the aim is to suppress byproducts production? In practice, how would you design a process so that acetic acid will be available in the feed to the reactor? You are back in the business of producing domestic fuel gas from fatty esters (waste cooking oil). With a newly developed catalyst, fatty esters are converted to methane and water as follows: CH3OCOC16H33 (1) + 20 H2 18 CH4 + 2 HO (1) Fatty ester hydrogen Methane water R1 Pilot plant studies discover that there is a side reaction producing acetic acid and cetyl alcohol: CH3OCOC16H33 (1) + H2O (1) Fatty ester water CH3COOH (1) Acetic acid + HOC16H33 (1) Cetyl alcohol R2 Although acetic acid and cetyl alcohol have some commercial value, reaction R2 is undesired. Pilot studies also showed that the fractional conversion of fatty ester is 0.90 and the fractional selectivity for producing methane from fatty ester is 0.80. The feed to the pilot plant contains only fatty ester and hydrogen. The feed flow rate of fatty ester is 10 kg/min. Hydrogen is supplied in the stoichiometric amount based on the main reaction. Assume steady state operation. 1. Calculate all outlet flow rates of the pilot plant. 2. Strictly, reaction R2 should be considered an equilibrium reaction in the liquid phase, that is: CH3COOH (1) + HOC16H33 (1) R2 Acetic acid Cetyl alcohol CH3OCOC16H33 (1) + H2O (1) Fatty ester water The consequence is that equilibrium of reaction R2 could be approached when sufficient residence time is provided in the reactor, which may provide opportunities to suppress the formation of the byproducts, eg adding acetic acid to the feed stream. You would like to predict the impact of this strategy through calculations when assuming that equilibrium of reaction R2 is achieved in the outlet stream of the reactor. The measured reaction equilibrium constant K equals 1.8. Furthermore, you realize that the fractional selectivity reported earlier is not valid anymore, as the extent of reaction R2 is now correlated to the equilibrium condition. Finally, note that the feed in this scenario now contains acetic acid, besides fatty ester and hydrogen. The other specifications, i.e., the feed flow rates of fatty ester and hydrogen and the fractional conversion of fatty ester, remain valid. 1) Derive an expression for the reaction equilibrium constant as a function of the extent(s) of reaction and known parameters (consider the acetic acid feed flow rate a known parameter). 2) Systematically study the impact of the acetic acid feed flow rate on the fractional selectivity for producing methane from fatty ester: a) Select a molar feed flow rate of acetic acid (from 10% to 200% of the fatty ester molar feed flow rate), calculate the fractional selectivity for each condition, and make a graph plotting the fractional selectivity as a function of the acetic acid feed flow rate. (Hint: note that it may not be strictly necessary to solve all equations simultaneously) b) Comment on the observed process trend in your graph. Would there be an optimal acetic acid feed flow rate when the aim is to suppress byproducts production? In practice, how would you design a process so that acetic acid will be available in the feed to the reactor?
Expert Answer:

Related Book For 
Entrepreneurial Finance
ISBN: 978-0538478151
4th edition
Authors: J . chris leach, Ronald w. melicher
Posted Date:
Students also viewed these chemical engineering questions
-
a. Example 13-1: Batch Reactor with an Exothermic Reaction Wolfram 1. Adiabatic Case: Use Wolfram to see whether you can find a trajectory that is ready to ignite and whose trajectory looks like a...
-
This case was written by Professor Michele Greenwald, Visiting Professor of Marketing at HEC Paris, for use with Advertising and Promotion: An Integrated Marketing Communications Perspective 7th...
-
Do women lead differently than men?
-
Imagine a community with only one insurance company that provides coverage to everyone in that community (a universal insurer). Currently, the payer does not pay anything for physician office visits....
-
What is the role of assessing risk including materiality in an audit? Do you think the auditors did an adequate job in this regard? Explain.
-
James Lewis, a resident of Kentucky, sustained an injury while operating a Caterpillar bulldozer. He filed suit against Caterpillar, a company incorporated in Delaware but with its principal place of...
-
An automobile manufacturer is considering mechanical design changes in one of its top-selling cars to reduce the weight of the car by at least 400 pounds to improve its fuel efficiency. Design...
-
Work with Data Manipulation Language (DML) using MySQL. You will create the database, multiple tables, insert data and retrieve information based on the questions given below. 1. Show all the...
-
Explain the meaningful learning of Mathematics according to the network theory. Use an example from the senior phase Mathematics curriculum to practically illustrate meaningful learning.
-
Dana owns a building that she purchased for $600,000. Its current replacement cost is $2 million. The building is covered up to $1,000,000 for fire-related perils by ZRP Insurance Company, with an...
-
Find dy/dx in terms of t if dy/dx = x = t-t, y=2-9t
-
Assume Expenses are 40% of Revenue. If we trend Revenue growth at 3% per year for 5 years, and Expenses grow at 2.5% per year for 5 years, how much higher is the Net Operating Income in Year 5 vs...
-
1. Explain the follow-up process on past due patient accounts. Review forms 13.9, Collection Activity Summary, 13.10, Returned Checks letter Template, and 13.11 Returned Check Tickler. Use these...
-
As you study accounting, you will become increasingly familiar with a variety of generally accepted accounting principles. Already, you are beginning to appreciate some of the fundamental principles,...
-
King Builder specialized in office building construction for more than 10 years, has been banking with Banks of Australia for over 5 years. It has been recently awarded a contract to build an office...
-
Find the equation of the plane passing through the points P 5,4,3 ,Q 4,3,1 and R 1,5,4
-
What is a ventures reversion value?
-
Why are new ventures at a disadvantage in receiving debt financing?
-
Describe the basic additional funds needed (AFN) equation.
-
The things that might lead a person to quit might not be the same things that lead a person to stay with an organization. For example, another job offer or the tendency to always be looking for new...
-
Divide the team into three groups. Each group will choose value, brand, or retention equity. Or, if team sizes are smaller, each team will select an equity component. For each equity component,...
-
Generate survey or interview items that would capture value-, brand-, or retention-equity levels in workers. If possible, ask a sample of your friends and neighbors to take a survey based on your...

Study smarter with the SolutionInn App