New Semester
Started
Get
50% OFF
Study Help!
--h --m --s
Claim Now
Question Answers
Textbooks
Find textbooks, questions and answers
Oops, something went wrong!
Change your search query and then try again
S
Books
FREE
Study Help
Expert Questions
Accounting
General Management
Mathematics
Finance
Organizational Behaviour
Law
Physics
Operating System
Management Leadership
Sociology
Programming
Marketing
Database
Computer Network
Economics
Textbooks Solutions
Accounting
Managerial Accounting
Management Leadership
Cost Accounting
Statistics
Business Law
Corporate Finance
Finance
Economics
Auditing
Tutors
Online Tutors
Find a Tutor
Hire a Tutor
Become a Tutor
AI Tutor
AI Study Planner
NEW
Sell Books
Search
Search
Sign In
Register
study help
engineering
unit operations of chemical engineering
Unit Operations Of Chemical Engineering 7th Edition Warren McCabe, Julian Smith, Peter Harriott - Solutions
A solution of organic colloids in water is to be concentrated from 8 to 45 percent solids in a single-effect evaporator. Steam is available at a gauge pressure of 1.03 atm (120.5°C). A pressure of 102 mm Hg abs is to be maintained in the vapor space. The feed rate to the evaporator is 20,000 kg/h.
A solution of organic colloids is to be concentrated from 15 to 50 percent solids in a vertical-tube evaporator. The solution has a negligible elevation in boiling point, and the specific heat of the feed is 0.93. Saturated steam is available at 0.8 atm abs, and the pressure in the condenser is 100
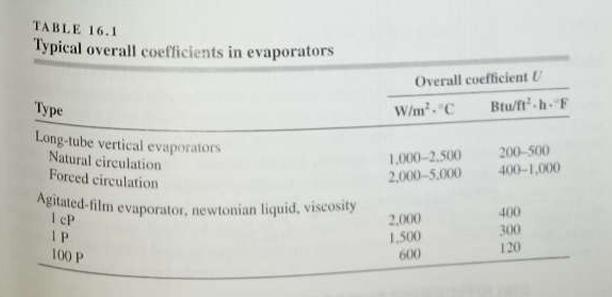
A forced-circulation evaporator is to concentrate 60,000 kg/h of 44 percent NaOH to 65 percent using steam at 3 atm pressure. The feed temperature and the condensing temperature are both 40°C. The density of the feed solution is 1,450 kg/m3. If the overall heat-transfer coefficient is 2,000 W/m2.
Vertical tubes 100 mm in diameter and 6 m long are used to concentrate a dilute aqueous solution in a once-through falling-film evaporator. The flow rate per tube is 3,000 kg/h, and the viscosity of the solution at the initial boiling point is 2.5 cP (a) What would be the average residence time of
An agitated-film evaporator 120 mm in inside diameter contains a four-blade agitator turning at 400 rpm. It is vaporizing ethylene dichloride from a polymer solution with an average viscosity of 100 cP. The properties of the liquid film are: k= 0.15 Btu/h·ft·°F; ρ = 60 lb/ft3; cp = 0.3
A triple-effect evaporator is to be used to produce a 50 percent NaOH solution from a feed containing 25 percent NaOH. Steam is available at 320°F, and the vapor from the last stage is condensed at 120°F. Backward feed is used. (a) If equal amounts of water are removed in each effect, what will
A triple effect standard vertical tube evaporator each effect of which has 140 m2 of heating surface is to be used to concentrate from 5 % solids to 40% solids a solution possessing a negligible boiling point elevation. Forward feed is to be used. Steam is available at 120°C, and the vacuum in the
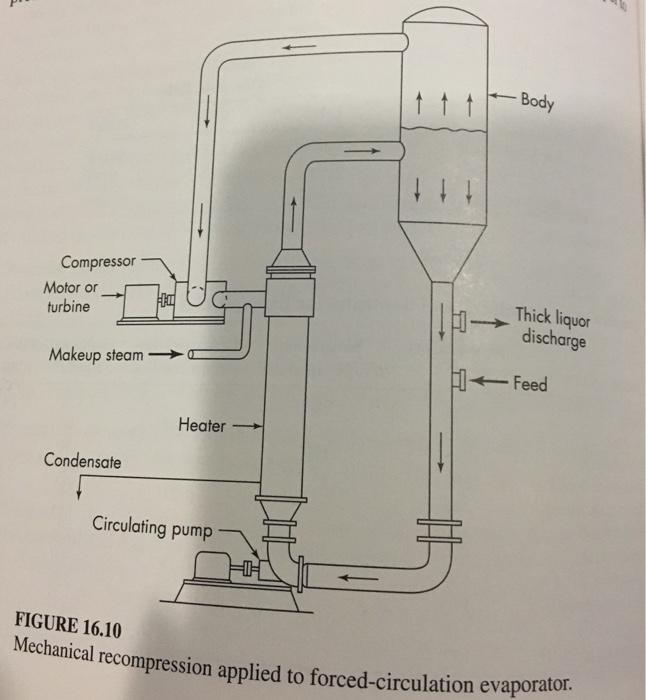
A vapor recompression evaporator is to concentrate a very dilute aqueous solution. The feed rate is to be 30,000 lb/h; the evaporation rate will be 20,000 lb/h. The orator will operate at atmospheric pressure, with the vapor mechanically compressed as shown in Fig. 16.10 except that a
Carbon dioxide is diffusing through nitrogen in one direction at atmospheric pressure and 0°C. The mole fraction of CO2 at point A is 0.2; at point B. 3 m away, in the direction of diffusion, it is 0.02. Diffusivity Du is 0.144 cm2/s. The gas phase as a whole is stationary; that is, nitrogen is
An open circular tank 8 m in diameter contains n-propanol at 25°C exposed to the atmosphere in such a manner that the liquid is covered with a stagnant air film estimated to be 5 mm thick. The concentration of propanol beyond the stagnant film is negligible. The vapor pressure of propanol at 25°C
Ethanol vapor is being absorbed from a mixture of alcohol vapor and water vapor by means of a nonvolatile solvent in which alcohol is soluble but water is not. The temperature is 97°C, and the total pressure is 760 mm Hg. The alcohol vapor can be considered to be diffusing through a film of
An ethanol-water vapor mixture is being rectified by contact with an alcohol-water liquid solution. Alcohol is being transferred from gas to liquid and water from liquid to gas. The molal flow rates of alcohol and water are equal but in opposite directions. The temperature is 95°C and the pressure
A wetted-wall column operating at a total pressure of 518 mm Hg is supplied with water and air, the latter at a rate of 120 g/min. The partial pressure of the water vapor in the airstream is 76 mm Hg, and the vapor pressure of the liquid-water film on the wall of the tower is 138 mm Hg. The
Air at 40C and 2.0 atm is passed through a shallow bed of naphthalene spheres 12 mm in diameter at a rate of 2 m/s, based on the empty cross section of the bed. The vapor pressure of naphthalene is 0.35 mm Hg. How many kilograms per hour of naphthalene will evaporate from 1 m3 of bed, assuming a
Diffusion coefficients for vapors in air can be determined by measuring the rate of evaporation of a liquid from a vertical glass tube. For a tube 0.2 cm in diameter filled with n-heptane at 21°C, calculate the expected rate of decrease of the liquid level when the meniscus is 1 cm from the top
Estimate the liquid-film mass-transfer coefficient for O2 diffusing from an air bubble rising through water at 20°C. Choose a bubble size of 4.0 mm, assume a spherical shape, and assume rapid circulation of gas inside the bubble. Neglecting the change of bubble size with distance traveled,
Small spheres of solid benzoic acid are dissolved in water in an agitated tank. If the Sherwood number is nearly constant at a value of 4.0, show how the time for complete dissolution varies with the initial size of the particle. How much time would be required for 100-μm particles to dissolve
Estimate the diffusion coefficient and the Schmidt number for water vapor in air at 50°C and 20 mm Hg absolute pressure.
Predict the diffusivity of helium in natural gas at 5 atm and 20°C or 250°C. What is the exponent for this temperature range?
By what factor would the diffusion coefficient for sucrose in water increase as the temperature was raised from 0 to 100°C? Use two different equations and compare your results.
Predict the diffusion coefficients for dilute solutions of HCI and NaCl in water at 50°C.
Predict the terminal velocity for a 1-mm drop of nitrobenzene in water, and estimate the external mass-transfer coefficient if the drop is circulating or if the drop is stagnant.
Water saturated with air at 20°C is passed through hydrophobic hollow fibers at 50 cm/s. The fibers are 1 m long with an inner diameter of 500 μm, and vacuum is applied on the outside to remove oxygen as fast as it diffuses to the fiber wall. Estimate the mass-transfer coefficient for oxygen.
In the absorption of ammonia from air into water at 20°C, the slope of the equilibrium line is about 1.0. Estimate the fraction of the total resistance in the gas phase, assuming that the penetration theory applied to both phases.
If the liquid film resistance is 5 times that of the gas film for a gas absorption process, by how much would the rate of absorption change if the liquid film coefficient could be doubled without changing other parameters? What would be the effect of doubling the gas-film coefficient?
Explain why the equation for binary diffusion in gases (Eq. (17.28)] includes the term T3/2/P, while the simple equation for thermal conductivity (Eq. (10.6)] has T1/2 and no dependence on P. Both Dv and k are said to depend on the mean free path and the average molecular velocity.Eq. 17.28Eq. 10.6
The limiting ionic conductance of Li+ in water is less than that of Na+, which in turn is less than that of K+, a trend believed to be caused by changes in the degree of hydration of the ions. Assuming λ0+ = λ0- in Eq. (17.33), calculate Dv and VA for Li+ nH2O and Na+·nH2O and estimate the
Nitrobenzene was adsorbed from saturated air at 33°C in cylinders of activated carbon 4 mm in diameter and 10 mm long. "The cylinders were embedded in Teflon with the top circular face exposed to the air so that only axial diffusion took place. The concentration profiles for nitrobenzene were
A transdermal patch for drug delivery contains a 0.06M solution of the drug in a capsule 2 mm thick and 3.0 cm in diameter. Just before application, a 250-μm polymer film is placed between the capsule and the skin. The drug diffusion coefficient in solution is 5.4 x 10-6 cm2/s; in the polymer it
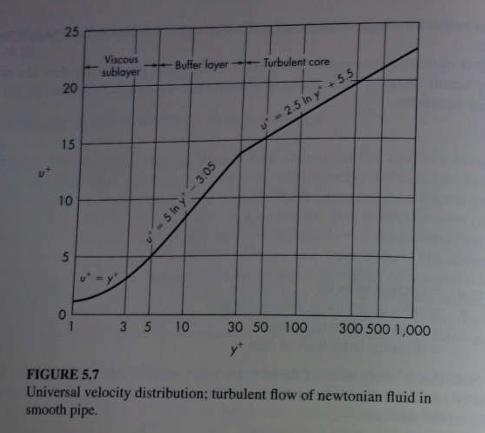
(a) Calculate the steady-state mass transfer coefficient for diffusion from the wall of a smooth 3-cm tube when the average fluid velocity u = 1.8 m/s, ρ = 1050 kg/m3, μ = 5 cP, and Dv = 2.0 x 10-6 cm2/s. (b) Calculate the effective film thickness and compare this with the thickness of the
A plant design calls for an absorber that is to recover 95 percent of the acetone in an air stream, using water as the absorbing liquid. The entering air contains 14 mole percent acetone. The absorber has cooling and operates at 80°F and I atm and is to produce a product containing 5.0 mole
Estimate the time required for 90 percent absorption of the oxygen from a 1-mm bubble of oxygen rising in pure water at 20°C.
A packed-column gas absorber is designed to remove 98 percent of A from air at a liquid rate 1.2 times the minimum. The incoming solvent is free of A. (a) How many transfer units are required? (b) If the air contains a small amount of gas B. which is only half as soluble as gas A, what fraction
A benzene-toluene distillation column will be packed with 11/2-inch IMTP packing For conditions in the lower part of the column, where L/V= 1.3, what vapor rate corresponds to half the flooding rate? What is the pressure drop at this rate?
A column packed with Mellapak 250Y is operated at 1 atm with air and an aqueous solution at Gx = 8Gy and 60 percent of the flooding velocity (see Fig. 18.8). (a) What are the superficial gas velocity and the mass velocity?(b) If the pressure were changed to 2 atm, what superficial velocity and
Calculate the fraction of oxygen absorption from a 2-mt: air bubble rising 15 ft in pure water at 20°C. Assume the bubble rises at its terminal velocity and has the same external mass transfer coefficient as a rigid sphere. The oxygen solubility is 9 mg/l. and the diffusivity is 2 x 10-5 cm2/s.
A packed column is used to remove toluene from water by stripping with air. The water contains 60 ppm toluene (weight basis), and the concentration must be reduced to 2 ppm. The column will operate at 20°C and an average pressure of 1.1 atm. The equilibrium relationship is Ptol = 256x where Ptol
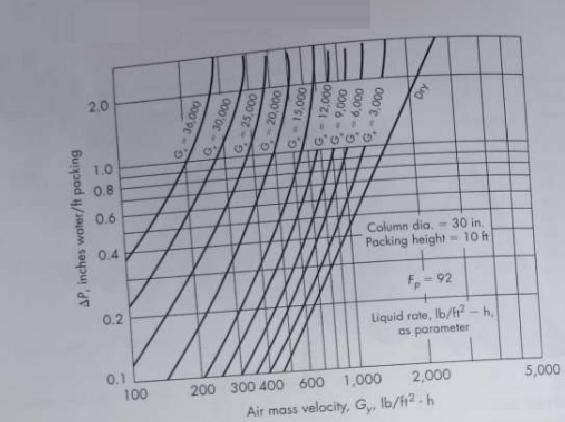
An absorber packed with 1-in. Intalox saddles operates at 50°C and 10 atm with a liquid mass velocity 5 times the gas mass velocity. Assuming the gas and liquid are similar to air and water, what gas mass velocity will give a pressure drop of 0.5 in. H2O/ft packing? Use the generalized
A gas containing 2 percent A and 1 percent B is to be scrubbed with a solvent in which A is 5 times as soluble as B. Show that using two columns in series with separate regeneration of the liquid from each column would permit recovery of A and g in relatively pure form. Use a y–x diagram to show
An absorber is to remove 99 percent of solute A from a gas stream containing 4 mol percent A. Solutions of A in the solvent follow Henry's law, and the temperature rise of the liquid can be neglected. (a) Calculate Noy for operation at 1 atm using solute. free liquid at a rate of 1.5 times the
An 8-ft-diameter column packed with 20 ft of 1-in. Berl saddles has air at 1.5 atm and 40°C flowing through it. The tower is apparently close to flooding, since Δp=24 in, of water. The mass velocity of the liquid is 8.5 times that of the gas.(a) If the tower were repacked with 1" Pall rings, what
An aqueous waste stream containing 1.0 weight percent NH3 is to be stripped with air in a packed column to remove 99 percent of the NH3. What is the minimum air rate, in kilograms of air per kilogram of water, if the column operates at 20C? How many transfer units are required at twice the minimum
A vapor stream containing 3.0 mole percent benzene is scrubbed with wash oil in a packed absorber to reduce the benzene concentration in the gas to 0.02 percent. The oil has an average molecular weight of about 250 and a density of 54.6 lb/ft2 and contains 0.015 percent benzene. The gas flow is
An absorption column is fed at the bottom with a gas containing 5 percent benzene and 95 percent air. At the top of the column a nonvolatile absorption oil is introduced, which contains 0.2 percent benzene by weight. Other data are as follows: Feed, 2.000 kg of absorption oil per hour Total
A soluble gas is absorbed in water using a packed tower. The equilibrium relation ship may be taken as ye = 0.06xe. Terminal conditions are as follows: If Hx = 0.24 m and Hy = 0.36 m, what is the height of the packed section? X Top 0 0.001 Bottom 0.08 0,009
An absorber is to recover 99 percent of the ammonia in the air-ammonia stream fed to it, using water as the absorbing liquid. The ammonia content of the air is 20 mole percent. Absorber temperature is to be kept at 30°C by cooling coils; the pressure is 1 atm. (a) What is the minimum water
Air at 27°C and 60 percent relative humidity is circulated past 1.5-cm-OD tubes through which water is flowing at 60 cm/s and 15°C. The air velocity approaching the tubes is 1.5 m/s. (a) Will water condense on the tubes? (b) What are the wall temperature and the interface temperature if
A counterflow cooling tower with 30 in. of cellular fill was designed for an approach of 10°F and a cooling range of 17°F when the wet-bulb temperature is 75F. The tower cross section is 36 x 36 ft, and the airflow and water flow rates are 523,000 cfm (at 90°F) and 6,000 gpm. (a) What are the
For the cooling tower described in Example 19.3, predict the effect of increasing the air rate by 20 percent with the same liquid rate and a wet-bulb temperature of 75°F.Example 19.3 A counterflow induced-draft cooling tower operates with inlet and exit water temperatures of 105 and 85°F when the
(a) Show that for small drops of water evaporating in warm air, the evaporation time is proportional to the square of the droplet size. (b) Calculate the evaporation time for 50-μm drops in air at 140°F. (c) Evaluate the volumetric heat- transfer coefficient for a spray of 50-μm drops that
Use the penetration theory, with the same contact time for gas and liquid, to find approximate values of kya and hxa. What fraction of the total resistance is in the gas phase?
Air at 160°F has a wet-bulb temperature of 102°F. Determine the relative humidity, the percentage humidity, and the dew point.
For air flowing at 150°F and 20 ft/s in a large square duct. 4 ft on a side, what is the coefficient for radiant heat transfer to a wet-bulb thermometer 0.5 in. in diameter? How does this compare with the convective coefficient?
For the cooling tower described in Example 19.3, predict the inlet and exit water temperatures if the dry-bulb and wet-bulb temperatures are 100 and 68°F.Example 19.3A counterflow induced-draft cooling tower operates with inlet and exit water temperatures of 105 and 85°F when the air has dry-bulb
Calculate the number of ideal stages for the system described in Example 20.1 if the conditions are changed to the following: Acetone in entering gas, 25 mole percent Acetone in entering oil, 1.5 mole percent Acetone in bottoms liquor, 8 mole percent Acetone absorbed, 90 percentExample 20.1By
What are the effects on the concentrations of the exit gas and liquid streams of the following changes in the operating conditions of the column of Example 20.2? (a) A drop in the operating temperature that changes the equilibrium relationship to y, = 0.6x. Unchanged from the original design: N.
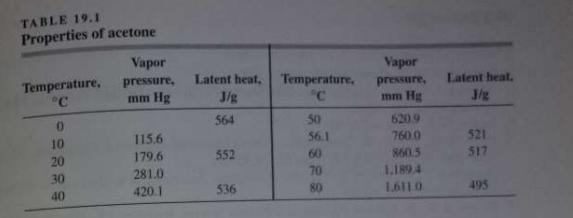
One method of removing acetone from cellulose acetate is to blow an airstream over the cellulose acetate fibers. To know the properties of the air-acclone mixtures. the process control department requires a humidity chart for air-acetone. After investigation, it was found that an absolute humidity
A mixture of air and benzene vapor is to be cooled from 70 to 15°C in a tubular cooler condenser. The humidity at the inlet is 0.7 kg benzene vapor per kilogram of air. Calculate (a) The wet-bulb temperature of the entering gas, (b) The humidity at the outlet, and (c) The total amount of heat
A column with eight plates and an estimated plate efficiency of 75 percent is used to remove component A from a dilute gas by absorption in water. By what factor must the L/V ratio exceed the slope of the equilibrium line to achieve 95 percent removal of component A?
If an ammonia absorber has 2 percent ammonia in the inlet gas and no ammonia in the incoming water, what fraction of the ammonia could be absorbed with an absorption factor of 0.9 and N = 5 or N = 10?
A toxic hydrocarbon is stripped from water with air in a column with eight ideal stages. (a) What stripping factor is needed for 98 percent removal? (b) What percentage removal could be achieved with a stripping factor of 2.0?
For the conditions of Example 20.1. how many ideal stages would be needed for 97 percent absorption of the acetone of the incoming oil contained 0.005 mol fraction acetone?Example 20.1By means of a plate column, acetone is absorbed from its mixture with air in a nonvolatile absorption oil. The
A mixture of 5 percent butane and 95 percent air is fed to a sieve-plate absorber containing eight ideal plates. The absorbing liquid is a heavy, nonvolatile oil with a molecular weight of 250 and a specific gravity of 0.90. The absorption takes place at 1 atm and 15°C. The recovery of butane is
Show how material balances and the equilibrium relationship can be used for a numerical solution of Example 20.1. Calculate the vapor and liquid compositions for Stages 1 and 2 and compare the results with the graphical solution.Example 20.1By means of a plate column, acetone is absorbed from its
An aqueous solution with 25 ppm of a volatile organic compound (VOC) is stripped with nitrogen at S = 0,80. What fraction of the VOC is removed with 5 or with 10 ideal stages?
A plate column is being considered for removal of SO2 by absorption in water. The SO2 concentration is 500 ppm, and the air rate is 560 ft3/min at 1 atm and 80°F. The equilibrium relationship for dilute solutions at 80°F is y = 31.5x. (a) What is the minimum liquid rate in gal/min for 90 percent
An air stripping column is used to remove 99 percent of A, a volatile hydrocarbon, from water. (a) If the stripping factor is 1.8. how many ideal stages are needed? (b) The water also contains traces of compound B. which is twice as volatile as A, and compound C, which is only half as volatile as
A liquid containing 25 mol % toluene, 40 mol % ethylbenzene, and 35 mol % water is subjected to a continuous flash distillation at a total pressure of 0.5 atm. Vapor pressure data for these substances are given in Table 21.4. Assuming that mixtures of eth ylbenzene and toluene obey Raoult's law and
An equimolal mixture of A and B with a relative volatility of 2.3 is to be separated into a distillate product with 98.5 percent A. a bottoms product with 2 percent A. and an intermediate liquid product that is 80 percent A and has 40 percent of the A fed. (a) Derive the equation for the operating
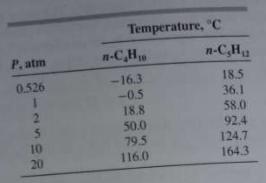
Distillation is used to prepare 99 percent pure products from a mixture of n-butane and n-pentane. Vapor pressures are given below.(a) Plot the vapor pressures in a form that permits accurate interpolation, and determine the average relative volatility for columns operating at 1, 2, and 8 atm. (b)
Ethyl benzene (boiling point 136.2°C) and styrene (boiling point 145.2°C) are separated by continuous distillation in a column operated under a vacuum to keep the temperature under 110°C and to avoid styrene polymerization. The feed is 30,000 kg/h with 54 percent ethyl benzene and 46 percent
Toluene saturated with water at 30°C has 680 ppm H2O and is to be dried to 0.3 ppm H2O by fractional distillation. The feed is introduced to the top plate of the column and the overhead vapor is condensed, cooled to 30°C, and separated into two layers The water layer is removed, and the toluene
A plant has two streams containing benzene and toluene, one with 37 percent benzene and one with 68 percent benzene. About equal amounts of the two streams are available, and a distillation tower with two feed points is proposed to produce 98 per cent benzene and 99 percent toluene in the most
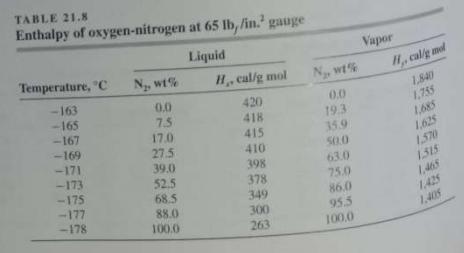
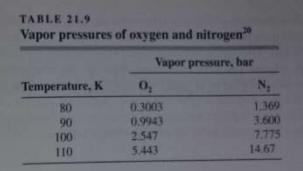
(a) Use the data in Tables 21.8 and 21.9 to calculate the relative volatility of the N2-O2 system for different compositions at 65 lbƒ/in.2 gauge pressure. (b) How close to an ideal system is this? (c) Neglecting the effect of trace gases, what is the minimum number of ideal plates required to
A sieve-tray column with 15 plates is used to prepare 99 percent methanol from a feed containing 40 percent methanol and 60 percent water (mole percent). The plates have 8 percent open area, 1/4-in. holes, and 2-in. weirs with segmental downcomers. (a) If the column is operated at atmospheric
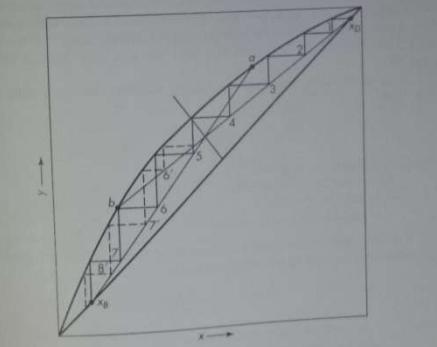
The Murphree efficiency for the system diagrammed in Fig. 21.13 is estimated to be 65 percent. Fig. 21.13:(a) How many plates should the column contain, and what should be the feed plate? (b) What would happen if the feed is introduced on actual plate 5? Use a diagram to help explain your answer.
A distillation column is separating methanol and water with the reflux returned to the column at its bubble point. A larger condenser is now installed, significantly cooling the reflux stream. Control devices keep the apparent (or external) reflux ratio constant. If the same amount of product is to
A tower packed with #40 Intalox metal tower packing is used to distill isooctane (2,2,4-trimethyl pentane) and toluene at atmospheric pressure. The liquid feed is 40 mol % isooctane and is preheated to 100C before entering the column. The column should have 32 ideal plates. (a) What is the
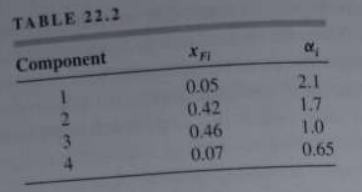
The feed to a conventional distillation column and the relative volatilities are shown in Table 22.2. The recovery of component 2 in the distillate is 99 percent, and 98 percent of component 3 is to leave in the bottoms. Calculate the minimum number of plates.Table 22.2: TABLE
In most distillation columns entrainment flooding occurs before the downcomer entrainment point is reached. Show that the situation may be reversed for low plate spacings (6 in. or 9 in.) and certain weir heights (Low plate spacings are used in air distillation columns to decrease the area for heat
For the conditions of Prob. 22.1, estimate the minimum reflux ratio if the feed is liquid at the bubble point. About how many plates would be required at a reflux ratio 1.3 times the minimum?Prob. 22.1The feed to a conventional distillation column and the relative volatilities are shown in Table
A mixture containing 50 g mol of benzene and 50 g mol of chlorobenzene is distilled by simple distillation without reflux until 40 percent of the initial charge is taken off as overhead. The system benzene-chlorobenzene may be considered ideal, with an average relative volatility of 5.3.(a) What
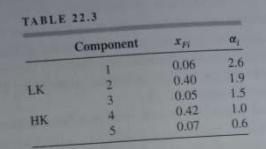
A five-component mixture is to be distilled with 99 percent recovery of the light and heavy keys in the distillate and bottoms (Table 22.3). Calculate the product compositions for the case of infinite reflux. Explain how these concentrations would shift as the reflux ratio was decreased, using the
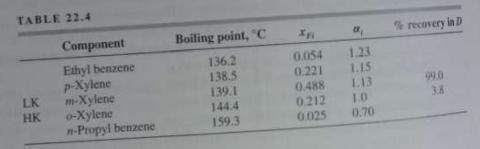
A mixture of xylenes plus other aromatics is separated in a large fractionating column operating at atmospheric pressure. Calculate the minimum number of plates and the minimum reflux ratio for the conditions in Table 22.4. Use the Gilliland correlation to estimate the reflux ratio that will permit
The feed to a distillation column operating at 270 lbƒ/in.2 absolute contains 10 percent ethane, 45 percent propane, 30 percent i-butane, and 15 percent n-butane, Calculate the bubble point of the feed and the fraction vaporized when the liquid enters the column if the feed is heated as a liquid
A mixture of 30 percent benzene, 25 percent toluene, and 45 percent ethyl benzene is to be separated by distillation at atmospheric pressure, with 98 percent of the benzene and only 1 percent of the toluene in the distillate. (a) Calculate the minimum number of ideal plates and the approximate
Find the dew-point and bubble-point temperatures and the corresponding liquid and vapor compositions for a mixture of 25 mole % n-pentane, 40 mol % n-hexane, and 35 mol % n-heptane at a total pressure of 1.5 atm.
Show why the value of N/Nmin for methanol-water distillation at a given value of RD/RDm will depend on the feed composition.
The feed to a depropanizer operating at 250 lbƒ/in.2 contains 6 percent ethane, 41 percent propane, 28 percent i-butane, 23 percent n-butane, and 2 percent n-pentane (all in mole percent). (a) If 98 percent of the propane is recovered in the distillate and 98 per- cent of the i-butane in the
Roasted copper ore containing the copper as CuSO4 is to be extracted in a counter-current stage extractor. Each hour a charge consisting of 10 tons of inert solids 1.2 tons of copper sulfate, and 0.5 ton of water is to be treated. The strong solution produced is to consist of 90 percent H2O and 10
Oil is to be extracted from halibut livers by means of ether in a countercurrent extraction battery. The entrainment of solution by the granulated liver mass was found by experiment to be as shown in Table 23.5. In the extraction battery, the charge per cell is to be 100 lb. based on completely
In Prob. 23.2 it is found that the sludge retains solution varying with the concentration as shown in Table 23.4. If a 12 percent solution of the NaOH is to be produced, how many stages must be used to recover 97 percent of the NaOH?Prob. 23.2A five-stage countercurrent extraction battery is used
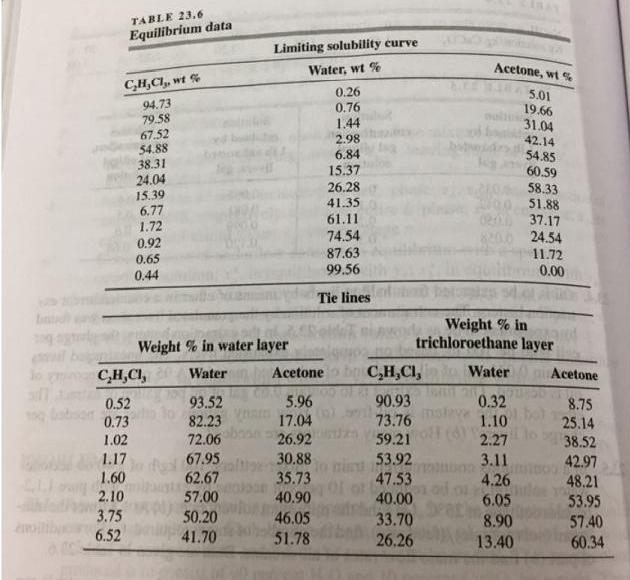
In a continuous countercurrent train of mixer-settlers, 100 kg/h of a 40:60 acetone-water solution is to be reduced to 10 percent acetone by extraction with pure 1.1.2-trichloroethane at 25°C. (a) Find the minimum solvent rate. (b) At 1.8 times the minimum (solvent rate)/(feed rate), find the
A five-stage countercurrent extraction battery is used to extract the sludge from the reaction Na2CO3 + CaO + H2O → CaCO3 + 2NaOH.The CaCO3 carries with it 1.5 times its weight of solution in flowing from one unit to another. It is desired to recover 99 percent of the NaOH. The products from the
A mixture containing 40 weight percent acetone and 60 weight percent water is contacted with an equal amount of MIK. (a) What fraction of the acetone can be extracted in a single-stage process? (b) What fraction of the acetone could be extracted if the fresh solvent were divided into two parts
Oil was extracted from small particles of rapeseed, averaging 0.58 mm in size, by contact with hexane. The particles originally contained 43.82 percent oil and 6.43 percent moisture. After drying, the oil content of the dried meal was reported for different extraction times. The results are given
An antibiotic that has been extracted from a fermentation broth using amyl acetate at low pH is to be extracted back into clean water at pH = 6, where KD = 0.15. If the water flow rate is set at 0.45 times the solvent rate, how many ideal stages would be needed for 98 percent recovery of the
A plant must distill a mixture containing 75 mol % methanol and 25 percent water. The overhead product is to contain 99.99 mol % methanol and the bottom product 0.002 mol %. The feed is cold, and for each mole of feed 0.15 mol of vapor is condensed at the feed plate. The reflux ratio at the top of
The boiling point-equilibrium data for the system acetone-methanol at 760 mm Hg are given in Table 21.6. A column is to be designed to separate a feed analyzing 25 mol % acetone and 75 mol % methanol into an overhead product containing 78 mol % acetone and a bottom product containing 1.0 mole
An equimolal mixture of benzene and toluene is to be separated in a bubble-plate tower at the rate of 100 kg mol/h at 1 atm pressure. The overhead product must contain at least 98 mol % benzene. The feed is saturated liquid. A tower is available containing 24 plates. Feed may be introduced either
Showing 100 - 200
of 432
1
2
3
4
5
Step by Step Answers
![DAR 0.00185873/21(MA+MB)/MAMB]/2 POD (17.28)](https://dsd5zvtm8ll6.cloudfront.net/si.question.images/images/question_images/1697/7/1/2/320653108c0bcc57123.png)