New Semester
Started
Get
50% OFF
Study Help!
--h --m --s
Claim Now
Question Answers
Textbooks
Find textbooks, questions and answers
Oops, something went wrong!
Change your search query and then try again
S
Books
FREE
Study Help
Expert Questions
Accounting
General Management
Mathematics
Finance
Organizational Behaviour
Law
Physics
Operating System
Management Leadership
Sociology
Programming
Marketing
Database
Computer Network
Economics
Textbooks Solutions
Accounting
Managerial Accounting
Management Leadership
Cost Accounting
Statistics
Business Law
Corporate Finance
Finance
Economics
Auditing
Tutors
Online Tutors
Find a Tutor
Hire a Tutor
Become a Tutor
AI Tutor
AI Study Planner
NEW
Sell Books
Search
Search
Sign In
Register
study help
engineering
chemical engineering design
Product And Process Design Principles Synthesis Analysis And Evaluation 4th Edition Warren D. Seider, Daniel R. Lewin, J. D. Seader, Soemantri Widagdo, Rafiqul Gani, Ka Ming Ng - Solutions
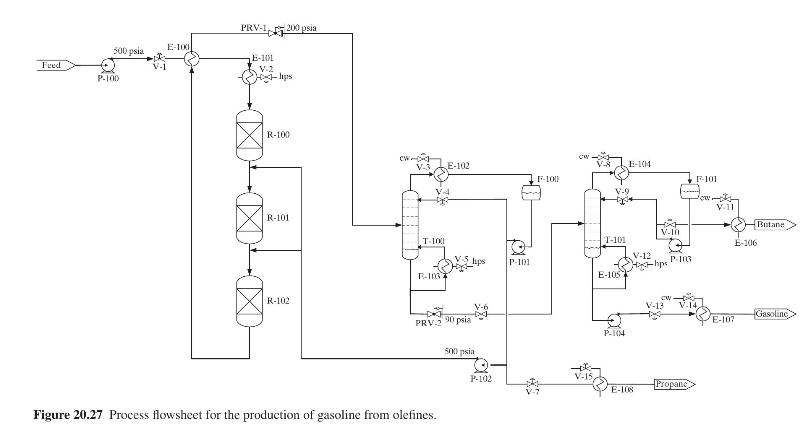
Figure 20.27 shows the flowsheet for a process for the production of gasoline (mainly octane) from an olefins feed (propane, propene, and butene). The feed to the process is heated in E-100, and then E-101, and then fed to a cascade of three PFRs operating at 500 psia where it is partially
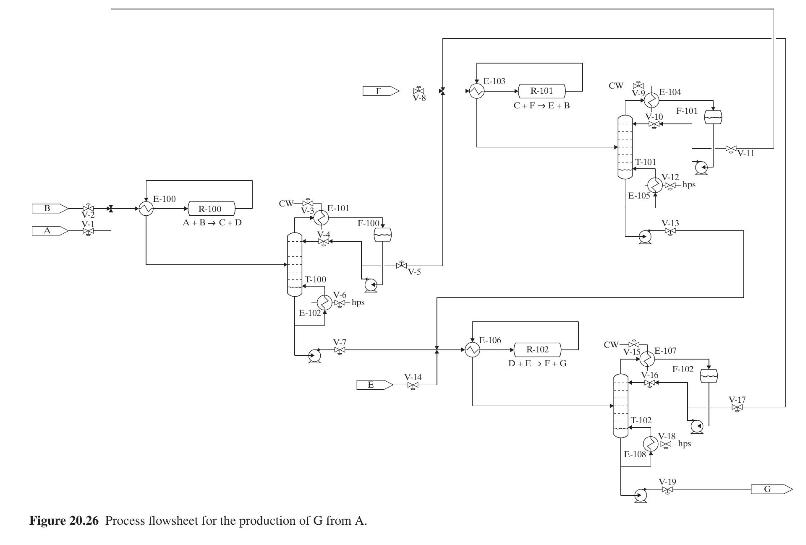
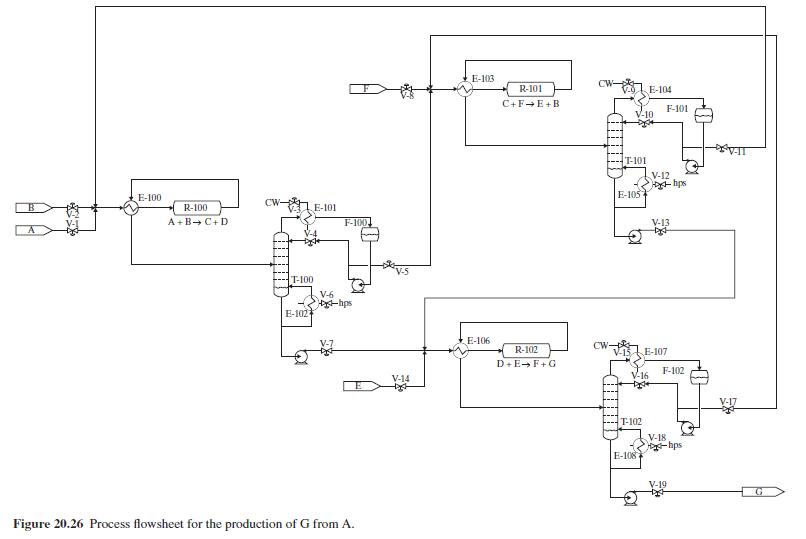
Figure 20.26 shows the flowsheet for a process for the production of G from A. The feed stream of A (entering through valve V-1) is mixed with a makeup stream of \(B\) (entering through valve \(\mathrm{V}\)-2) and a recycle stream composed mostly of \(\mathrm{B}\), and the resulting stream is
A stream of hot gases at \(1,000^{\circ} \mathrm{C}\), having a specific heat of \(6.9 \mathrm{cal} / \mathrm{mol}-{ }^{\circ} \mathrm{C}\), is used to preheat air fed to a furnace. Because of insufficient insulation, the hot gas cools to \(700^{\circ} \mathrm{C}\) before it enters the air
An ideal gas, with \(C_{p}=7 \mathrm{cal} / \mathrm{mol}-{ }^{\circ} \mathrm{C}\), is compressed from 1 to \(50 \mathrm{~atm}\) while its temperature rises from 25 to \(150^{\circ} \mathrm{C}\). How much does its availability per mole change?
Superheated steam at \(250 \mathrm{psia}\) and \(500^{\circ} \mathrm{F}\) is compressed to \(350 \mathrm{psia}\). The isentropic efficiency of the compressor is \(70 \%\). For the compressor, compute its:(a) Lost work(b) Thermodynamic efficiency
Steam at \(400^{\circ} \mathrm{F}, 70 \mathrm{psia}\), and \(100 \mathrm{lb} / \mathrm{hr}\) is compressed to 200 psia. The electrical work is \(4.1 \mathrm{~kW}\). Determine the:(a) Lost work(b) Thermodynamic efficiency(c) Isentropic efficiency
The rate of heat transfer between Reservoir A at \(200^{\circ} \mathrm{F}\) and Reservoir B at \(180^{\circ} \mathrm{F}\) is \(1,000 \mathrm{Btu} / \mathrm{hr}\).(a) Compute the lost work.(b) Adjust the temperature of Reservoir A to \(10^{\circ} \mathrm{F}\). For the same heat duty and lost work,
Nitrogen gas at \(25^{\circ} \mathrm{C}\) and \(1 \mathrm{~atm}\), with \(C_{p}=7 \mathrm{cal} / \mathrm{mol}-\mathrm{K}\), is cooled to \(-100^{\circ} \mathrm{C}\) at \(1 \mathrm{~atm}\). Assuming an ideal gas, calculate the minimum work per mole required for cooling. What is the maximum work per
An equimolar stream of benzene and toluene at \(1,000 \mathrm{lbmol} / \mathrm{hr}\) and \(100^{\circ} \mathrm{F}\) is mixed with a toluene stream at \(402.3 \mathrm{lbmol} / \mathrm{hr}\) and \(50^{\circ} \mathrm{F}\). Assuming ideal vapor and liquid mixtures, use a process simulator to compute
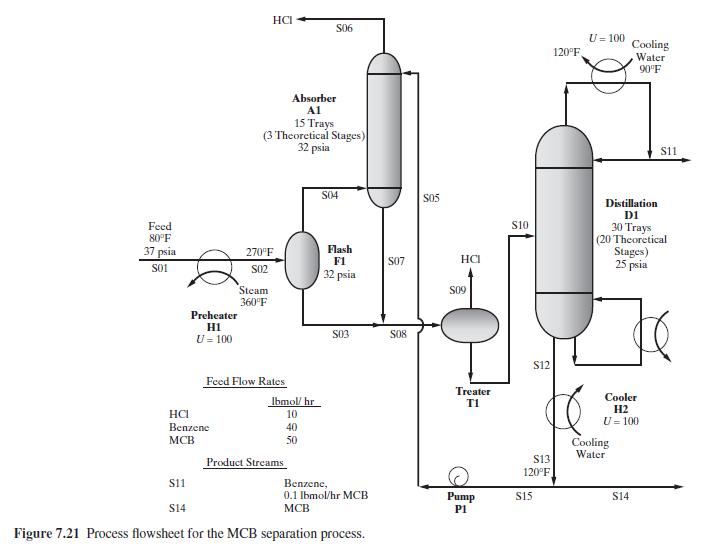
Consider the cooler, \(\mathrm{H} 2\), in the monochlorobenzene separation process in Figures 7.21 and 7.22. Assume that the heat is transferred to an infinite reservoir of cooling water at \(77^{\circ} \mathrm{F}\).(a) Using the enthalpy and entropy values in the results for the sample problem in
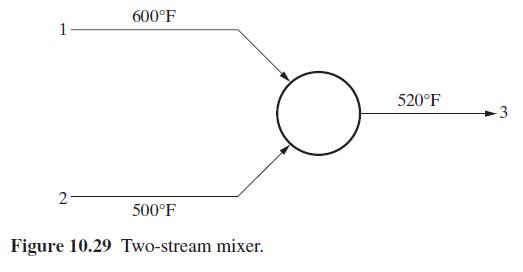
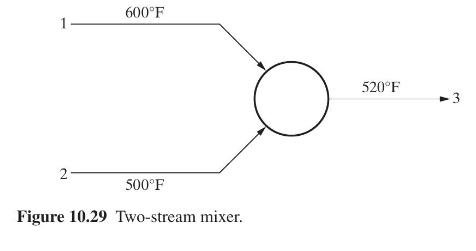
Two streams, each containing \(0.5 \mathrm{lb} / \mathrm{hr}\) steam at \(550 \mathrm{psia}\), are mixed as shown in Figure 10.29:(a) Compute the heat loss to an environmental reservoir at \(77^{\circ} \mathrm{F}\).(b) Compute the lost work and thermodynamic efficiency.Figure 10.29:- 600F 1 2 500F
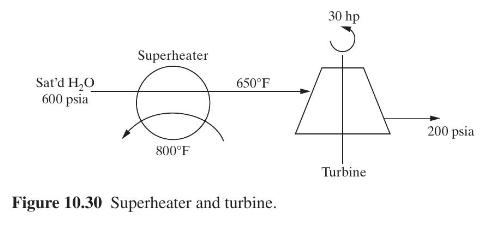
\(1,000 \mathrm{lb} / \mathrm{hr}\) of saturated water at \(600 \mathrm{psia}\) is superheated to \(650^{\circ} \mathrm{F}\) and expanded across a turbine to \(200 \mathrm{psia}\) as illustrated in Figure 10.30. Calculate the:(a) Isentropic efficiency of the turbine(b) Lost work for the process(c)
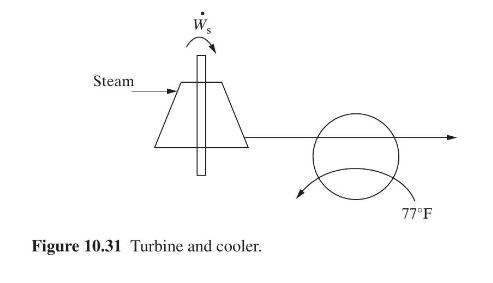
Superheated steam at \(580^{\circ} \mathrm{F}\) and \(500 \mathrm{psia}\) is expanded across a turbine, as shown in Figure 10.31, to \(540^{\circ} \mathrm{F}\) and 400 psia. \(0.9 \mathrm{~kW}\) of shaft work is produced. The turbine exhaust is cooled by a \(77^{\circ} \mathrm{F}\) reservoir to its
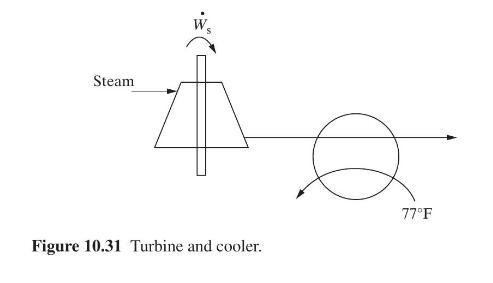
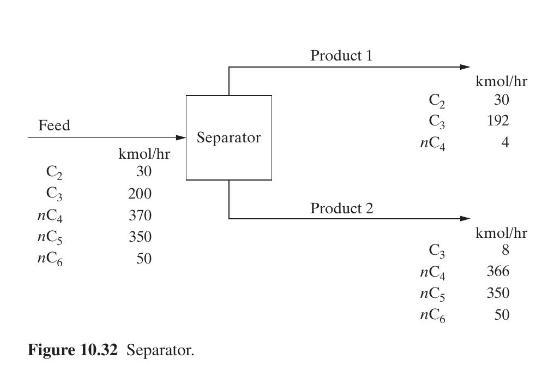
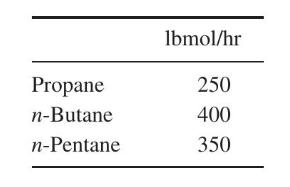
Calculate the minimum rate of work in watts for the gaseous separation at ambient conditions indicated in Figure 10.32.Figure 10.32:- Feed Separator kmol/hr Cz 30 Cz 200 nC4 370 nC5 350 nC6 50 Figure 10.32 Separator. Product 1 555 kmol/hr 30 192 nC4 4 Product 2 kmol/hr C3 8 nC4 366 nC5 350 nC6 50
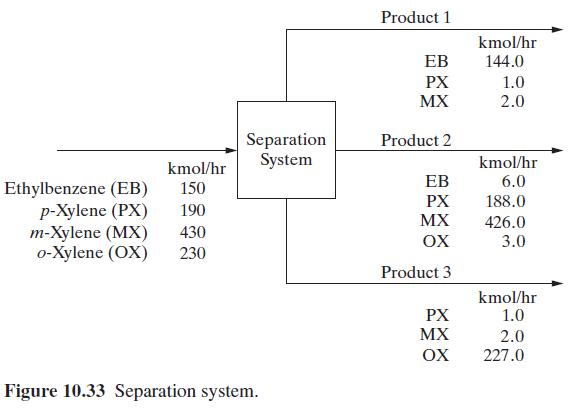
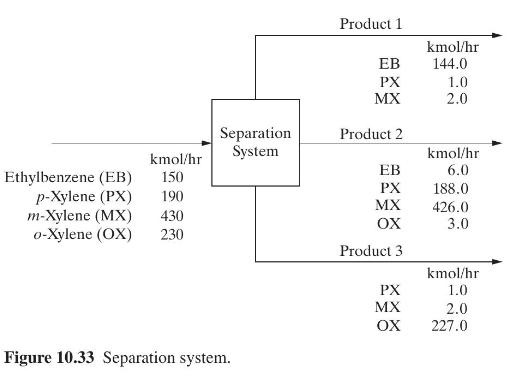
Calculate the minimum rate of work in watts for the gaseous separation at ambient conditions of the feed into the three products shown in Figure 10.33.Figure 10.33:- Product 1 kmol/hr EB 144.0 PX 1.0 MX 2.0 Separation Product 2 System kmol/hr kmol/hr Ethylbenzene (EB) EB 6.0 150 PX 188.0 p-Xylene
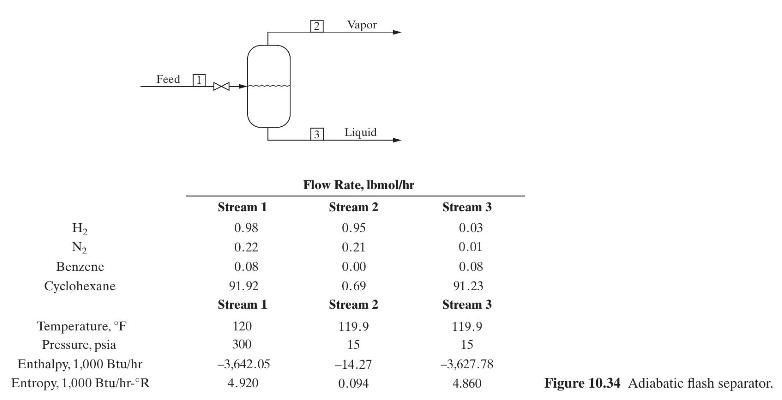
For the adiabatic flash operation shown in Figure 10.34, calculate the following:(a) Change in availability function \(\left(T_{0}=100^{\circ} \mathrm{F}\right)\)(b) (b) Lost work(c) Thermodynamic efficiencyFigure 10.34:- Feed 2 Vapor Liquid Flow Rate, Ibmol/hr Stream 1 Stream 2 Stream 3 H 0.98
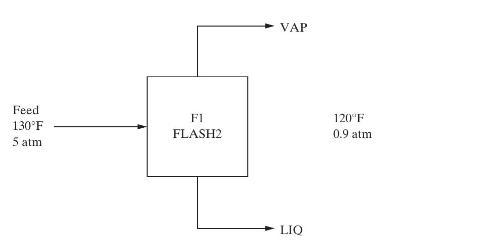
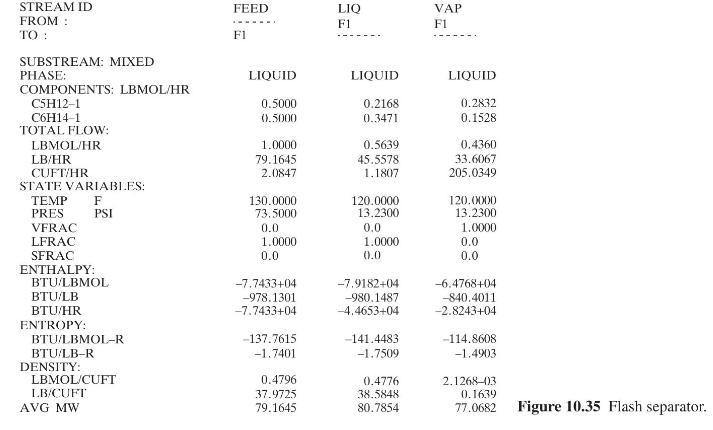
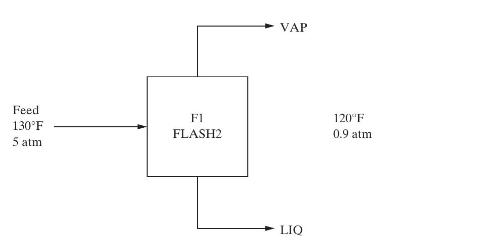
Consider the results of an ASPEN PLUS simulation of the flash vessel in Figure 10.35:Heat is obtained from a large reservoir at \(150^{\circ} \mathrm{F}\). Calculate the following:(a) Rate of heat addition(b) Lost work(c) Thermodynamic efficiencyFigure 10.35:- Product 1 kmol/hr EB 144.0 PX 1.0 MX
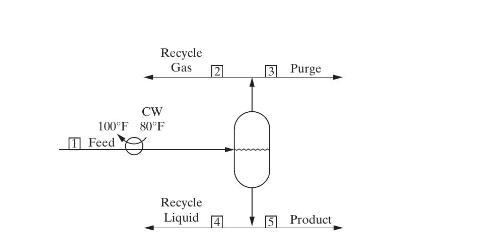
A partial condenser operates as shown in Figure 10.36. Assuming that \(T_{0}=70^{\circ} \mathrm{F}\), calculate the following:(a) Condenser duty(b) Change in availability function(c) Lost work(d) Thermodynamic efficiencyFigure 10.36:- CW 100F 80F Feed Recycle Gas Recycle Liquid 4 3 Purge 5 Product
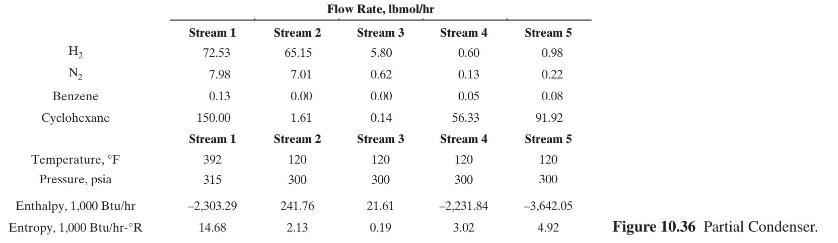
A light-hydrocarbon mixture is to be separated by distillation as shown in Figure 10.37 into ethane-rich and propane-rich fractions. Based on the specifications given and use of the Soave-Redlich-Kwong equation for thermodynamic properties, use ASPEN PLUS with the RADFRAC distillation model to
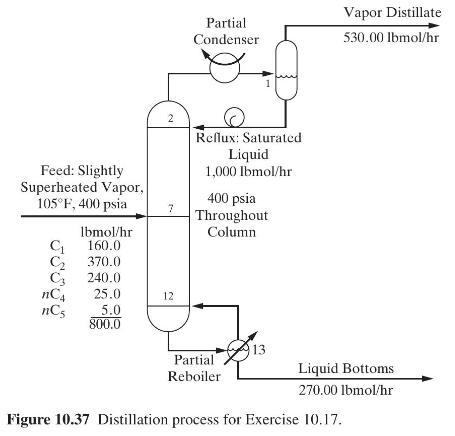
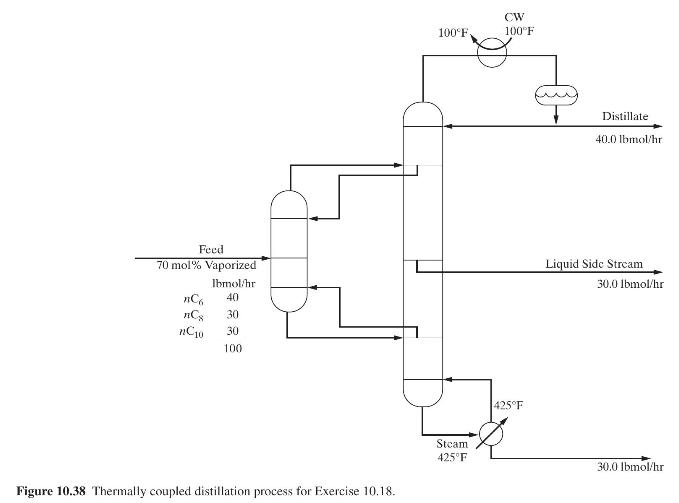
A mixture of three hydrocarbons is to be separated into three nearly pure products by thermally coupled distillation at \(1 \mathrm{~atm}\) as shown in Figure 10.38.Based on the specifications given and other specifications of your choice to achieve reasonably good separations, together with use of
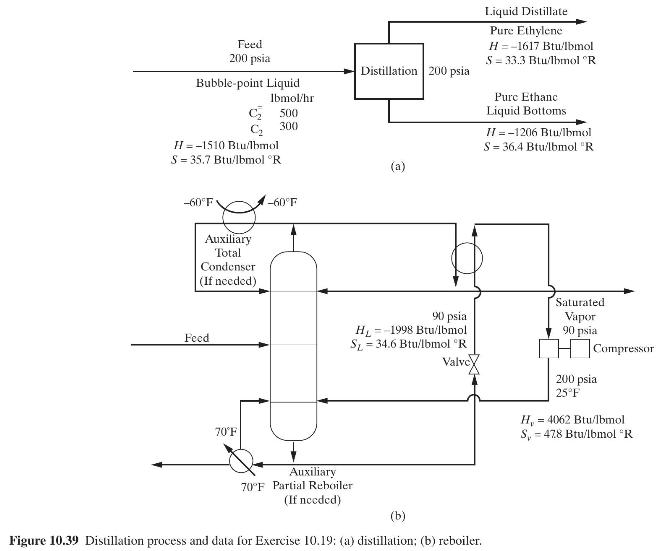
Consider the hypothetical perfect separation of a mixture of ethylene and ethane into pure products by distillation as shown in Figure 10.39.Two schemes are to be considered: conventional distillation and distillation using a heat pump with reboiler liquid flashing. In both cases, the column will
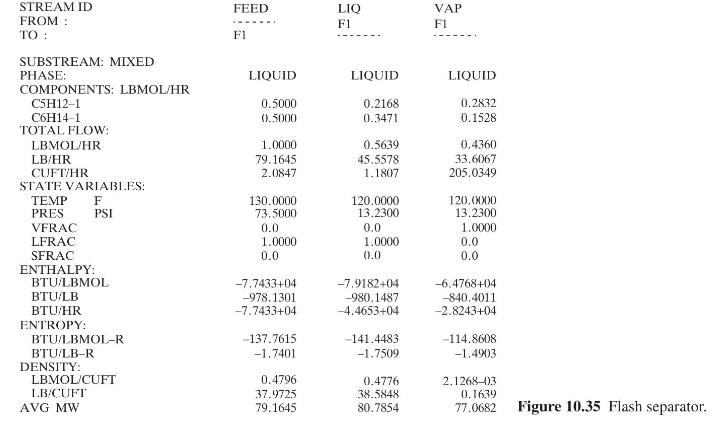
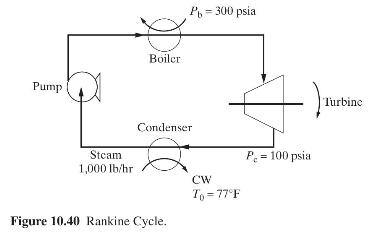
Consider a steam engine that operates in a Rankine cycle as shown in Figure 10.40:The turbine exhaust is a saturated vapor.(a) Find the saturation temperature of the turbine exhaust.(b) For an isentropic efficiency of \(90 \%\), determine the shaft work delivered by the turbine. What is the
A reactor is to be designed for the oxidation of sulfur dioxide, with excess oxygen from air, to sulfur trioxide. The entering feed, at \(550 \mathrm{~K}\) and \(1.1 \mathrm{bar}\), consists of \(0.219 \mathrm{kmol} / \mathrm{s}\) of nitrogen, \(0.058 \mathrm{kmol} / \mathrm{s}\) of oxygen, and
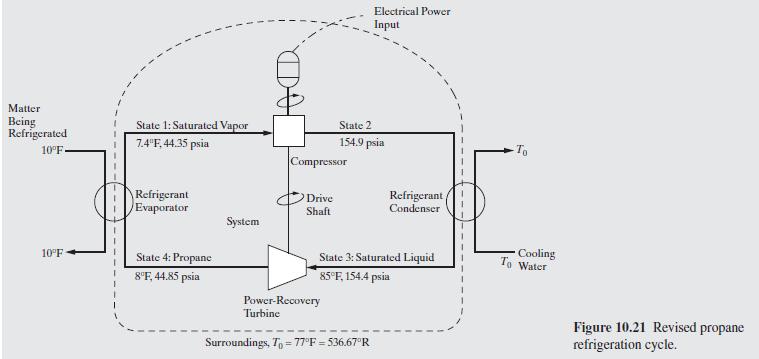
For the revised propane refrigeration cycle in Figure 10.21, let the isentropic efficiencies of the turbine and compressor be 0.9 and 0.7 , respectively. Compute the following:(a) Lost work for the four process units and the entire cycle.(b) Thermodynamic efficiency of the cycle.Figure 10.21:-
Alter the design of the cyclohexane process in Example 10.5 to reduce the lost work and increase the thermodynamic efficiency. Use a simulation program to complete the material and energy balances, and compute the entropies and availability functions for all of the streams as well as the lost work
The chilled-water plant at the University of Pennsylvania sends chilled water to the buildings at \(42^{\circ} \mathrm{F}\) and receives warmed water at \(55^{\circ} \mathrm{F}\). A refrigerant is vaporized in the refrigerant condenser at \(38^{\circ} \mathrm{F}\) as it removes heat from warmed
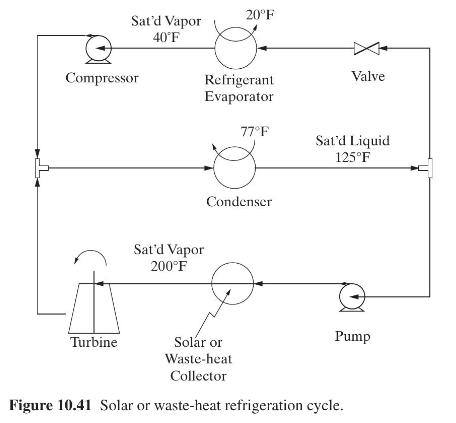
Consider the solar or waste-heat refrigeration cycle in Figure 10.41, which was proposed by Sommerfeld (2001). In addition to the conventional refrigeration loop, a portion of the condensate is pumped to an elevated pressure, where it is vaporized using solar energy or low-temperature waste energy
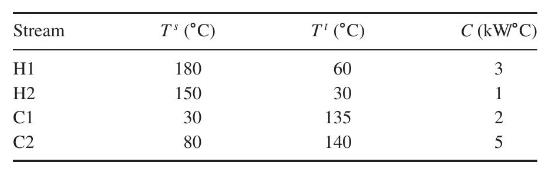
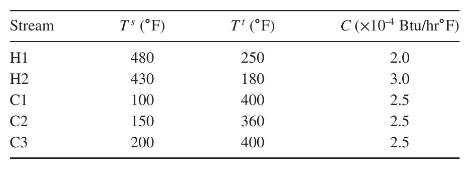
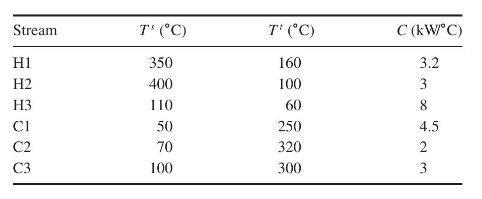
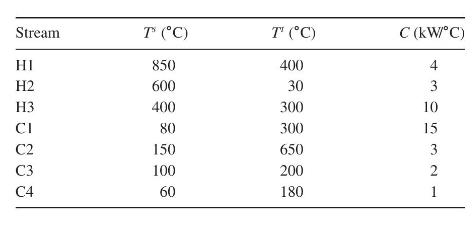
Four streams are to be cooled or heated:(a) For \(\Delta T_{\text {min }}=10^{\circ} \mathrm{C}\), find the minimum heating and cooling utilities. What are the pinch temperatures?(b) Design a heat exchanger network for MER on both the hot and cold sides of the pinch. Stream T' (C) T' (C) C (kWC) H1
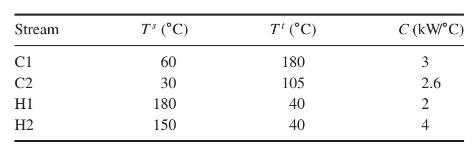
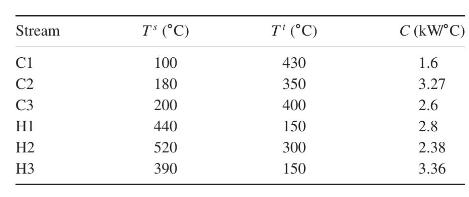
(a) For \(\Delta T_{\min }=10^{\circ} \mathrm{C}\), find the minimum utility requirements for a network of heat exchangers involving the following streams:(b) Repeat (a) for the following streams:(c) For (a) and (b), design HENs that require the minimum utilities. Stream T (C) T' (C) C (kW/C) C1 60
Consider the design of a network of heat exchangers that requires the minimum utilities for heating and cooling. Is it true that a pinch temperature can occur only at the inlet temperature of a hot or cold stream?
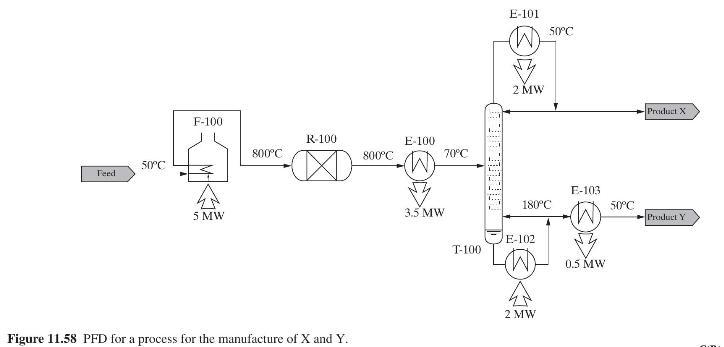
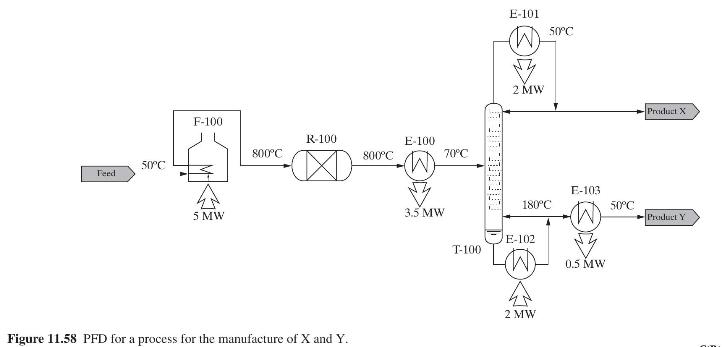
The PFD in Figure 11.58 shows a process for the manufacture of \(\mathrm{X}\) and \(\mathrm{Y}\). The process feed is heated in furnace \(\mathrm{F}-100\) to \(800^{\circ} \mathrm{C}\) and is then fed to an adiabatic and isothermal PFR, R-100, where the reaction to \(\mathrm{X}\) and \(\mathrm{Y}\)
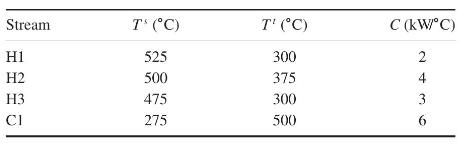
Consider the following heating and cooling demands:A HEN is to be designed with \(\Delta T_{\text {min }}=30^{\circ} \mathrm{C}\) :(a) Find the MER targets.(b) Design a subnetwork of heat exchangers below the pinch that meets the MER targets. Stream Ts (C) T' (C) C (kW/C) H1 525 300 H2 500 375 H3
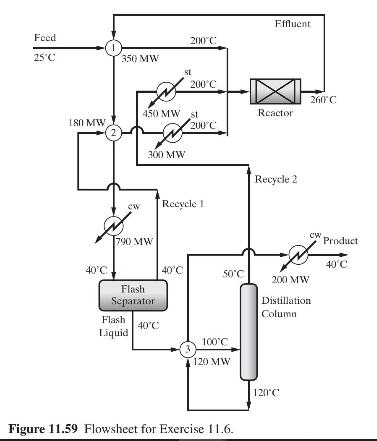
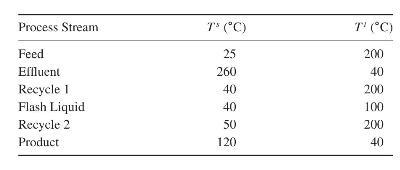
Consider the process flowsheet in Figure 11.59 where the duties required for each heat exchanger are in MW, and the source and target stream temperatures are:(a) The flowsheet calls for \(990 \mathrm{MW}\) to be removed by cooling water and \(750 \mathrm{MW}\) to be provided by steam. It is
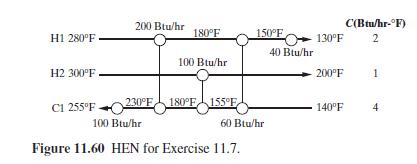
Consider the network of heat exchangers in Figure 11.60:(a) Determine \(N_{H X, \text { min }}\).(b) Identify the heat loop.(c) Show one way to break the heat loop using \(\Delta T_{\min }=10^{\circ} \mathrm{F}\). For the resulting network, prepare a revised diagram, showing all temperatures and
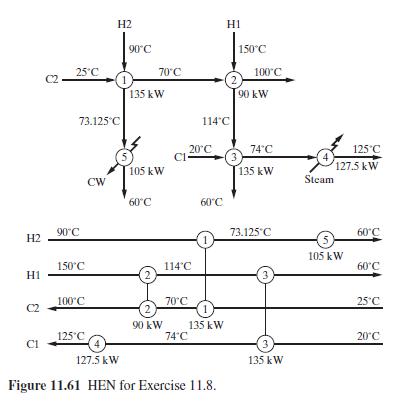
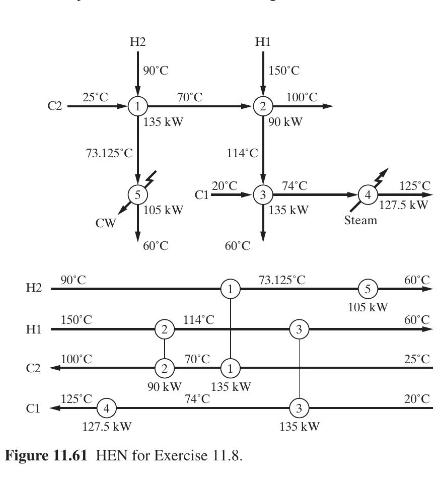
To exchange heat between four streams with \(\Delta T_{\text {min }}=20^{\circ} \mathrm{C}\), the HEN in Figure 11.61 is proposed. Determine whether the network has the minimum utility requirements. If not, design a network with the minimum utility requirements. As an alternative, design a network
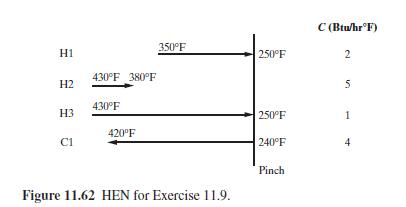
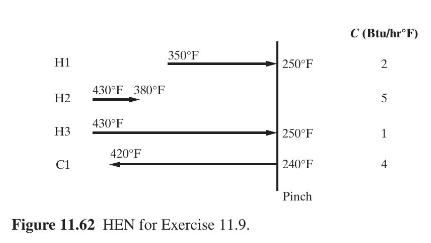
A process has streams to be heated and cooled above its pinch temperatures as illustrated in Figure 11.62. Complete a design that satisfies MER targets with the minimum number of heat exchangers.Figure 11.62:- 350F H1 250F 430F 380F H2 430F H3 420F C1 Figure 11.62 HEN for Exercise 11.9. C (Btu/hrF)
Consider a process with the following streams:(a) Compute \(\Delta T_{\text {thres }}\) as well as the minimum external heating and cooling requirements as a function of \(\Delta T_{\text {min }}\).(b) Design a HEN to meet the MER targets with \(N_{H X, \min }^{M E R}\) heat exchangers for \(\Delta
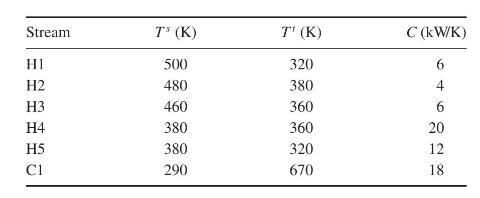
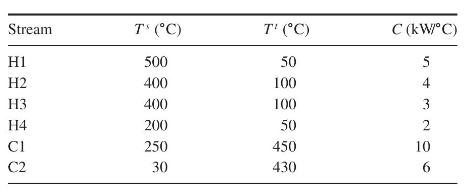
Design a HEN to meet the MER targets for \(\Delta T_{\text {min }}=10^{\circ} \mathrm{C}\) and \(N_{H X, \text { min }}\) for a process involving five hot streams and one cold stream as introduced by Yee and Grossmann (1990): Stream T' (K) T' (K) C (kW/K) HI 500 320 H2 480 380 H3 460 360 H4 380 360
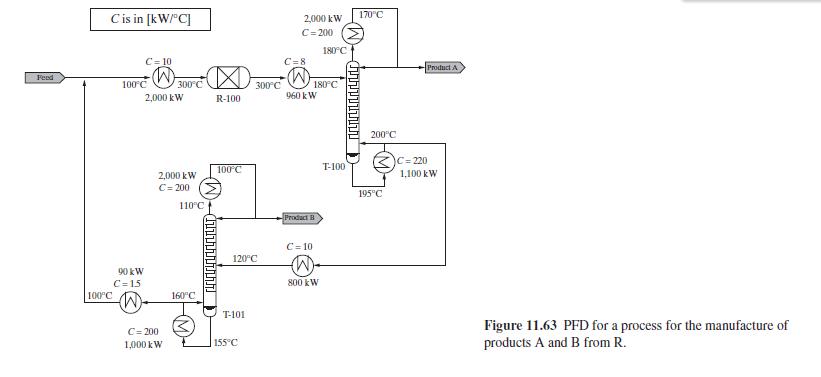
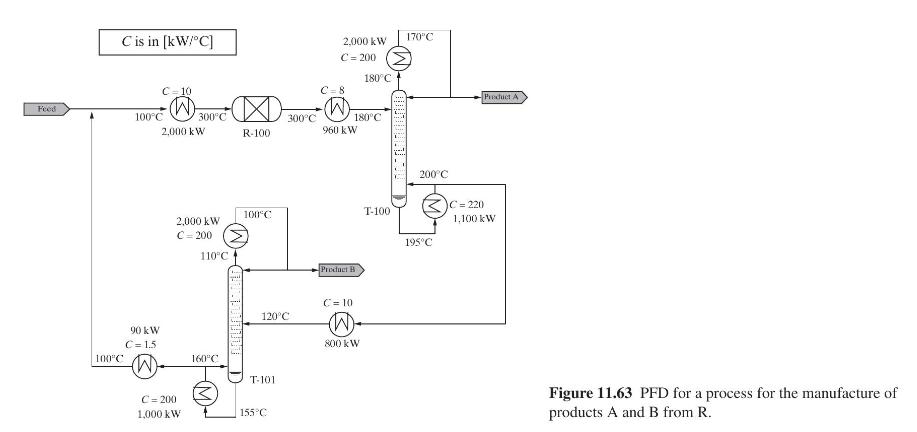
The PFD in Figure 11.63 shows a process in which two liquid products, A and B, are produced from a feed stream of raw material R. In the process, the reactor feed is preheated to \(300^{\circ} \mathrm{C}\) and fed to an isothermal PFR, R-100, where the two products are produced. The reactor
Consider a process with the following streams:When \(\Delta T_{\text {min }}=10^{\circ} \mathrm{C}\), the minimum utilities for heating and cooling are \(237 \mathrm{~kW}\) and \(145 \mathrm{~kW}\), respectively, with pinch temperatures at \(110^{\circ} \mathrm{C}\) and \(100^{\circ} \mathrm{C}\).
Consider a process with the following streams:(a) Determine MER targets for \(\Delta T_{\text {min }}=10^{\circ} \mathrm{C}\).(b) Design a HEN for MER using no more than 10 heat exchangers (including auxiliary heaters and coolers).(c) Add an additional stream to your HEN without increasing the
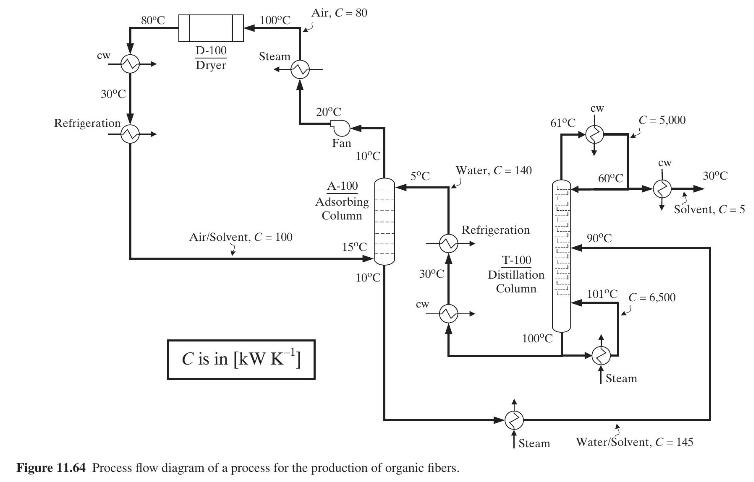
Figure 11.64 presents the PFD of a process for the production of organic fibers (Smith, 2005). In the process, the organic solvent is removed from the fibers in dryer D-100 using circulated warmed air, which is then cooled before entering adsorbing column A-100 where thesolvent is removed by a
Design a heat exchanger network for MER with at most 15 heat exchangers (including utility heaters) and \(\Delta T_{\text {min }}=10^{\circ} \mathrm{C}\) for the following streams:When MER targets are satisfied, the hot pinch temperature is \(140^{\circ} \mathrm{C}\) with \(Q_{\text {Hmin }}=760
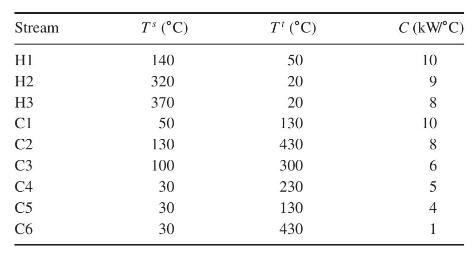
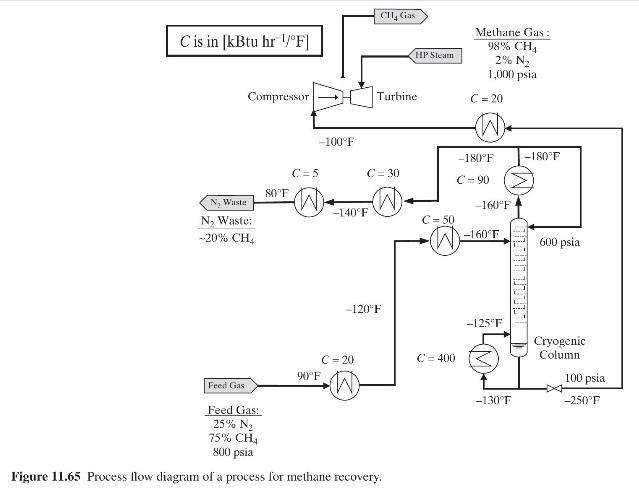
Figure 11.65 presents the PFD of a process for the recovery of methane from a feed stream consisting of \(75 \%\) methane and \(25 \%\) nitrogen. The process feed is first cooled from 90 to \(-160^{\circ} \mathrm{F}\), and because of partial condensation in the feed stream under these conditions,
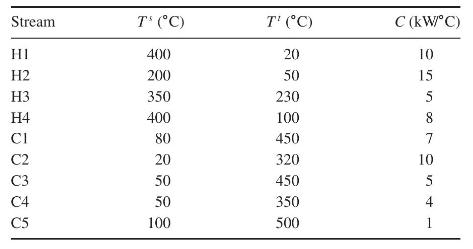
Design a heat exchanger network for MER with at most 18 heat exchangers (including utility heaters) and \(\Delta T_{\text {min }}=10^{\circ} \mathrm{C}\) for the following streams:When MER targets are satisfied, the hot pinch temperature is \(200^{\circ} \mathrm{C}\), with \(Q_{H \min }=1,170
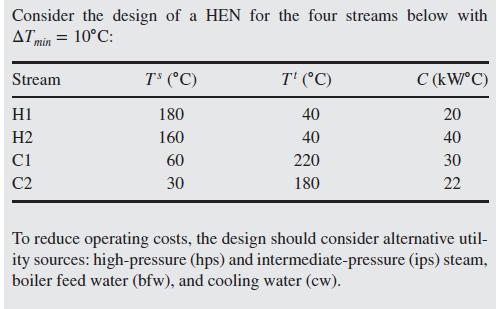
In Example 11.13, HENs are designed for a process involving two hot and two cold streams. Note that three designs are proposed: (1) involving only HP steam and cooling water that meets the \(N_{H X, \min }^{M E R}\) target; (2) involving HP steam and cooling water with no stream splitting and one
The following table presents stream data for a background process.(a) Compute MER targets for this process at \(\Delta T_{\text {min }}=20^{\circ} \mathrm{C}\).(b) Design a HEN to meet the MER targets at \(\Delta T_{\text {min }}=20^{\circ} \mathrm{C}\) with the minimum number of units.(c)
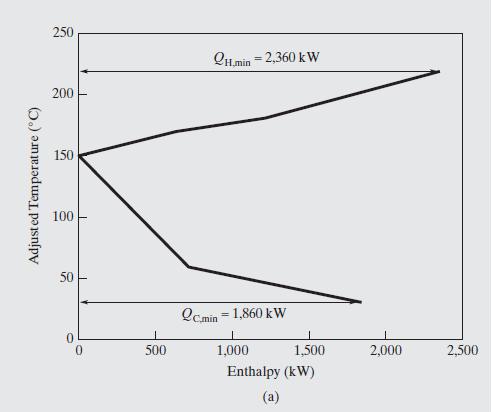
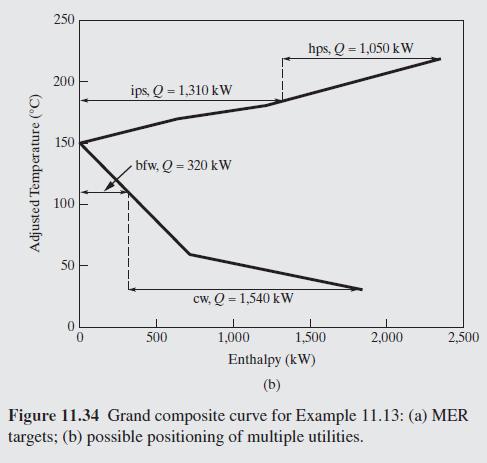
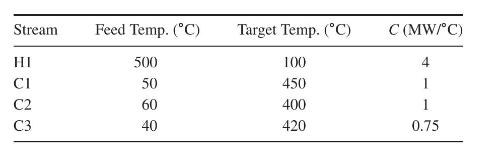
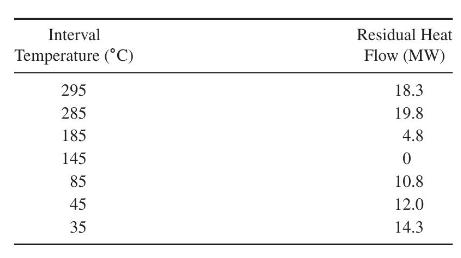
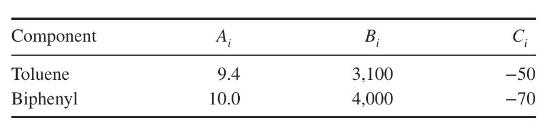
The following table presents residual heat flows in the enthalpy cascade of a process computed at \(\Delta T_{\text {min }}=10^{\circ} \mathrm{C}\) (Smith, 2005):(a) It is desired to efficiently heat integrate a distillation column for the separation of a binary mixture of toluene and biphenyl with
A HEN is to be designed to meet MER targets for the following stream data:(a) Compute MER targets for this process at \(\Delta T_{\text {min }}=10^{\circ} \mathrm{C}\).(b) Design a HEN to meet the MER targets at \(\Delta T_{\min }=20^{\circ} \mathrm{C}\) with no more than 10 heat exchangers
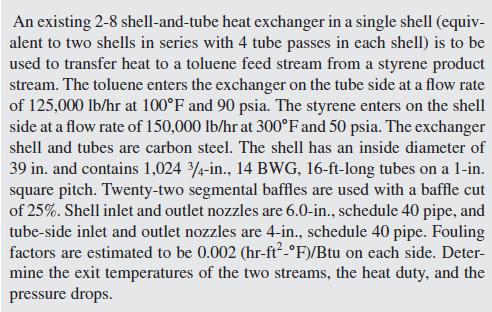
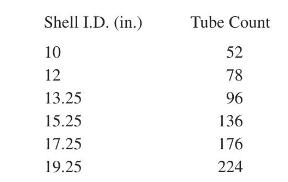
In Example 12.7, an existing exchanger is used to transfer sensible heat between toluene and styrene streams. A minimum approach temperature of \(31.3^{\circ} \mathrm{F}\) is achieved. Design a new shell-and-tube heat exchanger for a \(10^{\circ} \mathrm{F}\) minimum approach temperature.Data From
A heat exchange system is needed to cool \(60,000 \mathrm{lb} / \mathrm{hr}\) of acetone at \(250^{\circ} \mathrm{F}\) and 150 psia to \(100^{\circ} \mathrm{F}\). The cooling can be achieved by exchanging heat with \(185,000 \mathrm{lb} / \mathrm{hr}\) of acetic acid, which is available at
A trim heater is to be designed to heat \(116,000 \mathrm{lb} / \mathrm{hr}\) of \(57 \mathrm{wt} \%\) ethane, \(25 \mathrm{wt} \%\) propane, and \(18 \mathrm{wt} \%\) n-butane from 80 to \(96^{\circ} \mathrm{F}\). The stream will enter the exchanger at 520 psia and must not reach the bubble point
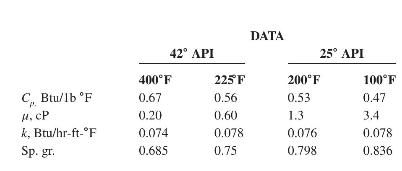
Design a 1-4 shell-and-tube heat exchanger to cool \(60,000 \mathrm{lb} / \mathrm{hr}\) of \(42^{\circ} \mathrm{API}\) kerosene from 400 to \(220^{\circ} \mathrm{F}\) by heating a \(35^{\circ} \mathrm{API}\) distillate from 100 to \(200^{\circ} \mathrm{F}\) under the following specifications. Allow
Hot water at \(100,000 \mathrm{lb} / \mathrm{hr}\) and \(160^{\circ} \mathrm{F}\) is cooled with \(200,000 \mathrm{lb} / \mathrm{hr}\) of cold water at \(90^{\circ} \mathrm{F}\), which is heated to \(120^{\circ} \mathrm{F}\) in a countercurrent shell-and-tube heat exchanger. The exchanger has
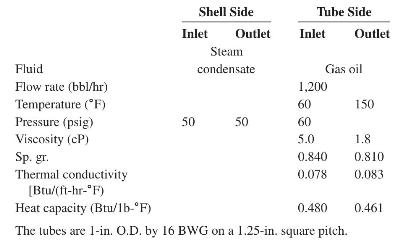
A horizontal 1-4 heat exchanger is used to heat gas oil with saturated steam. Assume that \(h_{o}=1,000 \mathrm{Btu} / \mathrm{hr}^{-}-\mathrm{ft}^{2}{ }^{\circ} \mathrm{F}\) for condensing steam and the fouling factor \(=0.004\left(\mathrm{hr}-\mathrm{ft}^{2}{ }^{\circ}{ }^{\circ}
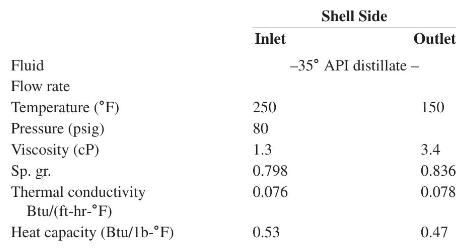
An alternative heating medium for Exercise 12.6 is a distillate:Determine the tube-side velocity, number and length of tubes, and shell diameter for a 1-6 shell-and-tube heat exchanger using the 1-in.-O.D. by 16 BWG tubes on a 1.25-in. square pitch. Design to avoid pressure drops greater than 10
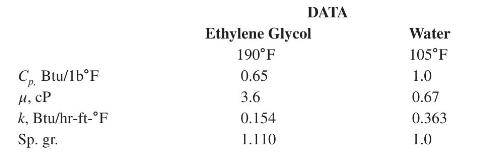
Ethylene glycol at 100,000 \(\mathrm{lb} / \mathrm{hr}\) enters the shell of a 1-6 shell-and-tube heat exchanger at \(250^{\circ} \mathrm{F}\) and is cooled to \(130^{\circ} \mathrm{F}\) with cooling water heated from 90 to \(120^{\circ} \mathrm{F}\). Assume that the mean overall heat-transfer
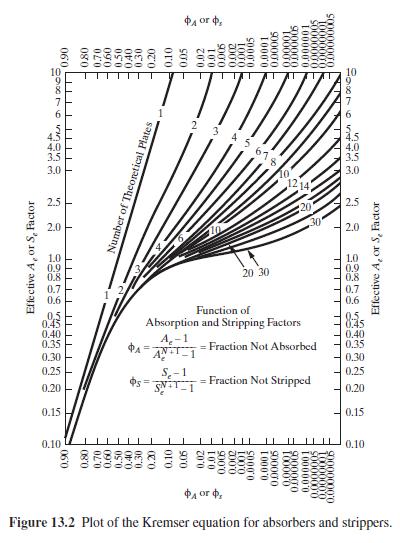
In Example 13.1, an absorber with an absorbent rate of \(237 \mathrm{kmol} / \mathrm{hr}\) and 4 equilibrium stages absorbs \(90 \%\) of the entering \(n\)-butane. Repeat the calculations for:(a) \(474 \mathrm{kmol} / \mathrm{hr}\) of absorbent (twice the flow) and four equilibrium stages.(b) Eight
The feed to a distillation tower consists of \(14.3 \mathrm{kmol} / \mathrm{hr}\) of methanol, \(105.3 \mathrm{kmol} / \mathrm{hr}\) of toluene, \(136.2 \mathrm{kmol} / \mathrm{hr}\) of ethylbenzene, and \(350.6 \mathrm{kmol} / \mathrm{hr}\) of styrene. The bottoms product is to contain \(0.1
A mixture of benzene and monochlorobenzene is to be separated into almost pure products by distillation. Determine an appropriate operating pressure at the top of the tower.
In a reboiled absorber, operating as a deethanizer at 400 psia to separate a light hydrocarbon feed, conditions at the bottom tray are:Liquid Phase Molar flow = 1, \(366 \mathrm{lbmol} / \mathrm{hr}\)\(\mathrm{MW}=91.7\)Density \(=36.2 \mathrm{lb} / \mathrm{ft}^{3}\)Surface tension \(=10.6\) dyne
A distillation tower with sieve trays is to separate benzene from mono-chlorobenzene. Conditions at a plate near the bottom of the column are:Vapor Phase Mass flow rate \(=24,850 \mathrm{lb} / \mathrm{hr}\)Density \(=0.356 \mathrm{lb} / \mathrm{ft}^{3}\)Liquid Phase Mass flow rate \(=41,850
Water is to be used to absorb acetone from a dilute mixture with air in a tower packed with 3.5-in. metal Pall rings. Average conditions in the tower are:\[\text { Temperature }=25^{\circ} \mathrm{C} ; \text { pressure }=110 \mathrm{kPa}\]Liquid Phase Water \(=1,930 \mathrm{kmol} / \mathrm{hr} ;\)
Liquid oxygen is stored in a tank at \(-298^{\circ} \mathrm{F}\) and 35 psia. It is to be pumped at \(100 \mathrm{lb} / \mathrm{s}\) to a pressure of \(300 \mathrm{psia}\). The liquid oxygen level in the tank is \(10 \mathrm{ft}\) above the pump, and friction and acceleration losses from the tank
Use a simulator to design a compression system with intercoolers to compress \(600 \mathrm{lb} / \mathrm{hr}\) of a mixture of \(95 \mathrm{~mol} \%\) hydrogen and \(5 \mathrm{~mol} \%\) methane at \(75^{\circ} \mathrm{F}\) and 20 psia to a pressure of 600 psia if the maximum exit temperature from
Superheated steam available at \(800 \mathrm{psia}\) and \(600^{\circ} \mathrm{F}\) is to be expanded to a pressure of \(150 \mathrm{psia}\) at the rate of \(100,000 \mathrm{lb} / \mathrm{hr}\). Calculate with a simulator the exit temperature, phase condition, and \(\mathrm{Hp}\) recovered for
Propane gas at \(300 \mathrm{psia}\) and \(150^{\circ} \mathrm{F}\) is sent to an expansion turbine with an efficiency of \(80 \%\). What is the lowest outlet pressure that can be achieved without condensing any of the propane?
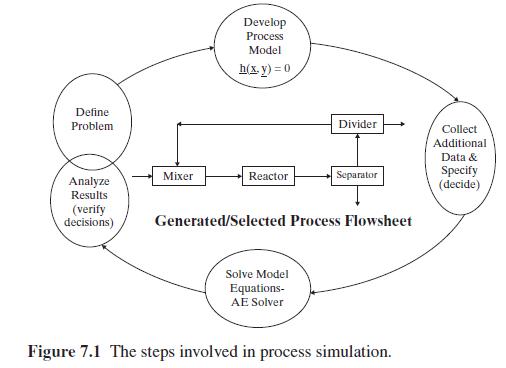
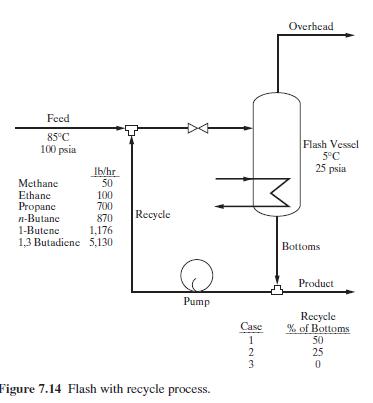
(a) Consider the flash separation process shown in Figure 7.1. If using ASPEN PLUS, solve all three cases using the MIXER, FLASH2, FSPLIT, and PUMP modules and the RK-SOAVE option set for themophysical properties. Compare and discuss the flow rates and compositions for the overhead stream produced
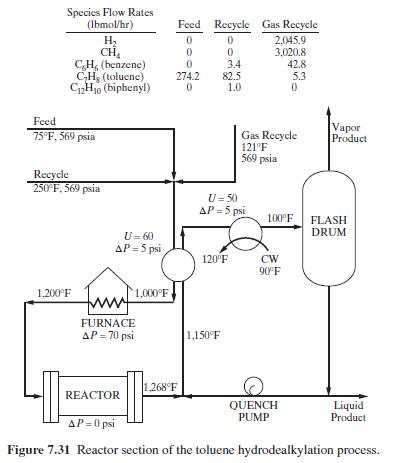
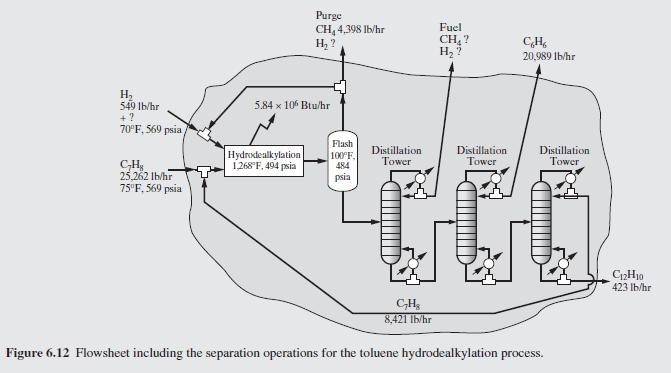
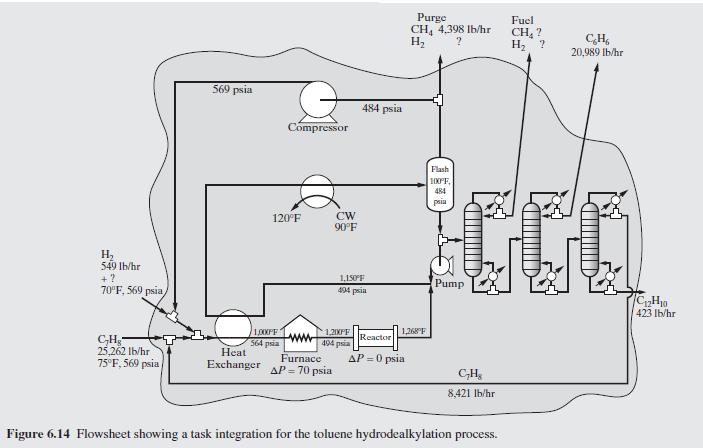
As discussed in Example 6.7, toluene \(\left(\mathrm{C}_{7} \mathrm{H}_{8}\right)\) is to be converted thermally to benzene \(\left(\mathrm{C}_{6} \mathrm{H}_{6}\right)\) in a hydrodealkylation reactor. The main reaction is \(\mathrm{C}_{7} \mathrm{H}_{8}+\) \(\mathrm{H}_{2} \rightarrow
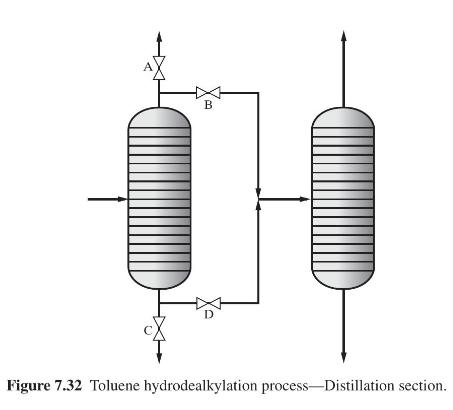
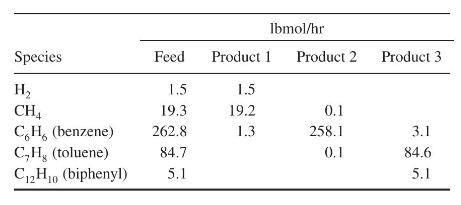
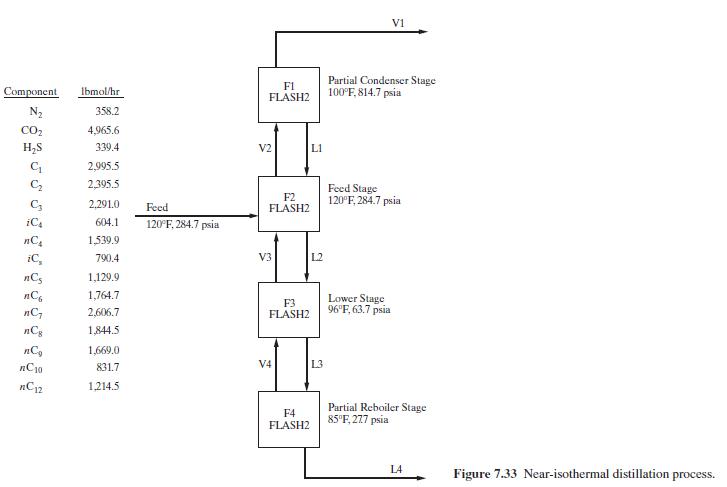
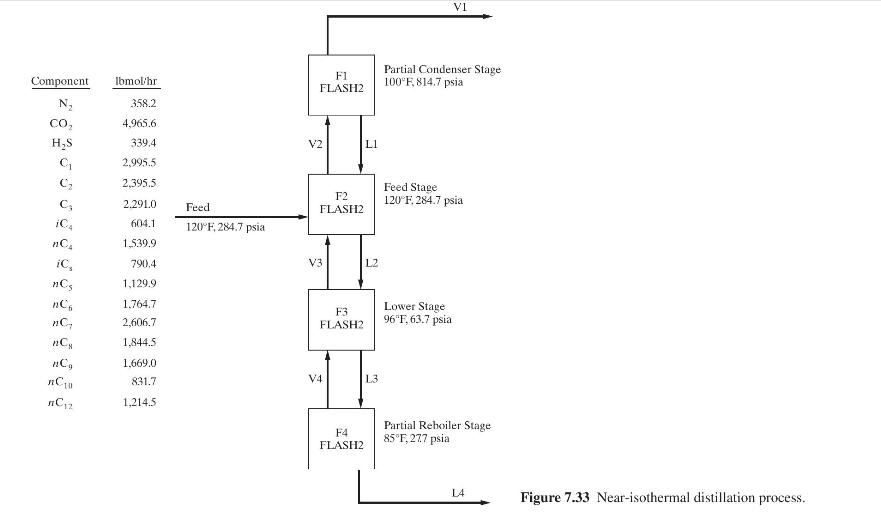
As discussed in Example 6.7, the following stream at \(100^{\circ} \mathrm{F}\) and 484 psia is to be separated by two distillation columns into the Products \(1-3\) in the following table.Two different distillation sequences are to be examined as shown in Figure 7.32. In the first sequence,
Complete a simulation of the entire process for the hydrodealkylation of toluene in Figure 6.14. Initially, let the purge/recycle ratio be 0.25 ; then, vary this ratio and determine its effect on the performance of the process. Use a design specification to determine the unknown amount of hydrogen
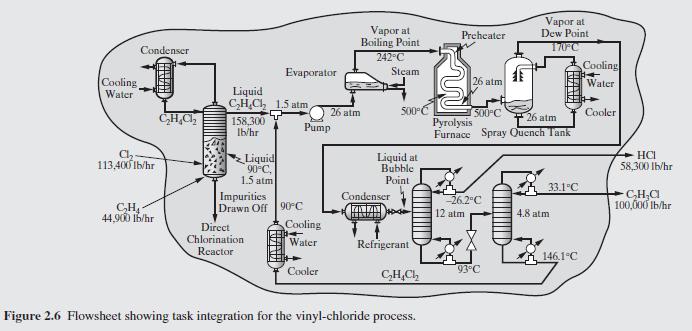
(a) Complete a steady-state simulation of the vinyl-chloride process in Figure 2.6. First, create a simulation flowsheet. Assume that:Cooling water is heated from 30 to \(50^{\circ} \mathrm{C}\)Saturated steam is available at \(260^{\circ} \mathrm{C}(48.4 \mathrm{~atm})\). If using ASPEN PLUS, use
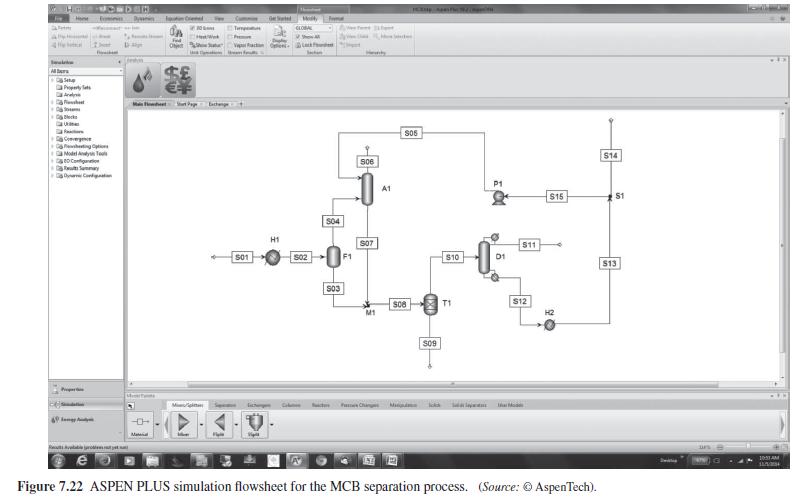
For the monochlorobenzene separation process in Figure 7.14, the results of an ASPEN PLUS simulation are provided in the multimedia modules under ASPEN \(\rightarrow\) Principles of Flowsheet Simulation \(\rightarrow\) Interpretation of Input and Output. Repeat the simulation with:(a) \(25 \%
Cavett Problem. A process having multiple recycle loops formulated by R.H. Cavett [Proc. Am. Petrol. Inst., 43, 57 (1963)] has been used extensively to test tearing, sequencing, and convergence procedures. Although the process flowsheet requires compressors, valves, and heat exchangers, a
Use a process simulator to model a two-stage compression system with an intercooler. The feed stream consists of \(95 \mathrm{~mol} \%\) hydrogen and \(5 \mathrm{~mol} \%\) methane at \(100^{\circ} \mathrm{F}\) and \(30 \mathrm{psia} ; 440 \mathrm{lbmol} / \mathrm{hr}\) is compressed to \(569
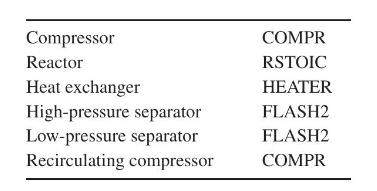
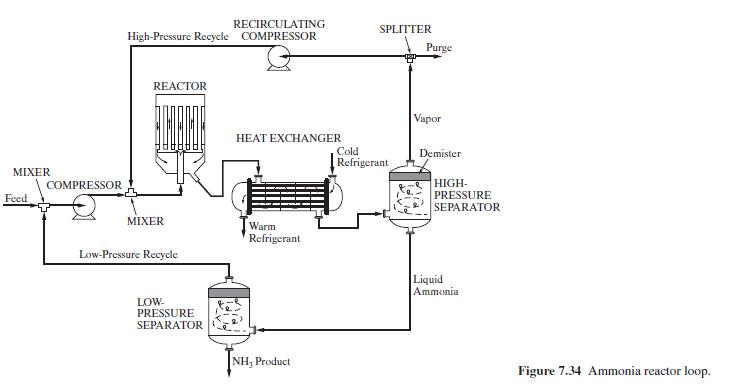
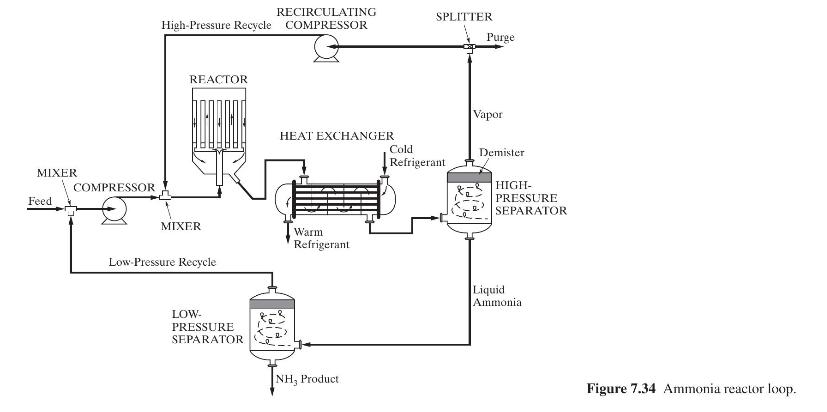
Consider the ammonia process in which \(\mathrm{N}_{2}\) and \(\mathrm{H}_{2}\) (with impurities \(\mathrm{Ar}\) and \(\mathrm{CH}_{4}\) ) are converted to \(\mathrm{NH}_{3}\) at high pressure (Figure 7.34). If using ASPEN PLUS, use the following subroutines:You are given the feed stream and
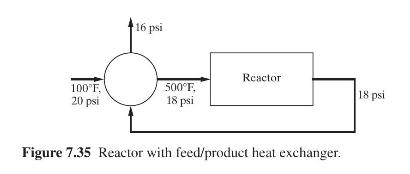
The feed (equimolar A and B) to a reactor is heated from \(100^{\circ} \mathrm{F}\) to \(500^{\circ} \mathrm{F}\) in a \(1-2\) parallel-counterflow heat exchanger with a mean overall heat-transfer coefficient of \(75 \mathrm{Btu} / \mathrm{hr}-\mathrm{ft}^{2{ }^{\circ} \mathrm{F}}\). It is
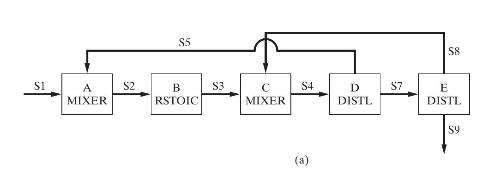
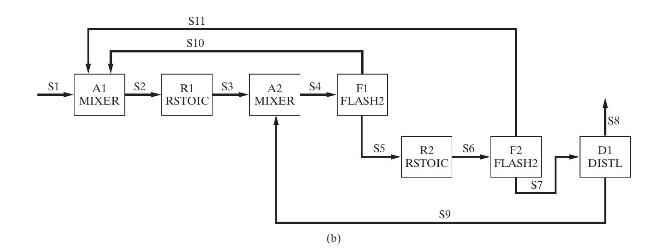
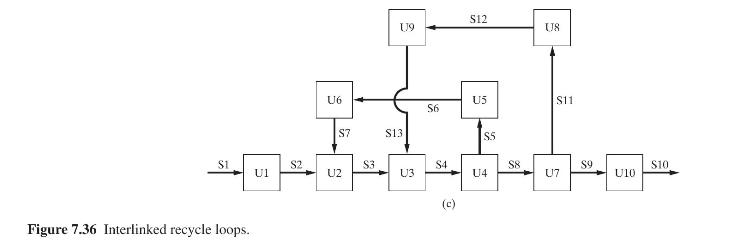
Consider the simulation flowsheets in Figure 7.36, which were prepared for ASPEN PLUS. The feed stream, S1, is specified, as are the parameters for each process unit.Complete the simulation flowsheets using sequences acceptable to ASPEN PLUS. If any of the streams are torn, your flowsheets should
Use a process simulator to determine the flow rate of saturated vapor benzene at \(176.2^{\circ} \mathrm{F}\) and \(1 \mathrm{~atm}\) to be mixed with \(100 \mathrm{lbmol} / \mathrm{hr}\) of liquid benzene to raise its temperature from 25 to \(50^{\circ} \mathrm{F}\). Prepare a good initial
A distillation tower is needed to separate an equimolar mixture at \(77^{\circ} \mathrm{F}\) and \(1 \mathrm{~atm}\) of benzene from styrene. The distillate should contain \(99 \mathrm{~mol} \%\) benzene and \(95 \mathrm{~mol} \%\) of the benzene fed to the tower.Use a process simulator to
Use a process simulator to determine the heat required to vaporize \(45 \mathrm{~mol} \%\) of a liquid stream entering an evaporator at \(150^{\circ} \mathrm{F}\) and \(202 \mathrm{psia}\) and containingAssume that the evaporator product is at 200 psia. Use the SoaveRedlich-Kwong equation of state.
For an equimolar mixture of \(n\)-pentane and \(n\)-hexane at \(10 \mathrm{~atm}\), use a process simulator to compute:(a) The bubble-point temperature.(b) The temperature when the vapor fraction is 0.5.
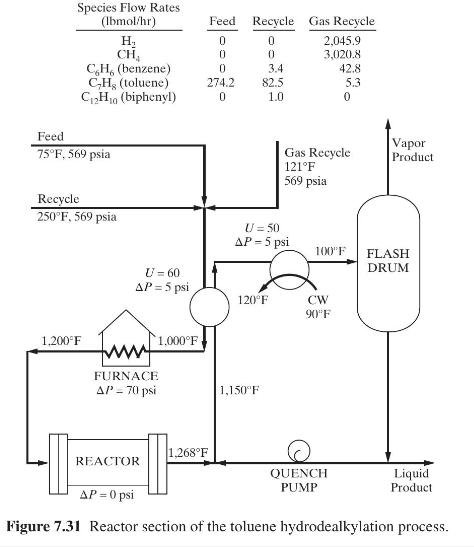
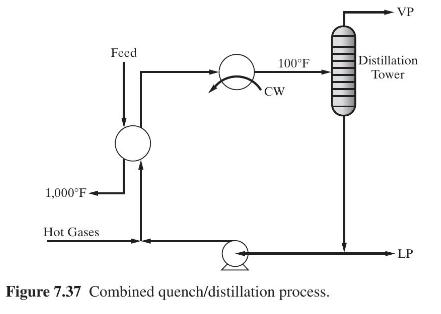
Hot gases from the toluene hydrodealkylation reactor are cooled and separated as shown in the flowsheet of Figure 7.37. In a steady-state simulation, can the composition of the recycle stream be determined without iterative recycle calculations? Explain your answer. 1,000F Hot Gases Feed VP 100F
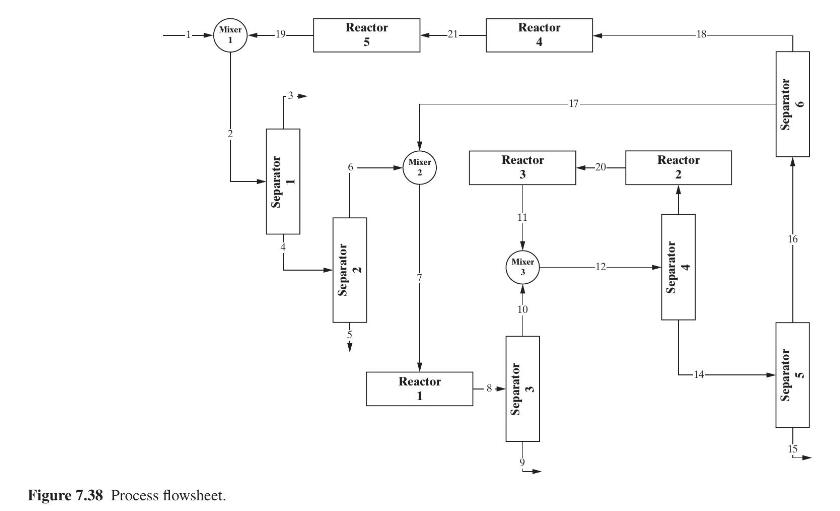
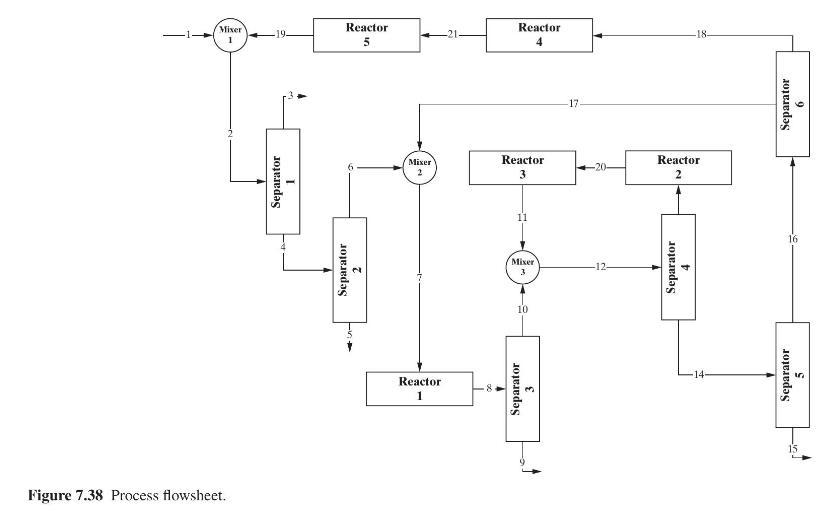
Find the number of recycle loops, the optimal number of tear streams, and the corresponding calculation sequence for the process flowsheet in Figure 7.38.Figure 7.38:- Figure 7.38 Process flowsheet. Separator I Separator Reactor 1 Mixer 1 -19- Reactor 5 Reactor -18- 4 Separator 3 17 Mixer 2 Reactor
Given the feed streams and the parameters of the process units as shown in Figure 7.38, complete the simulation flowsheet for ASPEN PLUS and show the calculation sequence (i.e., complete the statement SEQUENCE USED WAS:). If any of the streams are torn, your flowsheet should include the stream
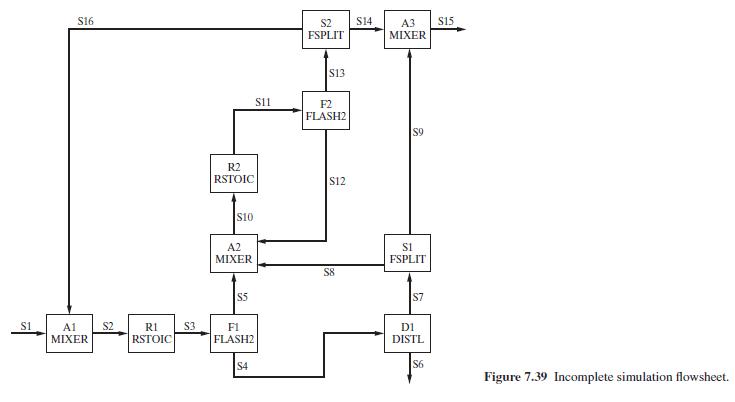
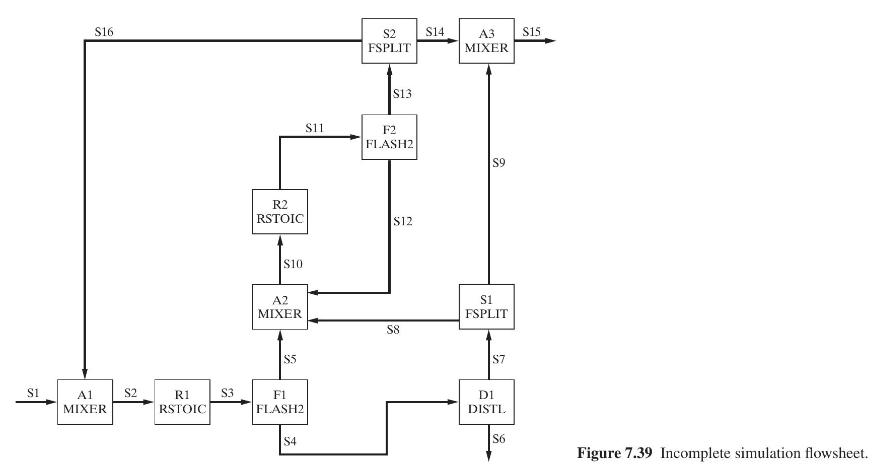
Given the feed streams and the parameters of the process units as shown in Figure 7.39, complete the simulation flowsheet for ASPEN PLUS and show the calculation sequence (i.e., complete the statement SEQUENCE USED WAS:). If any of the streams are torn, your flowsheet should include the stream
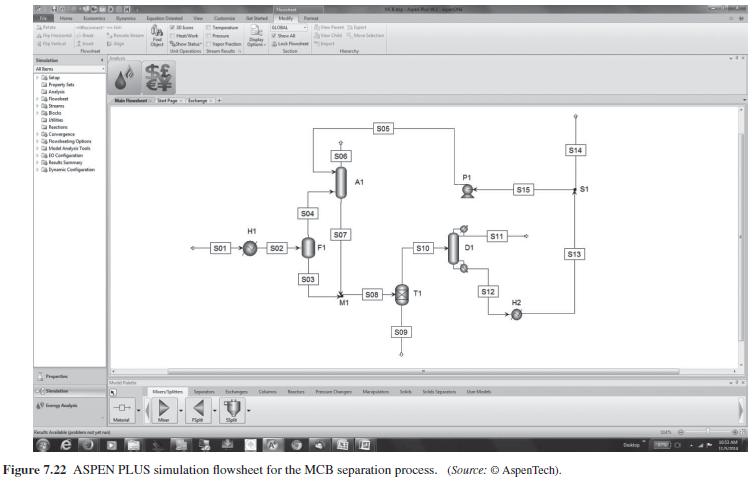
Convert the process flowsheet in Figure 7.22 into a flowsheet for mass-balance simulation Task-1. List the model equations, the variables to be specified, and the variables to be calculated.Figure 7.22:- C 4 501 H1 504 S06 505 $14 P1 A1 $15 $1 507 $11 502 F1 $10 D1 $13 803 S08 T1 512 M1 509 149
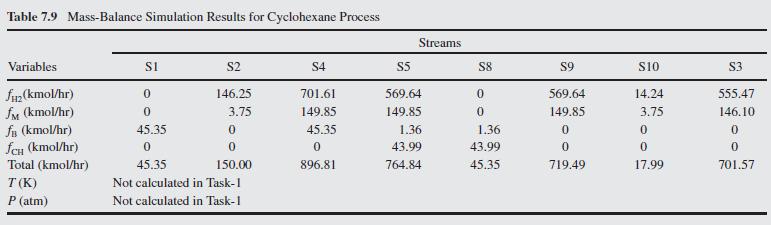
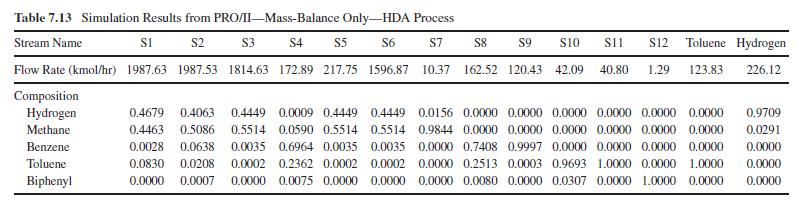
For the streams listed in Table 7.9 (cyclohexane process) and Table 7.13 (HDA process), specify (or select) a pressure (or temperature), and calculate temperature (or pressure). Indicate the reasons for selection of the specified variable and explain the calculation procedure (including the
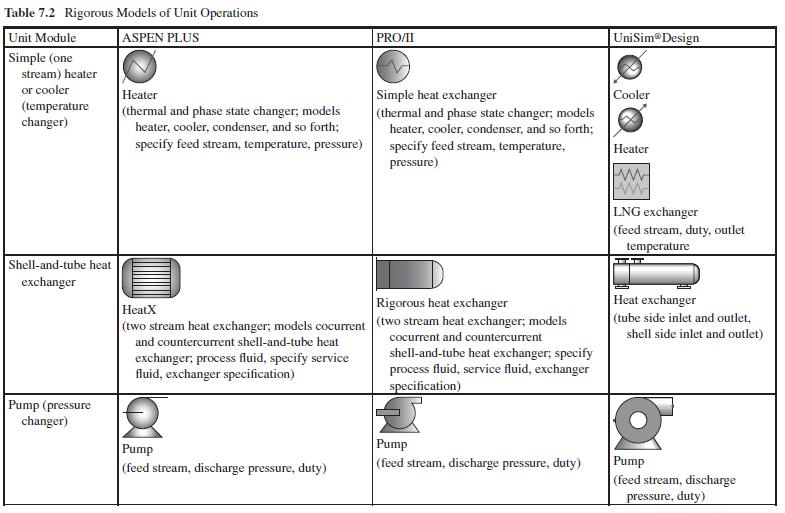
For the following simulation problems, consult Table 7.2 and list the design decision variables. (a) An equimolar mixture of benzene and toluene in a process stream is in the liquid state at \(300 \mathrm{~K}\) and \(1 \mathrm{~atm}\). If a heat exchanger is employed to totally vaporize this
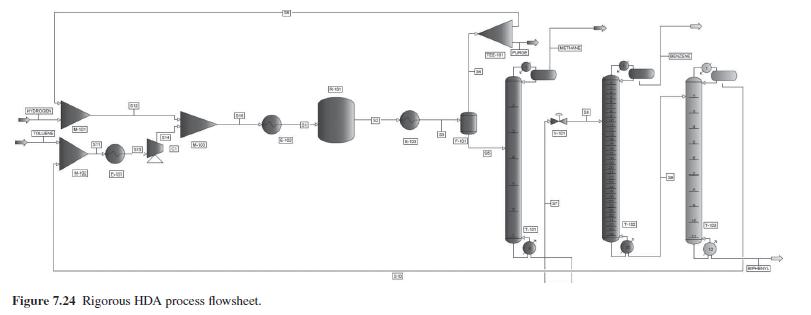
The process flowsheet and list of variables to specify for the HDA process are given in Figure 7.24 and Table 7.14. Perform simulations with any process simulator to match the results given in Tables 7.13 and 7.15. Table 7.14 liststhe design variables for the distillation columns. Are there other
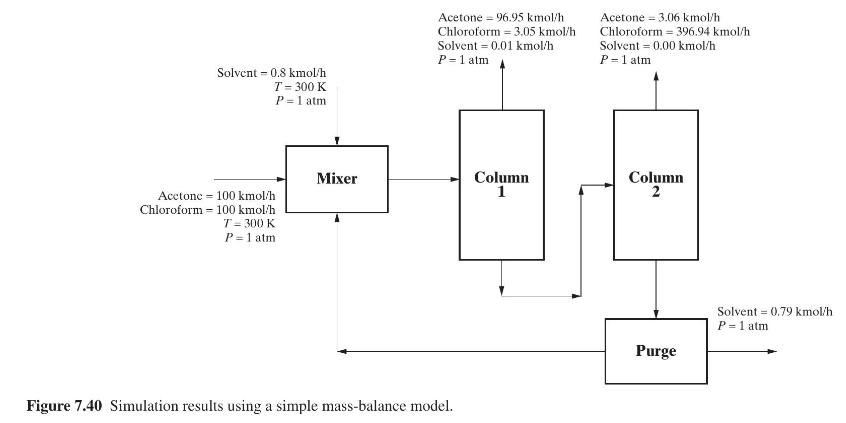
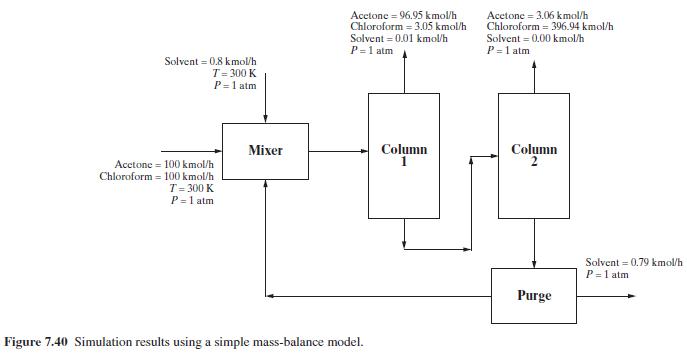
Consider a binary equimolar mixture of acetone and chloroform at \(300 \mathrm{~K}\) and \(1 \mathrm{~atm}\). Because this mixture forms a binary azeotrope, methyl- \(n\)-pentyl ether solvent is used to extract the chloroform from acetone. The flowsheet in Figure 7.40 for the process shows the
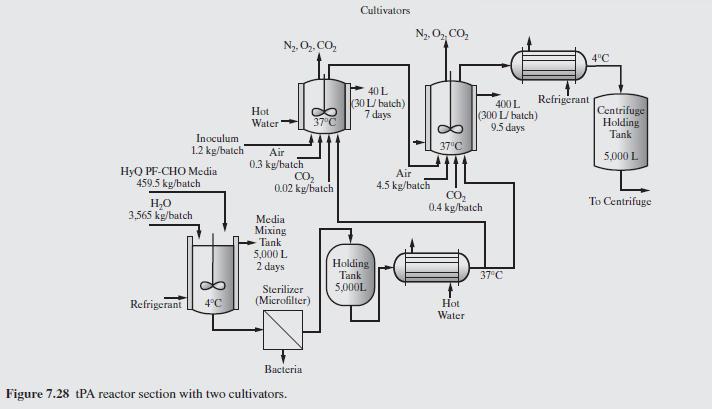
When the third tPA cultivator in Example 2.3 is added to the cultivators in Example 7.6, as shown in Figure 7.27a, a significant time strain is placed on the process because the combined feed, cultivation, harvest, and cleaning time in this largest vessel is long and rigid. Consequently, the
A system of three parallel reactions (Trambouze and Piret, 1959) involves the following reaction scheme:\[\mathrm{A} \xrightarrow{k_{1}} \mathrm{~B} \quad \mathrm{~A} \xrightarrow{k_{2}} \mathrm{C} \quad \mathrm{A} \xrightarrow{k_{3}} \mathrm{D}\]where the reactions above are zero-order,
Repeat Exercise 8.1, taking the first two reactions as first order, and the last as second order with \(k_{1}=0.02 \mathrm{~min}^{-1}, k_{2}=0.2 \mathrm{~min}^{-1}\), and \(k_{3}=2.0 \mathrm{~L} / \mathrm{mol}-\mathrm{min}\), and the initial concentration of \(C_{\mathrm{A}}=1 \mathrm{~mol} /
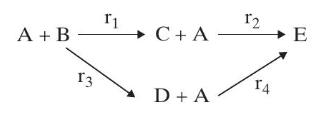
For the reaction system:where \(r_{1}=k_{1} C_{\mathrm{A}}, r_{2}=k_{2} C_{\mathrm{C}}, r_{3}=k_{3} C_{\mathrm{A}}\); and \(r_{4}=k_{4} C_{\mathrm{A}}\). The rate constants are \(k_{1}=\mathrm{a} \min ^{-1}, k_{2}=\mathrm{b} \min ^{-1}, k_{3}=\mathrm{c} \min ^{-1}, k_{4}=\mathrm{d}
In Example 8.4, choose methane and hydrogen as independent components. Derive relationships for the remaining components in terms of methane and hydrogen.Data From Example 8.4:- Construct the attainable region for the steam reforming of methane at 1050 K, and use it to identify the networks that
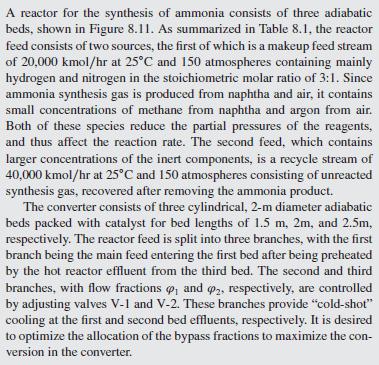
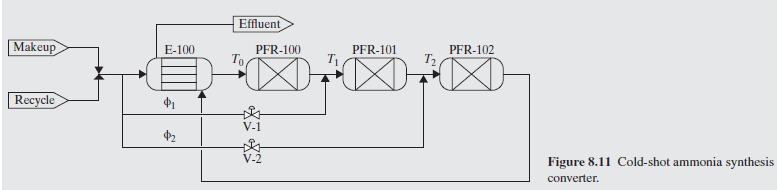
Carry out a modified design for an ammonia converter in Example 8.5 consisting of three diabatic reactor bed sections, each of \(2 \mathrm{~m}\) diameter and \(2 \mathrm{~m}\) length (note that the total bed length is the same as before). Assuming the same reactor inlet temperature of \(270^{\circ}
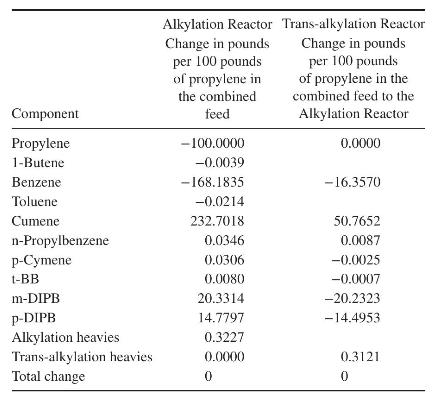
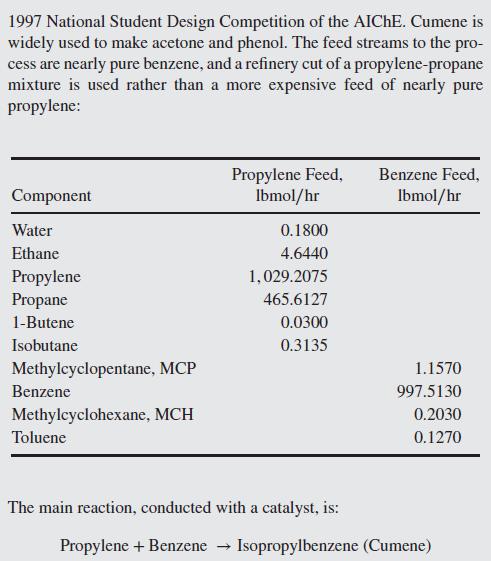
Cumene process with drag (purge) streams. In Example 8.7, a process for producing cumene by the alkylation of benzene with propylene is described. The flowsheet for the process is given in Figure 8.14.However, that flowsheet does not provide for the removal of water, ethane, isobutane,
The feed to a pentane isomerization process consists of \(650 \mathrm{kmol} / \mathrm{hr}\) of n-pentane and \(300 \mathrm{kmol} / \mathrm{hr}\) of isopentane. The effluent from the catalytic isomerization reactor will contain 6.5 moles of isopentane for every mole of n-pentane. The catalyst
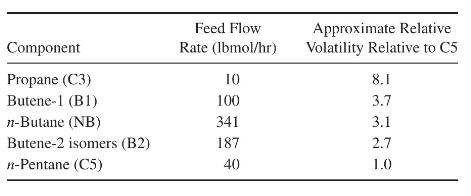
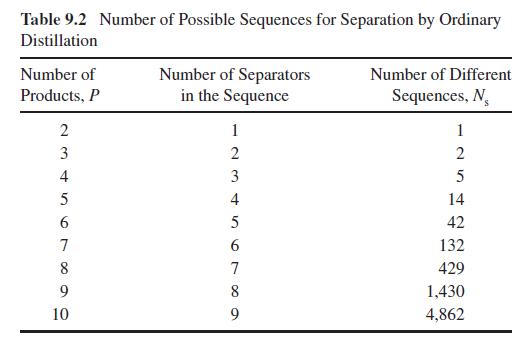
Stabilized effluent from a hydrogenation unit as given below is to be separated by ordinary distillation into five relatively pure products. Four distillation columns will be required. According to Eq. (9.9) and Table 9.2, these four columns can be arranged into 14 possible sequences. Draw
Showing 100 - 200
of 566
1
2
3
4
5
6
Step by Step Answers