New Semester
Started
Get
50% OFF
Study Help!
--h --m --s
Claim Now
Question Answers
Textbooks
Find textbooks, questions and answers
Oops, something went wrong!
Change your search query and then try again
S
Books
FREE
Study Help
Expert Questions
Accounting
General Management
Mathematics
Finance
Organizational Behaviour
Law
Physics
Operating System
Management Leadership
Sociology
Programming
Marketing
Database
Computer Network
Economics
Textbooks Solutions
Accounting
Managerial Accounting
Management Leadership
Cost Accounting
Statistics
Business Law
Corporate Finance
Finance
Economics
Auditing
Tutors
Online Tutors
Find a Tutor
Hire a Tutor
Become a Tutor
AI Tutor
AI Study Planner
NEW
Sell Books
Search
Search
Sign In
Register
study help
engineering
chemical reaction engineering
Elements Of Chemical Reaction Engineering 6th Edition H. Fogler - Solutions
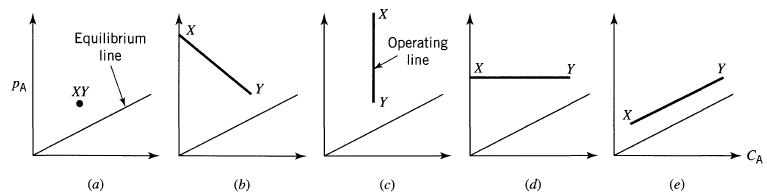
The four pA versus CA sketches of Fig. 24.2 represent various possible ideal contacting schemes of gas with liquid. Sketch the contacting scheme for straight physical absorption corresponding to the p, versus CA operating lines XY shown in Fig. P24.1.Fig. P24.1.Fig. 24.2
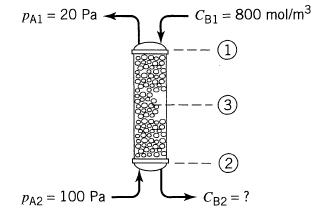
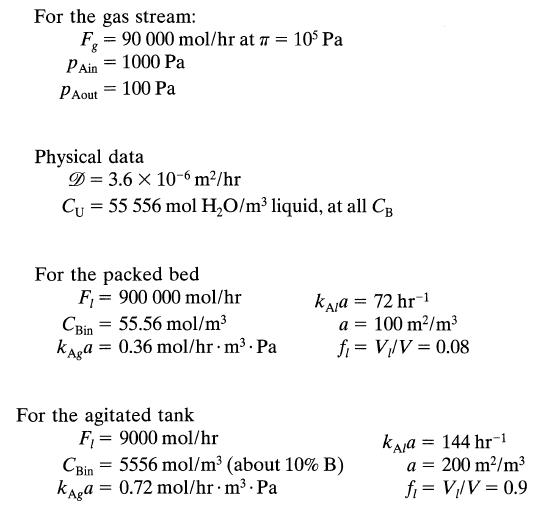
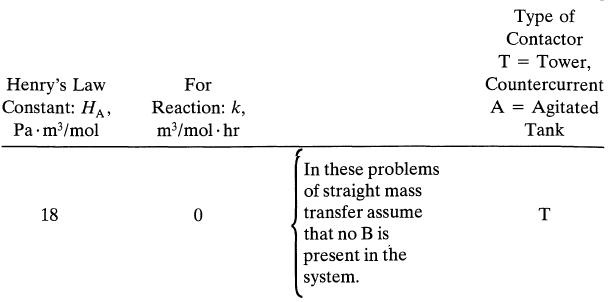
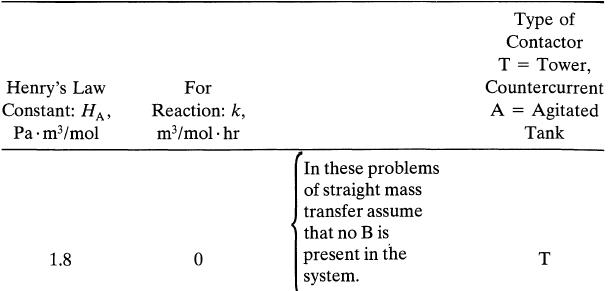
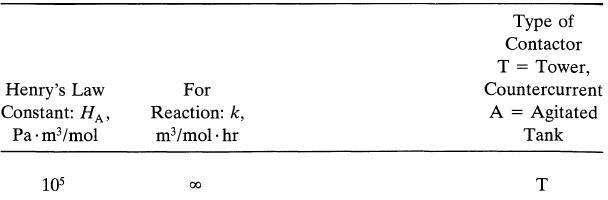
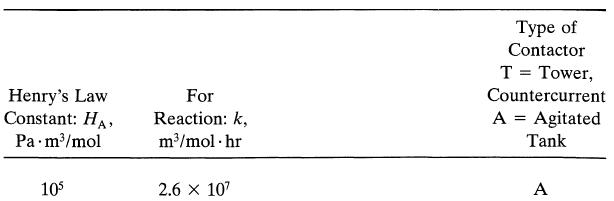
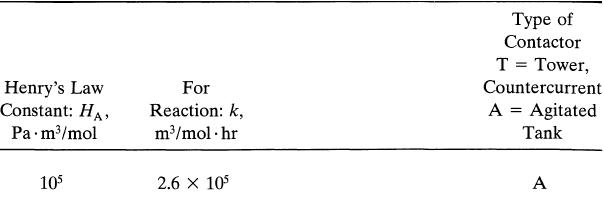
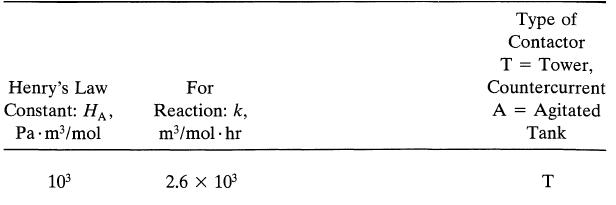
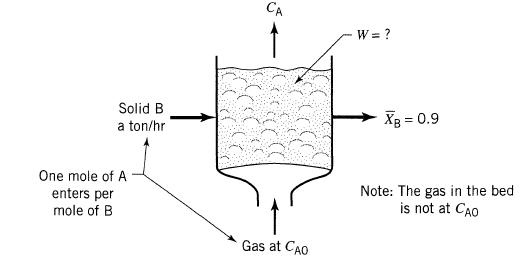
We plan to remove about 90% of the A present in a gas stream by absorption in water which contains reactant B. Chemicals A and B react in the liquid as follows:B has a negligible vapor pressure, hence does not go into the gas phase. We plan to do this absorption in either a packed bed column, or an
We plan to remove about 90% of the A present in a gas stream by absorption in water which contains reactant B. Chemicals A and B react in the liquid as follows:B has a negligible vapor pressure, hence does not go into the gas phase. We plan to do this absorption in either a packed bed column, or an
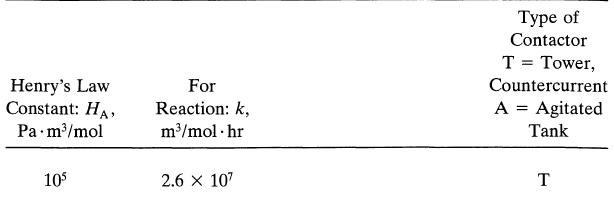
We plan to remove about 90% of the A present in a gas stream by absorption in water which contains reactant B. Chemicals A and B react in the liquid as follows:B has a negligible vapor pressure, hence does not go into the gas phase. We plan to do this absorption in either a packed bed column, or an
We plan to remove about 90% of the A present in a gas stream by absorption in water which contains reactant B. Chemicals A and B react in the liquid as follows:B has a negligible vapor pressure, hence does not go into the gas phase. We plan to do this absorption in either a packed bed column, or an
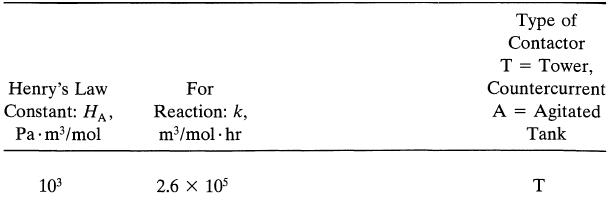
We plan to remove about 90% of the A present in a gas stream by absorption in water which contains reactant B. Chemicals A and B react in the liquid as follows:B has a negligible vapor pressure, hence does not go into the gas phase. We plan to do this absorption in either a packed bed column, or an
We plan to remove about 90% of the A present in a gas stream by absorption in water which contains reactant B. Chemicals A and B react in the liquid as follows:B has a negligible vapor pressure, hence does not go into the gas phase. We plan to do this absorption in either a packed bed column, or an
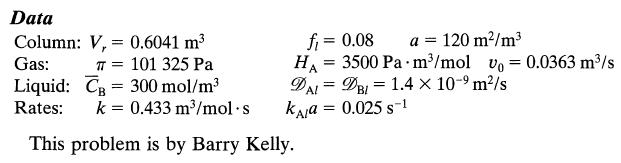
We plan to remove about 90% of the A present in a gas stream by absorption in water which contains reactant B. Chemicals A and B react in the liquid as follows:B has a negligible vapor pressure, hence does not go into the gas phase. We plan to do this absorption in either a packed bed column, or an
We plan to remove about 90% of the A present in a gas stream by absorption in water which contains reactant B. Chemicals A and B react in the liquid as follows:B has a negligible vapor pressure, hence does not go into the gas phase. We plan to do this absorption in either a packed bed column, or an
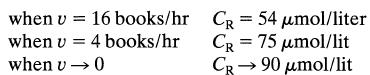
Danckwerts and Gillham, in Trans. I. Chem. E., 44, 42, March 1966, studied the rate of CO2 absorption into an alkaline buffered solution of K2C03 and KHCO,. The resulting reaction can be represented asIn the experiment pure CO2 at 1 atm was bubbled into a packed column irrigated by rapidly
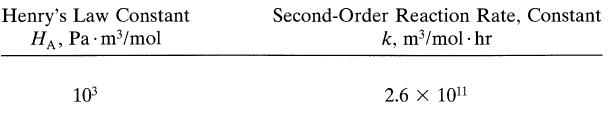
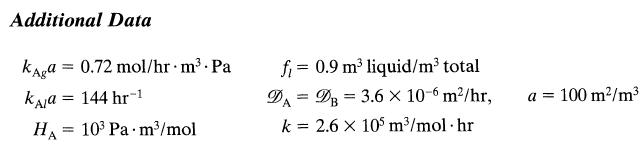
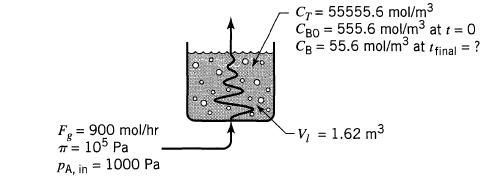
Repeat Example 24.6 with the following two changesExample 24.6We wish to lower the concentration of B in the liquid (Vl = 1.62 m3, CU = 55555.6 mol/m3) of an agitated tank reactor by bubbling gas (Fg = 9000 mollhr, n = 105 Pa) containing A (pAin = 1000 Pa) through it. A and B react as follows:(a)
Repeat Example 24.6 with the following two changesExample 24.6We wish to lower the concentration of B in the liquid (Vl = 1.62 m3, CU = 55555.6 mol/m3) of an agitated tank reactor by bubbling gas (Fg = 9000 mol/hr, π = 105 Pa) containing A (pAin = 1000 Pa) through it. A and B react as follows:(a)
A column packed with 5-cm polypropylene saddles (a = 55 m2/m3) is being designed for the removal of chlorine from a gas stream (G = 100 mol/s · m2, 2.36% Cl2) by countercurrent contact with an NaOH solution (L = 250 mol/s · m2, 10% NaOH, CB = 2736 mol/m3) at about 40-45°C and 1 atm. How high
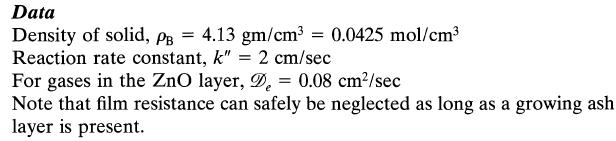
For the high gas velocity used assume that film diffusion does not offer any resistance to transfer and reaction. Reaction temperature = 900°C.Assuming that reaction proceeds by the shrinking-core model calculate the time needed for complete conversion of a particle and the relative resistance of
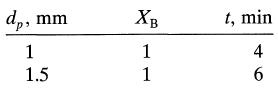
A batch of solids of uniform size is treated by gas in a uniform environment. Solid is converted to give a nonflaking product according to the shrinking-core model. Conversion is about $ for a reaction time of 1 h, conversion is complete in two hours. What mechanism is rate controlling?
In a shady spot at the end of Brown Street in Lewisburg, Pennsylvania, stands a Civil War memorial-a brass general, a brass cannon which persistent undergraduate legend insists may still fire some day, and a stack of iron cannonballs. At the time this memorial was set up, 1868, the cannonballs were
Calculate the time needed to burn to completion particles of graphite (R0 = 5 mm, pB = 2.2 gm/cm3, k" = 20 cm/sec) in an 8% oxygen stream. For the high gas velocity used assume that film diffusion does not offer any resistance to transfer and reaction. Reaction temperature = 900°C.
On doubling the particle size from R to 2R the time for complete conversion triples. What is the contribution of ash diffusion to the overall resistance for particles of size R?
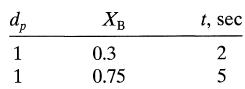
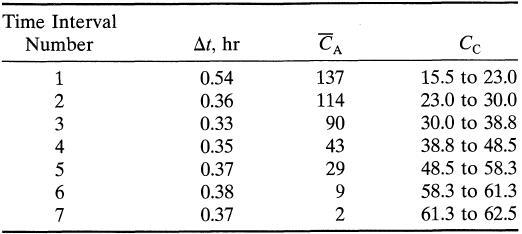
Spherical solid particles containing B are roasted isothermally in an oven with gas of constant composition. Solids are converted to a firm nonflaking product according to the SCM as follows:From the following conversion data (by chemical analysis) or core size data (by slicing and measuring)
On doubling the particle size from R to 2R the time for complete conversion triples. What is the contribution of ash diffusion to the overall resistance for particles of size 2R?
Spherical solid particles containing B are roasted isothermally in an oven with gas of constant composition. Solids are converted to a firm nonflaking product according to the SCM as follows:From the following conversion data (by chemical analysis) or core size data (by slicing and measuring)
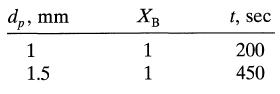
Spherical solid particles containing B are roasted isothermally in an oven with gas of constant composition. Solids are converted to a firm nonflaking product according to the SCM as follows:From the following conversion data (by chemical analysis) or core size data (by slicing and measuring)
Spherical solid particles containing B are roasted isothermally in an oven with gas of constant composition. Solids are converted to a firm nonflaking product according to the SCM as follows:From the following conversion data (by chemical analysis) or core size data (by slicing and measuring)
Uniform-sized spherical particles UO3 are reduced to UO2 in a uniform environment with the following results:If reaction follows the SCM, find the controlling mechanism and a rate equation to represent this reduction. t, hr B 0.180 0.347 0.453 0.453 0.45 0.68 0.80 0.567 0.567 0.95 0.733 0.98
A large stockpile of coal is burning. Every part of its surface is in flames. In a 24-hr period the linear size of the pile, as measured by its silhouette against the horizon, seems to decrease by about 5%.(a) How should the burning mass decrease in size?(b) When should the fire burn itself out?(c)
A stream of particles of one size are 80% converted (SCMIash diffusion control, uniform gas environment) on passing through a reactor. If the reactor is made twice the size but with the same gas environment, same feed rate, and same flow pattern of solids, what would be the conversion of solids?
A stream of particles of one size are 80% converted (SCMIash diffusion control, uniform gas environment) on passing through a reactor. If the reactor is made twice the size but with the same gas environment, same feed rate, and same flow pattern of solids, what would be the conversion of solids?
Find the residence time needed for 100% conversion of solids.A solid feed consisting of20 wt% of 1-mm particles and smaller30 wt% of 2-mm particles50 wt% of 4-mm particlespasses through a rotating tubular reactor somewhat like a cement kiln where it reacts with gas to give a hard nonfriable solid
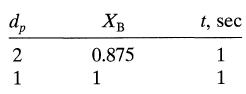
Solids of unchanging size, R = 0.3 mm, are reacted with gas in a steady flow bench scale fluidized reactor with the following result.Also, the conversion is strongly temperature-sensitive suggesting that the reaction step is rate-controlling. Design a commercial sized fluidized bed reactor (find W)
Find the mean conversion of the solids for a residence time of 15 min.A solid feed consisting of20 wt% of 1-mm particles and smaller30 wt% of 2-mm particles50 wt% of 4-mm particlespasses through a rotating tubular reactor somewhat like a cement kiln where it reacts with gas to give a hard
Repeat Example 26.4 if twice the stoichiometric ratio of gas to solid, still at CA0 is fed to the reactor.Example 26.4In a gas-phase environment, particles of B are converted to solid product as follows:Reaction proceeds according to the shrinking core model with reaction control and with time for
Particles of uniform size are 60% converted on the average (shrinking core model with reaction controlling) when flowing through a single fluidized bed. If the reactor is made twice as large but contains the same amount of solids and with the same gas environment what would be the conversion of
Repeat Example 26.4 if the gas is assumed to pass in plug flow through the reactor.Example 26.4In a gas-phase environment, particles of B are converted to solid product as follows:Reaction proceeds according to the shrinking core model with reaction control and with time for complete conversion of
Solve Example 26.3 with the following modification: the kinetics of the reaction is ash diffusion controlled with τ(R = 100 μm=) 1 0 min.Example 26.3A feed consisting30% of 50-μm-radius particles40% of 100-μm-radius particles30% of 200-μm-radius particlesis to be reacted in a fluidized-bed
Consider the following process for converting waste shredded fibers into a useful product. Fibers and fluid are fed continuously into a mixed flow reactor where they react according to the shrinking core model with the reaction step as rate controlling. Develop the performance expression for this
Substrate A and enzyme E flow through a mixed flow reactor (V = 6 liter). From the entering and leaving concentrations and flow rate find a rateequation to represent the action of enzyme on substrate. CEO, mol/liter 0.02 0.01 0.001 CAO, mol/liter 0.2 0.3 0.69 CA, mol/liter 0.04 0.15 0.60 v,
In a number of separate runs different concentrations of substrate and enzyme are introduced into a batch reactor and allowed to react. After a certain time the reaction is quenched and the vessel contents analyzed. From the results found below find a rate equation to represent the action of enzyme
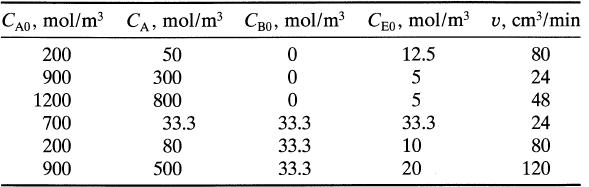
Carbohydrate A decomposes in the presence of enzyme E. We also suspect that carbohydrate B in some way influences this decomposition. To study this phenomenon various concentrations of A, B, and E flow into and out of a mixed flow reactor (V = 240 cm3).(a) From the following data find a rate
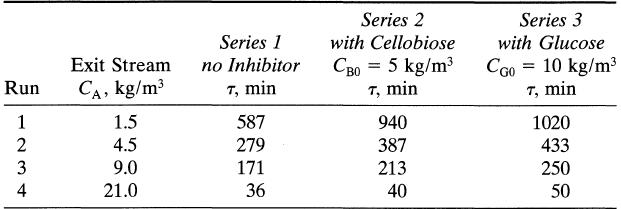
Cellulose can be converted to sugar by the following enzymatic attackand both celluboise and glucose act to inhibit the breakdown. To study the kinetics of this reaction a number of runs are made in a mixed flow reactor kept at 50°C and using a feed of finely shredded cellulose (CA0 = 25 kg/m3),
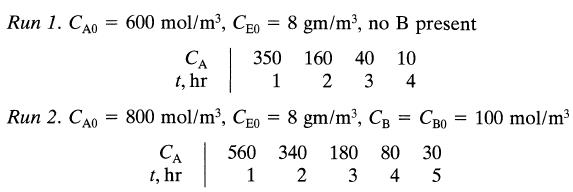
Enzyme E catalyzes the decomposition of substrate A. To see whether substance B acts as inhibitor we make two kinetic runs in a batch reactor, one with B present, the other without B. From the data recorded below(a) Find a rate equation to represent the decomposition of A.(b) What is the role of B
Cellulose can be converted to sugar by the following enzymatic attackand both celluboise and glucose act to inhibit the breakdown. To study the kinetics of this reaction a number of runs are made in a mixed flow reactor kept at 50°C and using a feed of finely shredded cellulose (CA0 = 25 kg/m3),
Cellulose can be converted to sugar by the following enzymatic attackand both celluboise and glucose act to inhibit the breakdown. To study the kinetics of this reaction a number of runs are made in a mixed flow reactor kept at 50°C and using a feed of finely shredded cellulose (CA0 = 25 kg/m3),
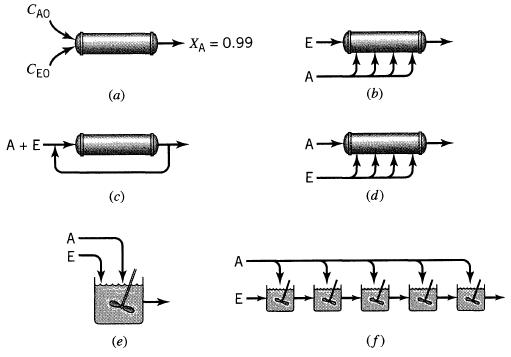
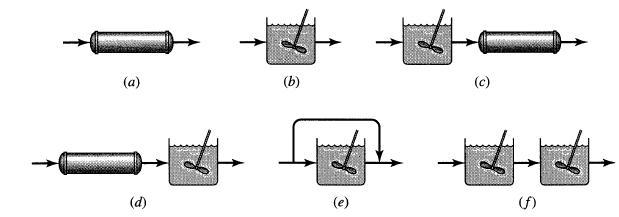
Given the Michaelis-Menten rate form to represent enzyme-substrate reactions (or catalyst-reactant reaction)which of the following contacting patterns when operated properly gives good reactor behavior (close to minimum reactor size) and which will not, if the reactor is to be fed two feed streams,
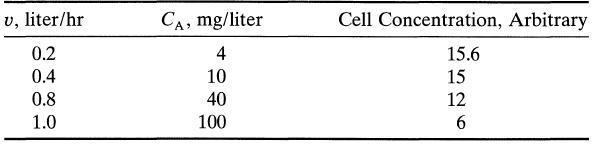
Can you do better and produce more cells (if so, find Cc) by proper bypass or recycle of fluid from the reactor for the system of problem 2?Data from problem 2E. coli lives and grows on mannitol with the following kineticsFind the outlet concentration of cells from the reactor when 1 m3/hr of
Can you do better and produce more cells (if so, find Cc) by proper bypass or recycle of fluid from the reactor for the system of problem 3?Problem 3A culture of E. coli was grown on lactose in a mixed flow reactor (V = 1 liter) using various flow rates of a CA0 = 160 mg lactoselliter feed. The
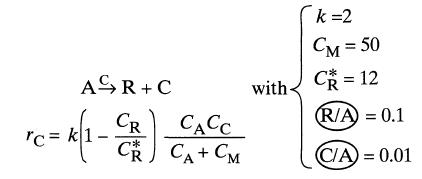
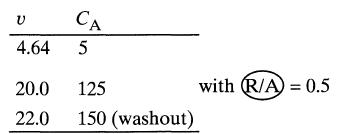
A stream of reactant A (CA0 = 3, CRO = 0, CCO = 0) is to be decomposed by the following microbial fermentationWhat is the lowest CA which can be obtained in a single mixed flow reactor of size Vm = 1 for a feed rate of A R+C, TC= KC ACC CA + CM with k=2 CM 1 (C/A) = 0.5
How curious-two different flow rates of CA0 = 500 mol/m3 feed to our 1 m3 mixed flow reactor produces the same 100 gm/hr of yeast cells in the exit stream, namely at 0.5 m3/hr of feed for which we find CA = 100 mol/m3 at 1 m3/hr of feed for which we find CA = 300 mol/m3 Substrate limiting Monod
A stream of reactant A (CA0 = 3, CRO = 0, CCO = 0) is to be decomposed by the following microbial fermentationWhat is the lowest CA which can be obtained in a single mixed flow reactor of size Vm = 1 for a feed rate of A R+C, TC= KC ACC CA + CM with k=2 CM 1 (C/A) = 0.5
What is the lowest CA which can be obtained with two properly connected mixed flow reactors, each of volume V = 1, for a feed rate v = 2
What is the lowest CA which can be obtained with two properly connected mixed flow reactors, each of volume V = 1, for a feed rate v = 1
What is the lowest CA which can be obtained with three wisely connected mixed flow reactors, each of volume Vm = 1, for a feed rate 9 = 2
What is the lowest CA which can be obtained with three wisely connected mixed flow reactors, each of volume Vm = 1, for a feed rate U v = 2
For a feed rate v = 3 what is the smallest size of plug flow reactor with appropriate piping (bypass or recycle or slide taps on the reactor) which will giveCc = 1.25, side tap not allowed
For a feed rate v = 3 what is the smallest size of plug flow reactor with appropriate piping (bypass or recycle or slide taps on the reactor) which will giveCC = 0.5, side tap allowed
For a feed rate v = 3 what is the smallest size of plug flow reactor with appropriate piping (bypass or recycle or slide taps on the reactor) which will giveCc = 1.44, side tap allowed
For a feed rate v = 3 what size of plug flow reactor with appropriate piping, recycle, bypass or anything you want to use is needed to give . . . CR = 4
Find the lowest CA obtainable from a plug flow reactor of volume VP = 4 (bypass, recycle and/or side taps are all allowed) for a feed rate v = 6For a feed rate v = 3 what is the smallest size of plug flow reactor with appropriate piping (bypass or recycle or slide taps on the reactor) which will
Given the Monod equation to represent a microbial fermentationWhich of the contacting patterns of Fig. P29.17 could be optimum, and which can never be? By optimum we mean minimizing reactor volume for a feed consisting only of CA0Figure P29.17 A cells, C R+C -TA KCACC CA+ constant
In his thesis, which was published as a book in 1948, Monod first proposed the celebrated equation that bears his name. As experimental support for this equation he presented results from four batch reactor runs on the In his thesis, which was published as a book in 1948, Monod first proposed the
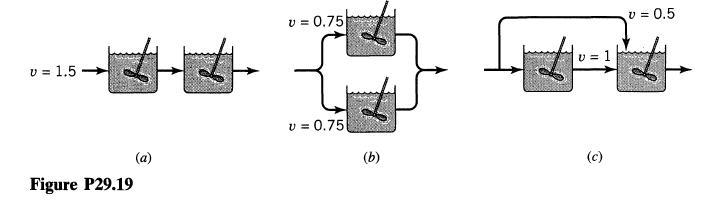
In Example 29.1e we could have used any one of the three contacting schemes shown in Fig. P29.19. We stated without proof that the bypass scheme was best. Show that this is so by calculating CAout for the three contacting schemes of Fig. P29.19.Example 29.1eLet us illustrate the above important
Material R is to be produced from the following microbial fermentation, using a feed stream CA0 = 106, CRo = 0, Cco = 0. All quantities are given in consistent SI units.In each of the following problems sketch your recommended reactor setup and on the sketch indicate pertinent quantities. What CR
Material R is to be produced from the following microbial fermentation, using a feed stream CA0 = 106, CRo = 0, Cco = 0. All quantities are given in consistent SI units.In each of the following problems sketch your recommended reactor setup and on the sketch indicate pertinent quantities. What CR
What CR is obtainable using two mixed flow reactors, each of volume Vm = 1, for a feed rate. . . v = 1
What CR is obtainable using two mixed flow reactors, each of volume Vm = 1, for a feed rate. . . v = 3
For a feed rate v = 3 what size of plug flow reactor with appropriate piping, recycle, bypass or anything you want to use is needed to give CR = 6
For a feed rate v = 3 what size of plug flow reactor with appropriate piping, recycle, bypass or anything you want to use is needed to give CR = 9
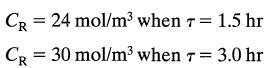
The microbial fermentation of A produces R as followsand experiments in a mixed flow reactor with CAo = 250 mol/m3 show thatIn addition, there seems to be a limiting upper value for CR at 36 mol/m3 for any τm, CA, or CC. From this information determine how to maximize the fractional yield of R, or
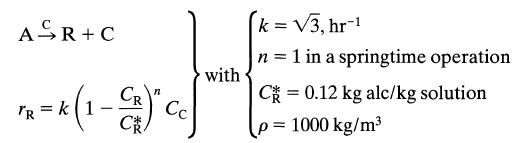
In spring the fermentation of fruit flies proceeds with n = 1 kinetics, as shown in Example 30.1. However, in winter or summer, maybe because of a difference in temperature, the poisoning proceeds differently. So repeat Example 30.1 with one change:Example 30.1Crushed fruit flies (A) ferment to
In spring the fermentation of fruit flies proceeds with n = 1 kinetics, as shown in Example 30.1. However, in winter or summer, maybe because of a difference in temperature, the poisoning proceeds differently. So repeat Example 30.1 with one change:Example 30.1Crushed fruit flies (A) ferment to
Shredded chemical reactor textbooks are degraded to glucose in a pilot plant well stirred fermenter (Vm = 50 lit) under the action of a word gobbling bug. With a large excess of these shredded incomprehensible words, the presence of glucose becomes the rate limiting factor. We summarize the
Professor Microbe has submitted a paper for publication in which he studied the growth of a new strain of bug in a mixed flow fermenter (Vm = 46.4) using a pure substrate feed (CA0 = 150, CR0 = Cco = 0). His raw data is as followsHe asserts, without giving details, that this data clearly represents
The irreversible liquid-phase second-order reaction (−r = kCA2) 2A→k1B k=0.03dm3/mol⋅s is carried out in a CSTR. The entering concentration of A, CA0, is 2 molar, and the exit concentration of A, CA is 0.1 molar. The volumetric flow rate, υ0, is constant at 3 dm3/s. What is the corresponding
Define Chemical Process Safety and list four reasons we need to study it and why it is particularly relevant to CRE (http://umich.edu/~safeche/index.html).
What assumptions were made in the derivation of the design equation for:(a) The batch reactor (BR)?(b) The CSTR?(c) The plug-flow reactor (PFR)?(d) The packed-bed reactor (PBR)?(e) State in words the meanings of –rA and rA′.
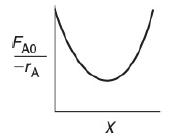
If you were to carry out a hand calculation using Simpson’s integral formula, write a step-by-step procedure to generate a table of X, T, –rA(X), and (FA0/–rb). Are there any circumstances in which you would get a plot similar to the following?
List three things that one should consider in the link to PPE.
View two of the safety acronym links and write an evaluation as to whether or not the link was useful.A graph of F subscript A 0 over negative r subscript A is shown. Initially, the value of F subscript A0 over negative r subscript A is high. It gradually decreases as the values of conversion
What conditions cause reactions to runaway and explode and what could be done to insure runaway does not occur?
Go to the Web site (http://www.umich.edu/~elements/6e/13chap/iclicker_ch13_q1.html) and view five i>clicker questions. Choose one that could be used as is, or a variation thereof, to be included on the next exam. You also could consider the opposite case and explain why the question should not be
Discuss with a classmate what are the most important safety considerations to address for exothermic reactions. To help answer this question, prepare a list of safety considerations for designing and operating chemical reactors.
Go to the LearnChemE screencast link for Chapter 13 (http://www.umich.edu/~elements/6e/13chap/learn-cheme-videos.html).(a) View one of the screencast 5- to 6-minute video tutorials and list two of the most important points.(b) What are the two mole balances for species B?
Make a list of at least four things you learned from this section.(a) Were any or all of the things discussed in the Safety Analysis of the Incident and BowTie Diagram in place when the reactor exploded?(b) Were there any safety issues T2 did address?
Under what circumstances will the conversion predicted by mass transfer limitations be greater than that for surface reaction limitations?
How would your answers change if the temperature was increased by 50°C, the particle diameter was doubled, and fluid velocity was cut in half? Assume properties of water can be used for this system.
After viewing the video, what was new to you with regard to dust explosions? Could you list three things one should do or have in place to prevent dust explosions?
View the CSB video to list two things in which dust explosions are different from those involving flammable liquids.
What are two factors that affect the rate of diffusion inside a porous catalyst pellet the most?
Make up an original problem using the concepts presented in Section ______ (your instructor will specify the section). Extra credit will be given if you obtain and use real data from the literature.
What if you consider an exothermic reaction in which internal diffusion limits the rate of reaction? Can you explain how the internal effectiveness factor could be greater than one, that is, η > 1? Hint: See non isothermal reactors on Web under Additional Material.
What if you were asked for all the things that could go wrong in the operation of a slurry reactor as described in the Professional Reference Shelf for Chapter 15? What would you say?
What if someone had used the falsified kinetics parameters (i.e., wrong E, wrong n)? Can you explain why one might have a runaway reaction? Under what circumstances would the catalyst weight be over-designed or under designed? What are other positive or negative effects that could occur?
Go to the LearnChemE screencast link for Chapter 15 (http://www.learncheme.com/screencasts/kinetics-reactor-design). View the two screencasts:(1) “Diffusion and Reaction in a Cylindrical Porous Catalyst,”(a) What is the equation for the amount reacting in 1 cm;(2) “Effectiveness Factor for
What concept does RTD add to our CRE algorithm and where does it fit in the algorithm(1) Mole Balance,(2) Stoichiometry, and so on?
a. List additional QTAs that could have been taken in addition to the ones listed for each CTA in the table.b. Apply the seven types of actions of CTA to Example 13-2 and write an action that should have been taken for each type.
How does the conversion predicted from the segregation model, Xseg, compare with the conversion predicted by the CSTR, PFR, and LFR models for the same mean residence time, tm?
What if you were asked to design a tubular vessel that would minimize dispersion? What would be your guidelines? How would you maximize the dispersion? How would your design change for a packed bed?
For elementary reaction A ⇄ B the equilibrium conversion is 0.8 at 127°C and 0.5 at 227°C. What is the heat of reaction?
Prepare a list of safety considerations for designing and operating chemical reactors. What would be the first four items on your list? For example, what safety concerns would you have for operating a reactor adiabatically? (See www.sache.org and www.siri.org/graphics.) The August 1985 issue of
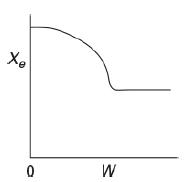
The equilibrium conversion is shown below as a function of catalyst weight down a PBR.The graph compares the values of conversion, X subscript e, and weight W. Initially at W equals 0, the conversion is high. As the weight increases, the conversion gradually drops. The decrease stops at a certain
The elementary, irreversible, organic liquid-phase reaction A + B → C is carried out adiabatically in a flow reactor. An equal molar feed in A and B enters at 27°C, and the volumetric flow rate is 2 dm3/s and CA0 = 0.1 kmol/m3.Additional information:PFR a. Plot and then analyze the conversion
Showing 400 - 500
of 748
1
2
3
4
5
6
7
8
Step by Step Answers