New Semester
Started
Get
50% OFF
Study Help!
--h --m --s
Claim Now
Question Answers
Textbooks
Find textbooks, questions and answers
Oops, something went wrong!
Change your search query and then try again
S
Books
FREE
Study Help
Expert Questions
Accounting
General Management
Mathematics
Finance
Organizational Behaviour
Law
Physics
Operating System
Management Leadership
Sociology
Programming
Marketing
Database
Computer Network
Economics
Textbooks Solutions
Accounting
Managerial Accounting
Management Leadership
Cost Accounting
Statistics
Business Law
Corporate Finance
Finance
Economics
Auditing
Tutors
Online Tutors
Find a Tutor
Hire a Tutor
Become a Tutor
AI Tutor
AI Study Planner
NEW
Sell Books
Search
Search
Sign In
Register
study help
engineering
chemical engineering
Separation Process Engineering Includes Mass Transfer Analysis 5th Edition Phillip Wankat - Solutions
A five-stage countercurrent absorber is used to absorb acetone from air into water at \(3.0 \mathrm{~atm}\) pressure and \(20.0^{\circ} \mathrm{C}\). Total inlet gas flow rate is \(100.0 \mathrm{kmol} / \mathrm{h}\) and is \(0.4 \mathrm{~mol} \%\) acetone. Inlet liquid contains \(0.01 \mathrm{~mol}
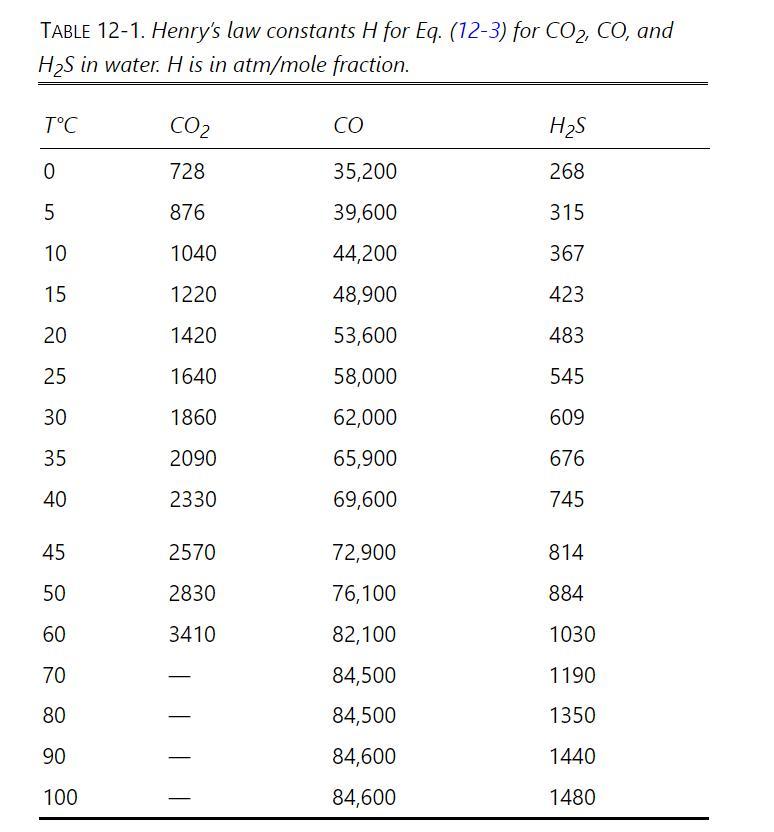
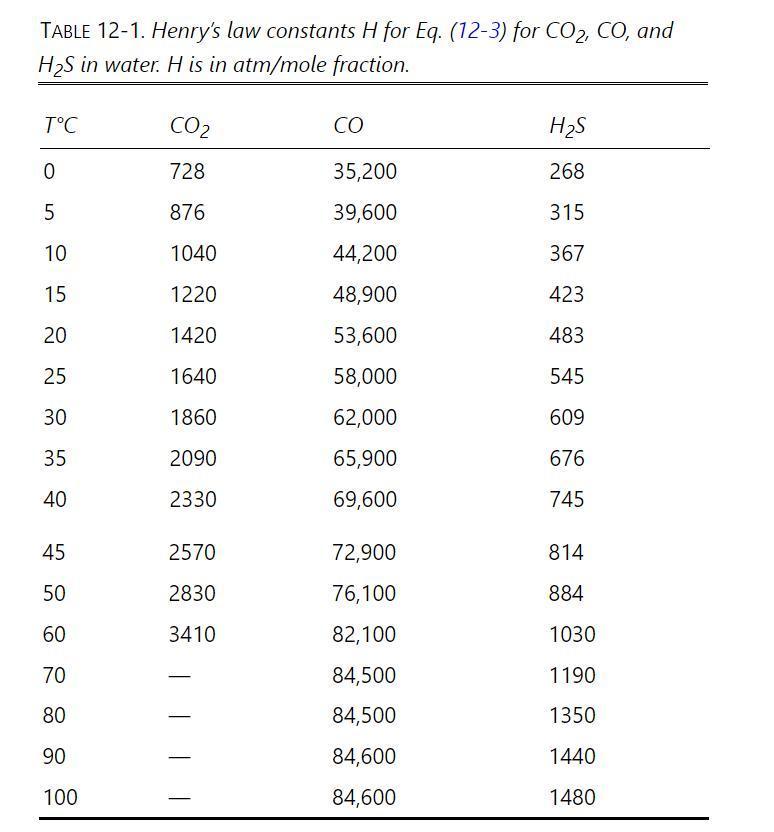
We are absorbing hydrogen sulfide at \(15.0^{\circ} \mathrm{C}\) into water. Entering water is pure. Feed gas contains \(0.12 \mathrm{~mol}_{2} \mathrm{H}_{2} \mathrm{~S}\). Recover \(97.0 \%\) of \(\mathrm{H}_{2} \mathrm{~S}\) in the water. The total gas flow rate is \(10.0 \mathrm{kmol} /
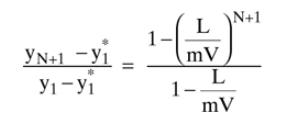
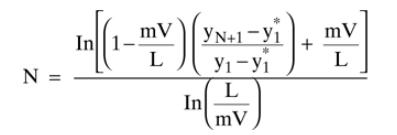
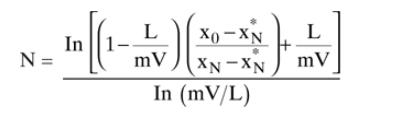
Numerical instability of forms of the Kremser equation used to calculate \(\mathrm{N}\) can cause problems. Show that equations to calculate \(\mathrm{N}\) may have no answer because they would need to calculate the \(\ln\) (negative number) for large values of \(\mathrm{N}(\mathrm{N}>20)\) for
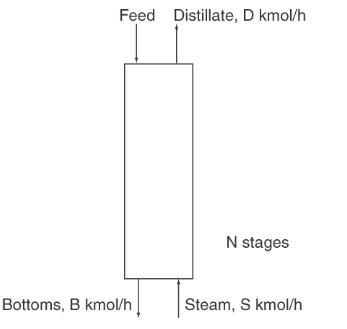
A steam stripper is operating isothermally at \(100.0^{\circ} \mathrm{C}\). Entering liquid stream contains \(0.02 \mathrm{~mol} \%\) nitrobenzene in water at \(100.0^{\circ} \mathrm{C}\). Flow rate of entering liquid is \(1.0 \mathrm{kmol} / \mathrm{min}\). Entering steam is pure water at
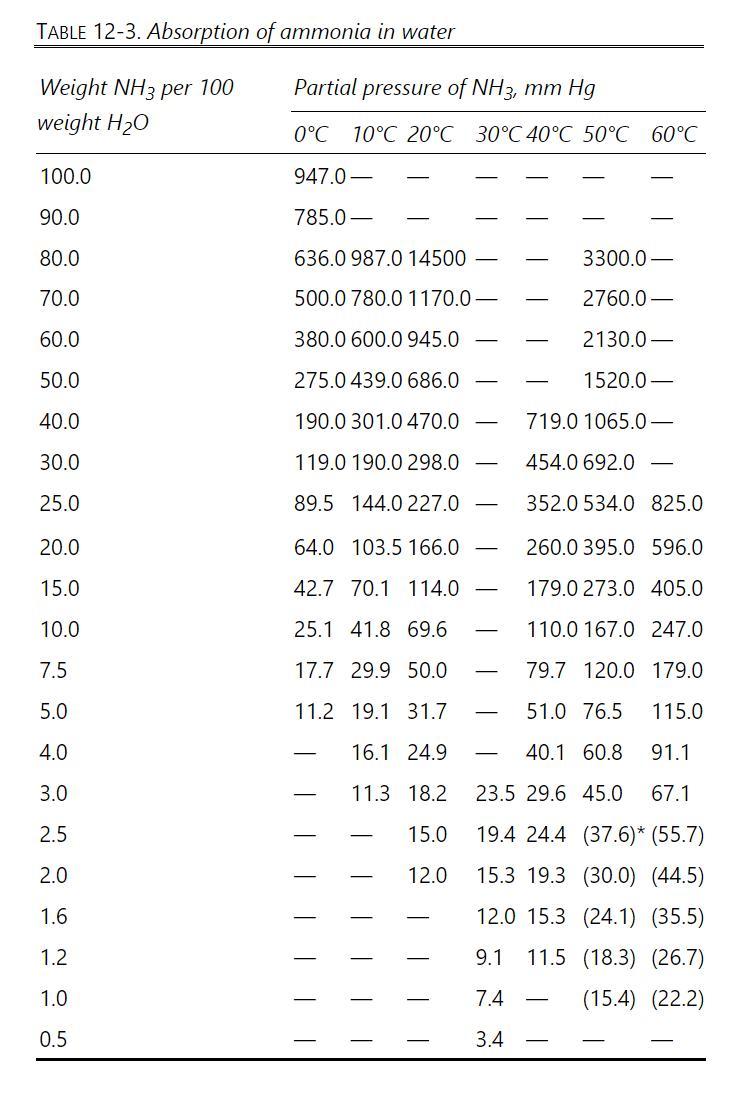
Absorb ammonia from air into water at \(20.0^{\circ} \mathrm{C}\) and \(1.5 \mathrm{~atm}\) pressure. Inlet water is recycled from a stripper and contains \(0.2 \mathrm{wt} \%\) ammonia. Gas flow rate is \(100.0 \mathrm{kmol} / \mathrm{h}\). Inlet gas is \(3.1 \mathrm{~mol} \%\) ammonia. Exit gas
Design a stripping column to remove carbon dioxide from water by heating the water and passing it countercurrently to a nitrogen stream in a staged stripper. Operation is isothermal and isobaric at \(60.0^{\circ} \mathrm{C}\) and \(1.0 \mathrm{~atm}\) pressure. Feed water contains \(9.2 \times
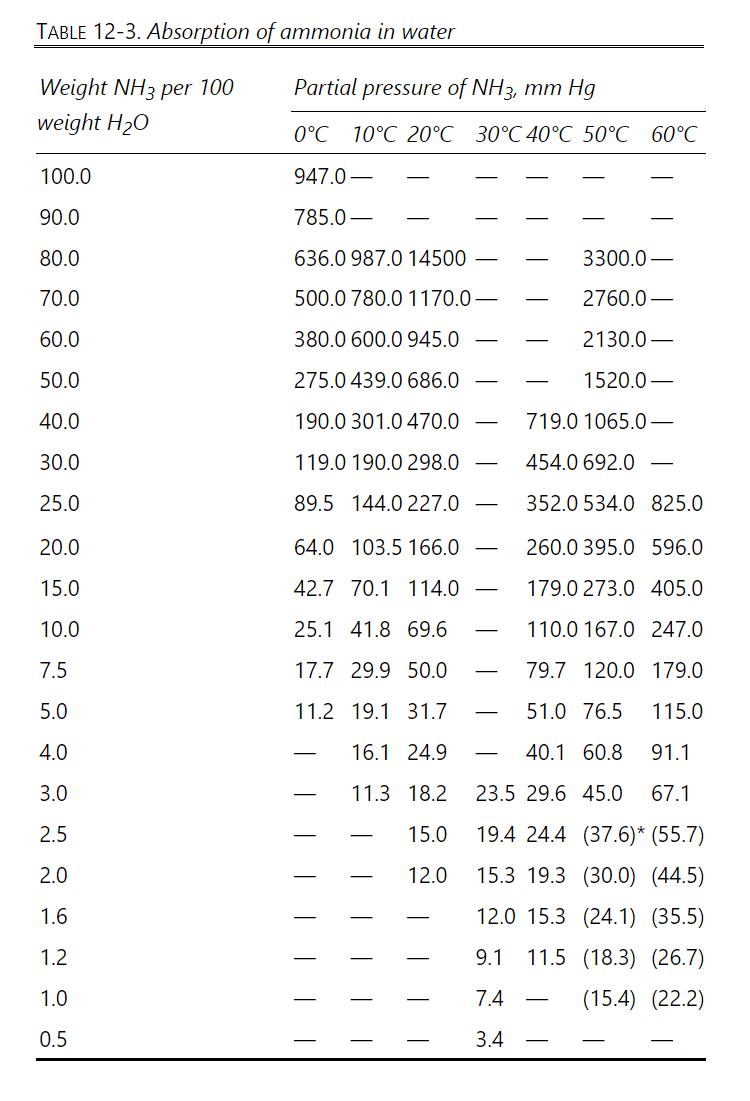
We wish to absorb ammonia from an air stream using water at \(0^{\circ} \mathrm{C}\) and 1.3 atm. Entering water stream is pure water, and entering vapor is \(17.2 \mathrm{wt} \%\) ammonia. Recover \(98.0 \%\) of the ammonia in the water outlet stream. Total gas flow rate is \(1050.0 \mathrm{~kg} /
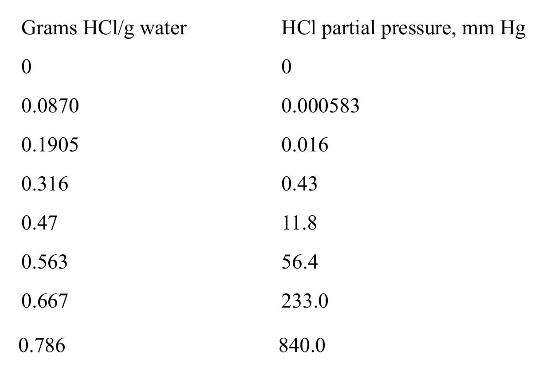
\(\mathrm{HCl}\) is being absorbed from two air streams into water in a countercurrent staged laboratory absorber at \(10.0^{\circ} \mathrm{C}\) and a pressure of \(2.0 \mathrm{~atm}\). Feed rate of gas feed 1 is \(1.0 \mathrm{kmol} / \mathrm{h}\) of total gas, and this gas is \(20.0 \mathrm{~mol}
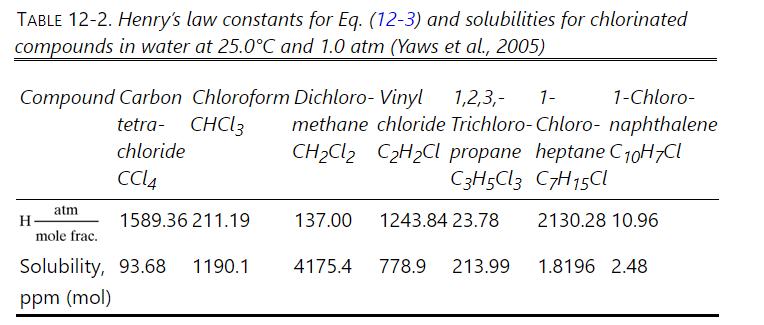
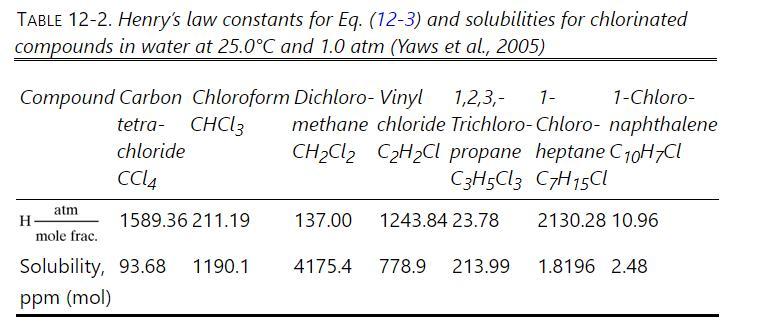
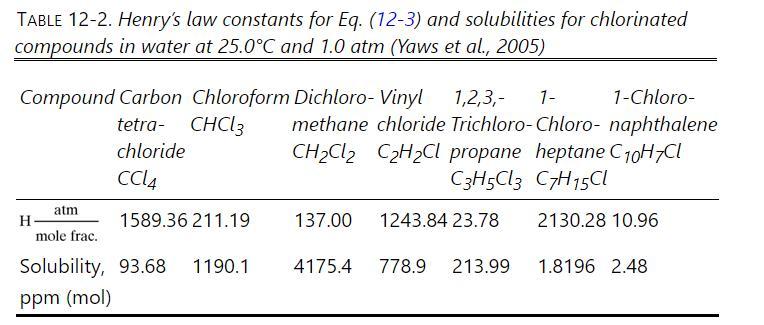
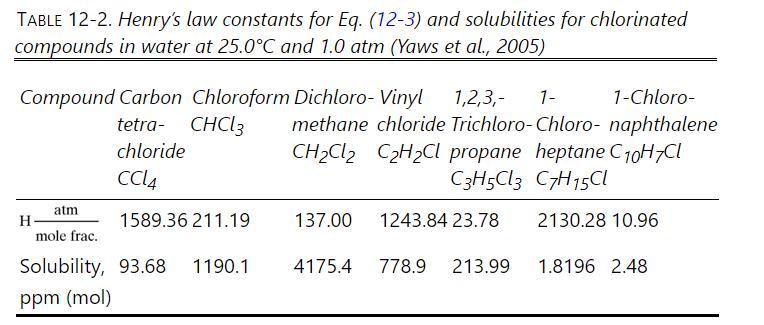
We are operating a stripper at \(0.75 \mathrm{~atm}\) pressure and \(25.0^{\circ} \mathrm{C}\) to strip \(1,2,3-\) trichloropropane from water using air as carrier gas. Inlet water contains 140.0 ppm (mol) \(1,2,3-\)trichloropropane, and water flow rate is \(10,000 \mathrm{~kg} / \mathrm{h}\).
Dichloromethane and chloroform are being stripped from water into air at 1.2 \(\mathrm{atm}\) and \(25.0^{\circ} \mathrm{C}\). Feed water contains \(1000.0 \mathrm{ppm}(\mathrm{mol})\) of chloroform and \(2000.0 \mathrm{ppm}\) (mol) of dichloromethane. We want a \(99.99 \%\) or better removal of
An absorption column for laboratory use has been carefully constructed so that it has exactly four equilibrium stages and is being used to measure equilibrium data. Water is used as solvent to absorb ammonia from air. Operation is isothermal at \(80.0^{\circ} \mathrm{F}\) and \(1.0
Read Section 13.4 on crossflow in Chapter 13 before proceeding. We wish to strip \(\mathrm{CO}_{2}\) from a liquid solvent using air as carrier gas. Because air and \(\mathrm{CO}_{2}\) mixtures are vented and crossflow has a lower pressure drop, use a crossflow system. Inlet liquid is \(20.4
A water cleanup is stripping vinyl chloride from contaminated ground water at \(25.0^{\circ} \mathrm{C}\) and \(850.0 \mathrm{~mm} \mathrm{Hg}\) using a countercurrent, staged stripper. Feed is 5.0 ppm (molar) vinyl chloride. Outlet water that contains \(0.1 \mathrm{ppm}\) (molar) vinyl chloride is
A water stream is saturated with \(\mathrm{CCl}_{4}\) at \(25^{\circ} \mathrm{C}\) and contains \(155 \mathrm{ppm}\) (mol) of \(\mathrm{CHCl}_{3}\). The water stream is stripped with air at a pressure of \(1.0 \mathrm{~atm}\). We want \(\mathrm{CCl}_{4}\) in the outlet water to be \(1.0
We plan to treat \(150.0 \mathrm{kmol} / \mathrm{h}\) of water that is saturated with carbon tetrachloride (the \(\mathrm{CCl}_{4}\) is at the solubility limit shown in Table \(12-2\) ) at \(25.0^{\circ} \mathrm{C}\) and a pressure of 0.96 bar by stripping with pure air at \(25.0^{\circ}
Argon and methane are absorbed from nitrogen into liquid ammonia at 252.3 \(\mathrm{K}\) and \(175.0 \mathrm{~atm}\) in an ammonia plant. Feed rate of gas is \(100.0 \mathrm{kmol} / \mathrm{h}\). Feed gas contains \(0.020 \mathrm{~mol} \% \mathrm{Ar}\) and \(0.130 \mathrm{~mol} \%\) methane. Outlet
If the column uses sieve plates, what column diameter is required for the absorber in Problem 12.D16? Operate at \(75 \%\) of flood. Use \(0.6096 \mathrm{~m}\) tray spacing. Assume \(\eta=0.85\). The density of liquid ammonia is approximately \(0.61 \mathrm{gm} / \mathrm{ml}\). Assume that nitrogen
A stripping column with 27 actual stages has an overall efficiency of 0.2 . Feed is \(100.0 \mathrm{kmol} / \mathrm{h}\) of liquid water that contains \(0.010 \mathrm{~mol}^{\%} \mathrm{CHCl}_{3}\). Stripping gas is pure nitrogen saturated with water vapor. Remove \(95.0 \%\) of
Carbon dioxide dissolved in water makes the water slightly acidic. We desire to remove most of the \(\mathrm{CO}_{2}\) from \(10.00 \mathrm{kmol} / \mathrm{h}\) of water containing \(\mathrm{x}_{0}=\) \(0.00001 \mathrm{~mol}\) fraction \(\mathrm{CO}_{2}\). The water enters at \(15^{\circ}
0We need to remove \(\mathrm{H}_{2} \mathrm{~S}\) and \(\mathrm{CO}_{2}\) from \(1000.0 \mathrm{kmol} / \mathrm{h}\) of a water stream at \(0^{\circ} \mathrm{C}\) and \(15.5 \mathrm{~atm}\). 0Inlet liquid contains \(0.0024 \mathrm{~mol}_{2} \mathrm{H}_{2} \mathrm{~S}\) and \(0.0038 \mathrm{~mol}
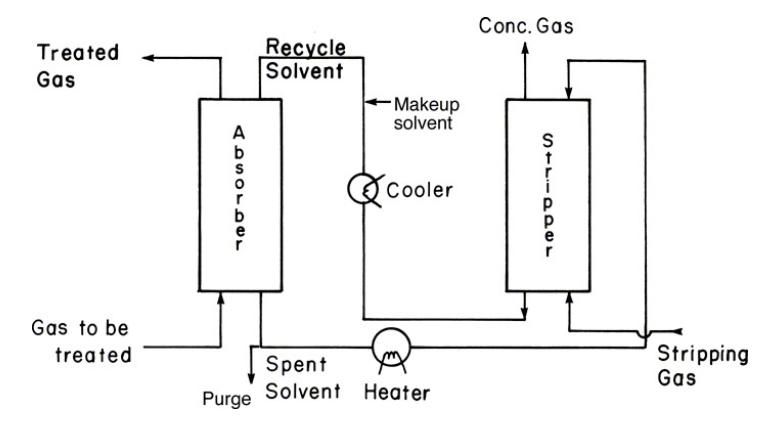
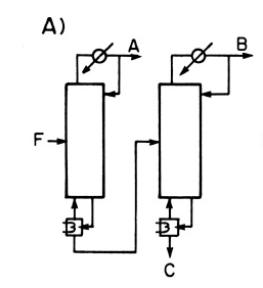
A gas-processing plant has an absorber and a stripper set up as shown in Figure \(12-2\), except both columns operate at \(25.0^{\circ} \mathrm{C}\) but are at different pressures. Absorber is at \(5.0 \mathrm{~atm}\) and stripper is at \(0.2 \mathrm{~atm}\). Feed to the plant is
We are adsorbing dichloromethane from air into water at \(25^{\circ} \mathrm{C}\) and \(10.0 \mathrm{~atm}\). pressure in a countercurrent absorber. The inlet vapor flow rate is 150 \(\mathrm{mol} / \mathrm{minute}\). The inlet gas is \(0.0025 \mathrm{~mol}\) fraction dichloromethane, and we want
Although most absorption equilibrium data follow the Arrhenius relationship, Eq. (12-4), some systems do not. Thus, one should always check before assuming the Arrhenius relationship is valid.Eq (12-4)a. Does the CO-water system (Table 12-1) follow the Arrhenius relationship? If yes, report the
Use Figure 11-6A (methanol product distillate from the first column, ethanol product distillate from the second column, and 1-propanol product bottoms of second column) to purify a ternary feed. Feed mole fractions are methanol \(=0.2\), ethanol \(=0.5\), and 1 -propanol \(=0.3\). The feed is at
A distillation column with a partial condenser and a partial reboiler is separating 1500.0 kmol/h of a 10.0 mol% ethane, 30.0 mol% n- butane, and 60.0 mol% n-pentane saturated liquid feed at 8.1 atm. The column operates at a constant pressure of 8.0 atm. The distillate is a saturated vapor. In
How can the direction of mass transfer be reversed as it is in a complete gas plant? What controls whether a column is a stripper or an absorber?
A tray distillation column that has been used in your plant for the separation of light hydrocarbons is no longer needed in that service. You can use the column for absorption of hydrocarbons in a different section of the plant.a. Do you expect the column efficiency will be higher, the same, or
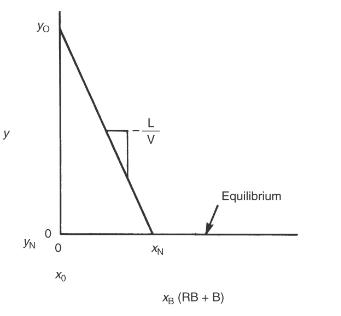
What assumptions are made to obtain the plot in Figure 12-16b? Does temperature need to be constant?Figure 12-16b Yo 0 0 V XN XB (RB + B) Equilibrium
As the system becomes dilute, L/G \(\rightarrow \mathrm{L} / \mathrm{V}, \mathrm{Y} \rightarrow \mathrm{y}\), and \(\mathrm{X} \rightarrow \mathrm{x}\). At what concentration levels could you safely work in terms of fractions and total flows instead of ratios and flows of solvent and carrier gas?
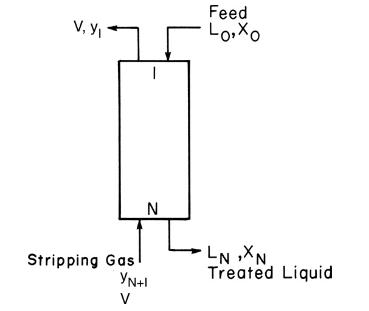
Explain how a stripper, shown in Figure 12-4, differs from the beer still distillation column shown in Figure 3-9.Figure 12-4Figure 3-9 V, y - Stripping Gas Feed LoXo N LNXN. Treated Liquid YN+I V
A stripper is unable to obtain the specified purity of outlet liquid. Outlet liquid impurity concentration can be decreased (which might allow one to reach or exceed specified purity) by doing which of the following changes? Circle all correct answers. There are five correct answers - one in each
Explain how the single assumption that "solutes are independent of each other" can specify more than one degree of freedom.
What is the practical distinction between proportional and linear? Consider the difference between Henry's law, \(y_{B}=\frac{H_{B}}{p_{\text {tot }}} x_{B}\), and the general expression for linear equilibrium, \(y_{B}=\mathrm{mx}_{B}+b\) with \(b eq 0\). If \(\mathrm{x}_{\mathrm{B}}\) is doubled,
The Kremser equation can be used for more than just determining the number of stages. List as many types of problems (in which a different variable is solved for) as you can. What variables would be specified? How would you solve the equation?
Many other configurations of absorbers and strippers can be devised. For example, there could be two feeds. Generate as many configurations as possible.
You want to use both cocurrent and countercurrent absorbers in a process. Sketch at least five ways of doing this. What are the advantages and disadvantages of each method?
Derive Eq. (12-43b).Equation (12-43) 4VRT 8.586VT Dia tray column Approximate 1.37 P
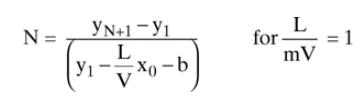
Derive an equation that is equivalent to Eq. (12-12) for \(\mathrm{L} /(\mathrm{mV})=1.0\) but in terms of liquid mole fractions.Equation (12-12) N = YN+1 Y1 L L for = 1 -10-0 mV -b
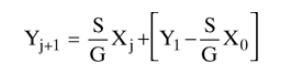
Derive an operating equation similar to Eq. (12-40b), but draw your balance envelope around the bottom of the column. Show that result is equivalent to Eq. \((12-40 b)\).Equation (12-40b) [x - 4x + x = x I+!X
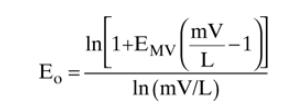
Derive Eq. (10-4a) for dilute systems by determining \(\mathrm{N}_{\text {equil }}\) and \(\mathrm{N}_{\text {actual }}\) in Eq. (10-1) from appropriate forms of the Kremser equation.Equation (10-4a)Equation (10-1) [In [1+E MIV (m_1]] Eo mV L In (mV/L)
Occasionally it is useful to apply the Kremser equation to systems with a constant relative volatility. Where on the \(\mathrm{y}\) versus \(\mathrm{x}\) diagram for distillation can you do this? Derive the appropriate values for \(\mathrm{m}\) and \(\mathrm{b}\) in the two regions where the
For dilute systems, show that \((\mathrm{L} / \mathrm{V})_{\min }\) for absorbers and \((\mathrm{L} / \mathrm{V})_{\max }\) for strippers calculated from the Kremser equation agree with graphical calculations.
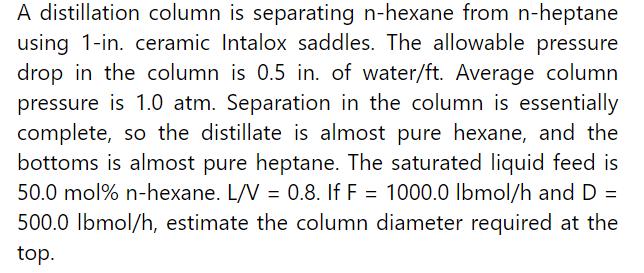
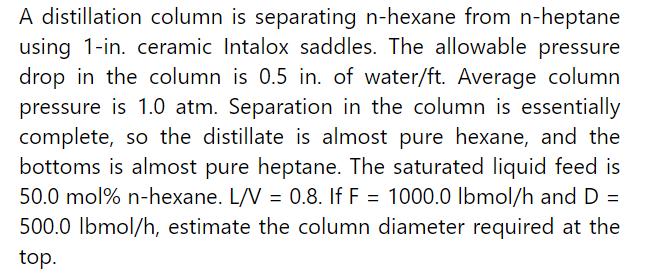
Repeat Example \(11-1\) except at \(400.0 \mathrm{kPa} . \mathrm{F}=1000.0 \mathrm{lb} \mathrm{mol} / \mathrm{h}, \mathrm{L} / \mathrm{D}\) \(=4.0\), distillate is \(99.9 \mathrm{~mol} \% \mathrm{n}\)-hexane, and bottoms is \(0.1 \mathrm{~mol} \% \mathrm{n}\) hexane. At this pressure,
Estimate the 2020 cost of the condenser and the reboiler (shell and tube, floating head) for Problem 11.D1. Steam is available at 41.0 barg, but due to pressure losses, the steam is at \(230.0^{\circ} \mathrm{C}\) when it enters the reboiler. Cooling water is available at \(30.0^{\circ}
Determine steam and water operating costs per year and TAC for the distillation system described in Problems 11.D1 and 11.D2. Use 8000 h/year. Payback period is 3 years, and costs are based on 2020 costs. What fraction of the TAC is due to energy costs?a. Use values from Turton et al. (2018) in
Calculate steam and water operating costs per year for Example 11-1. Use \(8000 \mathrm{~h} /\) year. Calculate the TAC for Example 11-1. Payback period is 3 years, and costs are based on 2020 costs. What fraction of the TAC is due to energy costs? Think about the pressure of the steam.a. Use
Calculate the cost of column plus trays, reboiler, and condenser for Example 11-1 using Luyben's cost data. The answers are in the example. In addition, calculate TAC for the entire system if Luyben's equipment cost data are used. Payback period is 3 years, cooling water is \(\$ 0.50 /
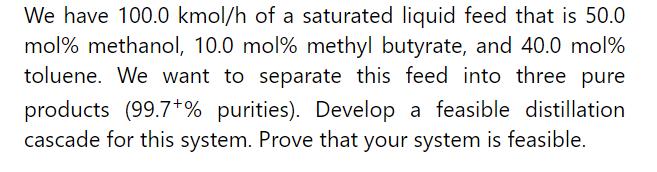
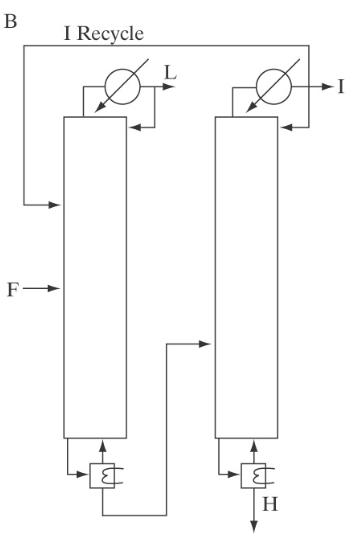
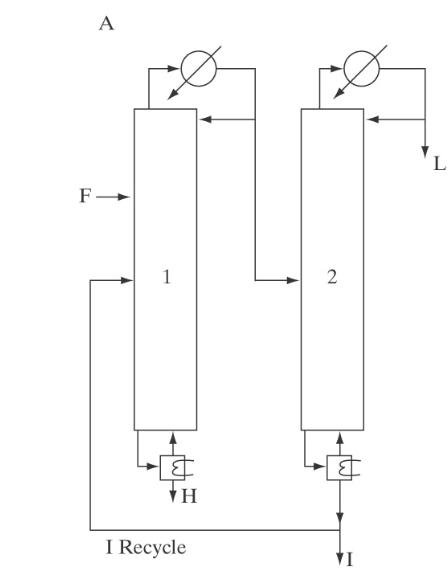
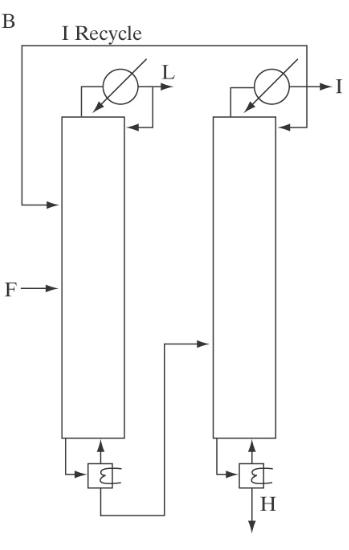
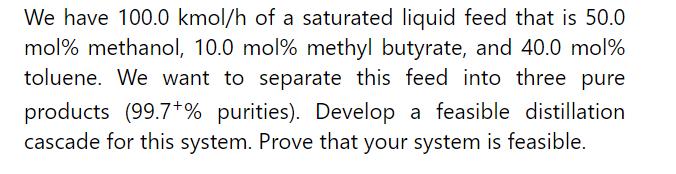
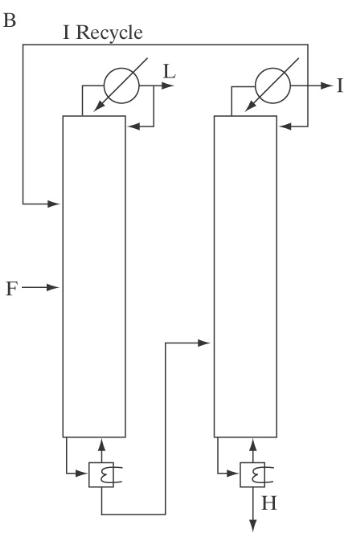
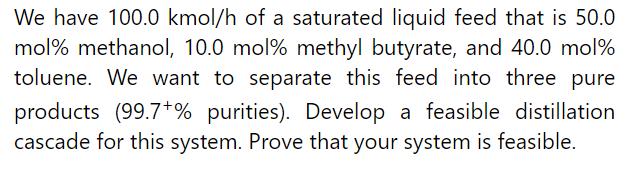
Repeat the residue curve analysis for Example 11-3 but using the flowsheet in Figure 11-7b. Arbitrarily use a recycle flow rate of 100.0 \(\mathrm{kmol} / \mathrm{h}\).Example 11-3Figure 11-7b We have 100.0 kmol/h of a saturated liquid feed that is 50.0 mol% methanol, 10.0 mol% methyl butyrate, and
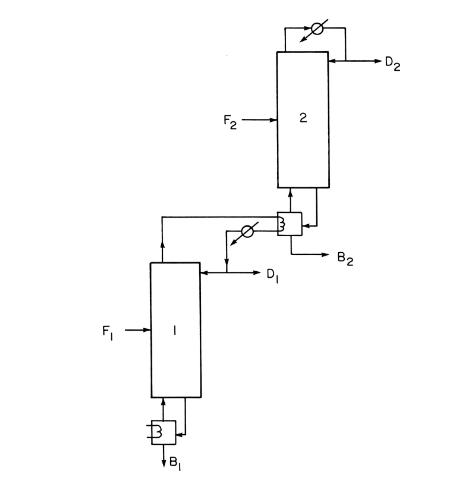
Repeat the residue curve analysis for Example \(11-3\) but with no recycle:a. For the process in Figure 11-7A.b. For the process in Figure 11-7B. A F >> 1 2 I Recycle H VI L
a. If feed rate in Example 11-1 is doubled, what is total bare module capital cost (column plus trays and heat exchangers) in 2020? Use Eq. (11-4) and Table 11-2 for cost data.Example 11-1Example 11-1Example 11-2Example 11-3Equation 11-4Table 11-2b. Compare the 2020 total bare module capital cost
Example 10-4 and Problem 10.D17 sized the diameter of a packed column doing the separation in Example 11-1. Suppose a \(15.0-\mathrm{ft}-\) diameter column is to be used. The 1.0 -in. ceramic Intalox saddles have an HETP of \(0.37 \mathrm{~m}\). Pressure is \(101.3 \mathrm{kPa}\).a. Estimate the
Estimate and compare the costs for \(8.5 \mathrm{~m}^{3}\) of carbon steel Pall ring random packing in 2020 using the data of Turton et al. (2018), Woods (2007), and Kister (2019) fora. \(2.5 \mathrm{~cm}\) diameter packing.b. \(5.0 \mathrm{~cm}\) diameter packing.c. Which author's results do you
Separate a feed that is \(10.0 \mathrm{~mol} \%\) benzene, \(55.0 \mathrm{~mol} \%\) toluene, 10.0 \(\mathrm{mol} \%\) xylene, and \(25.0 \mathrm{~mol} \%\) cumene. Use heuristics to generate four desirable alternatives. Average relative volatilities are \(\alpha_{\mathrm{BT}}=2.5,
Repeat Problem 11.D11 for an \(80.0 \%\) purity of the xylene product.Problem 11.D11Separate a feed that is \(10.0 \mathrm{~mol} \%\) benzene, \(55.0 \mathrm{~mol} \%\) toluene, 10.0 \(\mathrm{mol} \%\) xylene, and \(25.0 \mathrm{~mol} \%\) cumene. Use heuristics to generate four desirable
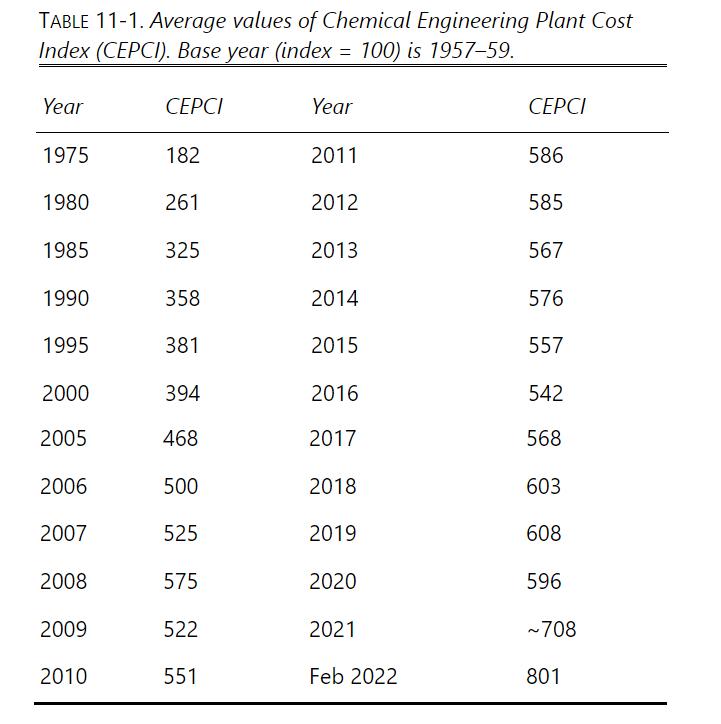
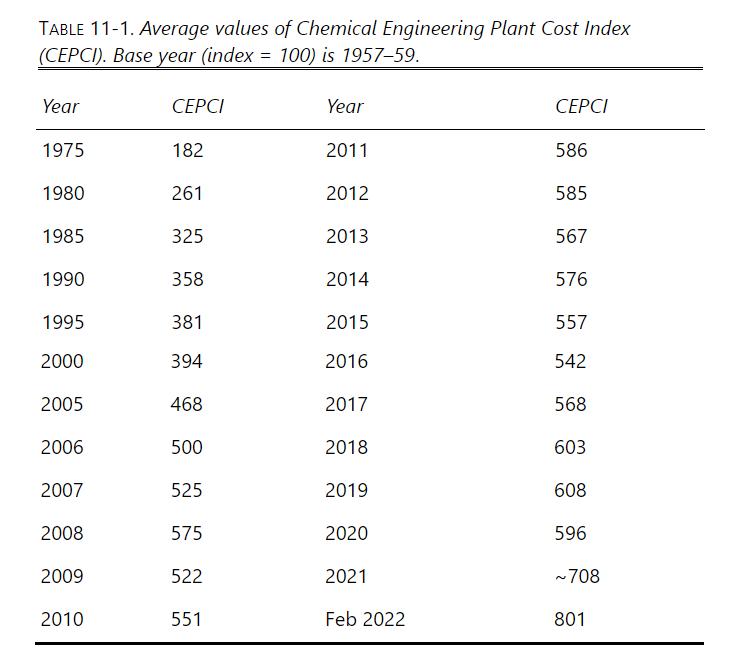
Update Table 11-1 by looking up current cost indices on the Internet or in Chemical Engineering magazine. TABLE 11-1. Average values of Chemical Engineering Plant Cost Index (CEPCI). Base year (index = 100) is 1957-59. Year CEPCI Year CEPCI 1975 182 2011 586 1980 261 2012 585 1985 325 2013 567
Repeat the computer simulation proof of feasibility for Example 11-3 but use the flowsheet in Figure 11-7B. The input for the simulator should be based on the solution to Problem 11.D6. Try different feed stages in the first column for recycle stream and fresh feed.Example 11-3Figure 11-7BProblem
Repeat the computer simulation proof of feasibility for Example 11-3 but with no recycle. The input for the simulator should be based on the solution to Problem 11.D7.Example 11-3Data From Problem 11.D7Repeat the residue curve analysis for Example \(11-3\) but with no recycle:a. For the process in
A distillation column is being designed to process a feed that is 10.0 \(\mathrm{mol} \%\) ethanol and \(90.0 \mathrm{~mol} \%\) water. The feed rate is \(100.0 \mathrm{kmol} / \mathrm{h}\), and the feed is a saturated liquid at a pressure of \(5.0 \mathrm{~atm}\). The column has a partial
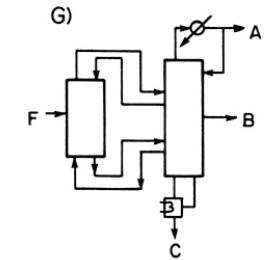
Draw an entirely thermally coupled system (extend Figure 11-6G) for Example 11-2.Figure 11-6GExample 11-2 G) C A B
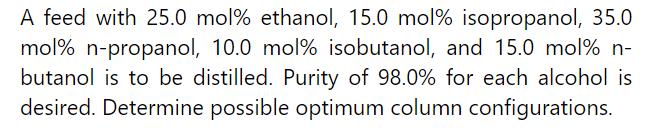
Sketch possible column arrangements for separation of a fourcomponent system. Do not include sidestream products. Note that there are a large number of possibilities.
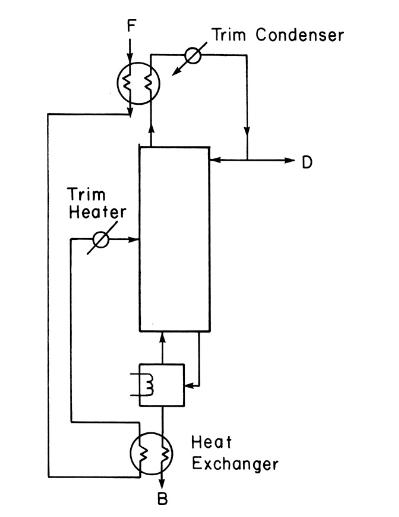
Multieffect distillation or column integration can be done with more than two columns. Use the basic ideas in Figures 11-2 and 11-3 to sketch as many ways of thermally connecting three columns as you can.Figure 11-2Figure 11-3 Trim Heater F B Trim Condenser Heat Exchanger D
Show that Eq. (11-1) will plot as a straight line on log-log paper, and show that the exponent can be determined from a slope.Equation (11-1 Total capital cost = (Lang factor)(delivered equipment costs)
If packing costs are directly proportional to the volume of packing, show that packing costs go through a minimum as L/D increases.
What restrictions on the values of \(\mathrm{K}_{1}, \mathrm{~K}_{2}\), and \(\mathrm{K}_{3}\) are necessary for Eq. (11-6) to follow the power law formula of Eq. (11-3)?Equation (11-6)Equation (11-3) Condenser cost, size A = (cost, size B) area A 0.41 to 0.71 area B
A saturated vapor feed at \(1000.0 \mathrm{kmol} / \mathrm{h}\) of methanol \((5.0 \mathrm{~mol} \%)\) and water \((95.0 \mathrm{~mol} \%)\) is fed to a distillation column with 18 stages plus a kettle reboiler and a total condenser \((\mathrm{N}=20\) in Aspen Plus notation). Use the NRTL VLE
Biorefineries producing ethanol by fermentation have several distillation columns to separate the ethanol from the water. The first column, the beer still, is a stripping column that takes the dilute liquid fermenter product containing up to \(15 \%\) solids and produces a clean vapor product that
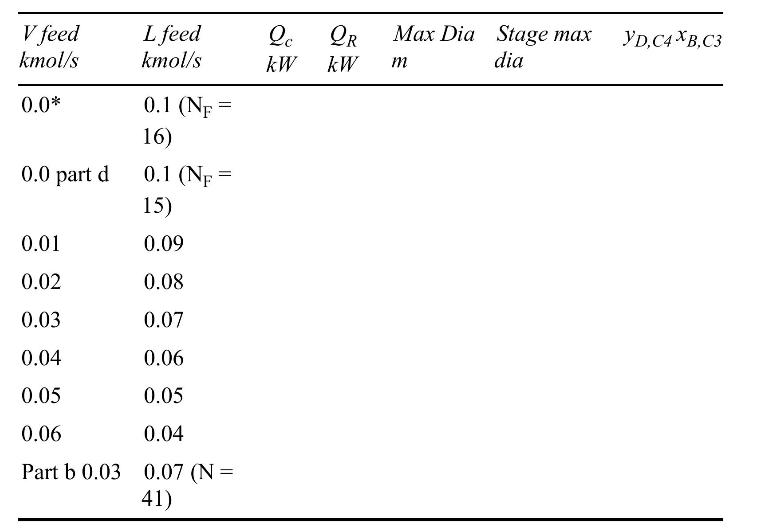
We wish to distill \(0.10 \mathrm{kmol} / \mathrm{s}\) of a feed at \(25^{\circ} \mathrm{C}\) and \(15.0 \mathrm{~atm}\). The feed is \(10.0 \mathrm{~mol} \%\) ethane, \(35.0 \mathrm{~mol} \%\) propane, \(45.0 \mathrm{~mol} \% \mathrm{n}\)-butane, and \(10.0 \mathrm{~mol} \%
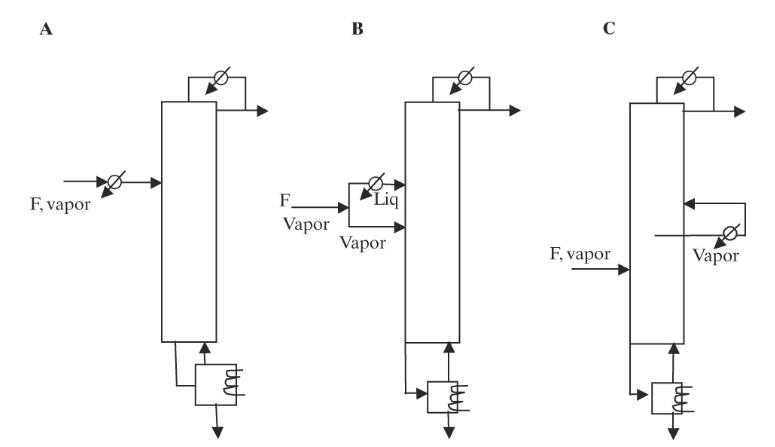
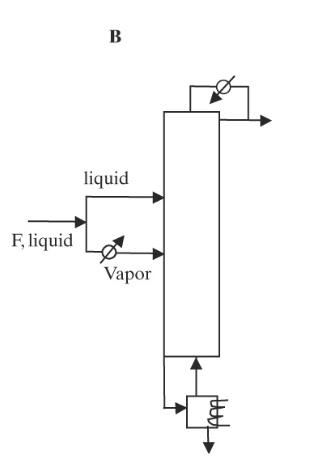
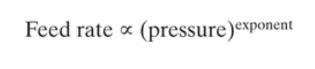
a. Repeat Problem 10.G3 except use the method shown in Figure 1018B to partially balance the column diameters. The liquid and vapor feeds have the same mole fractions as the feed in Problem 10.G3, and both are at \(15.0 \mathrm{~atm}\). The liquid feed is at \(25.0^{\circ} \mathrm{C}\), and the
\(300.0 \mathrm{kmol} / \mathrm{h}\) of a saturated liquid feed that is \(40.0 \mathrm{~mol} \% \mathrm{n}\)-nonane (C9) and \(60.0 \mathrm{~mol} \% \mathrm{n}\)-decane (C10) at \(11.0 \mathrm{kPa}\) is fed to a distillation column with \(\mathrm{N}=30\) (including a total condenser and a
Repeat the design of Part I, item 1, of Lab 10 including detailed tray and downcomer design except use Ballast V-1 valve trays.
Valve trays cost more than sieve trays. Why are valve trays often advertised as a way of decreasing tower costs?
What is the effect of increasing the feed temperature if \(L / D=1.15 \times\) \((\mathrm{L} / \mathrm{D})_{\min }\) ? Note that \((\mathrm{L} / \mathrm{D})_{\min }\) will change as feed temperature changes. Include effects on \(Q_{R}\) and the number of stages. Use a McCabe-Thiele diagram.
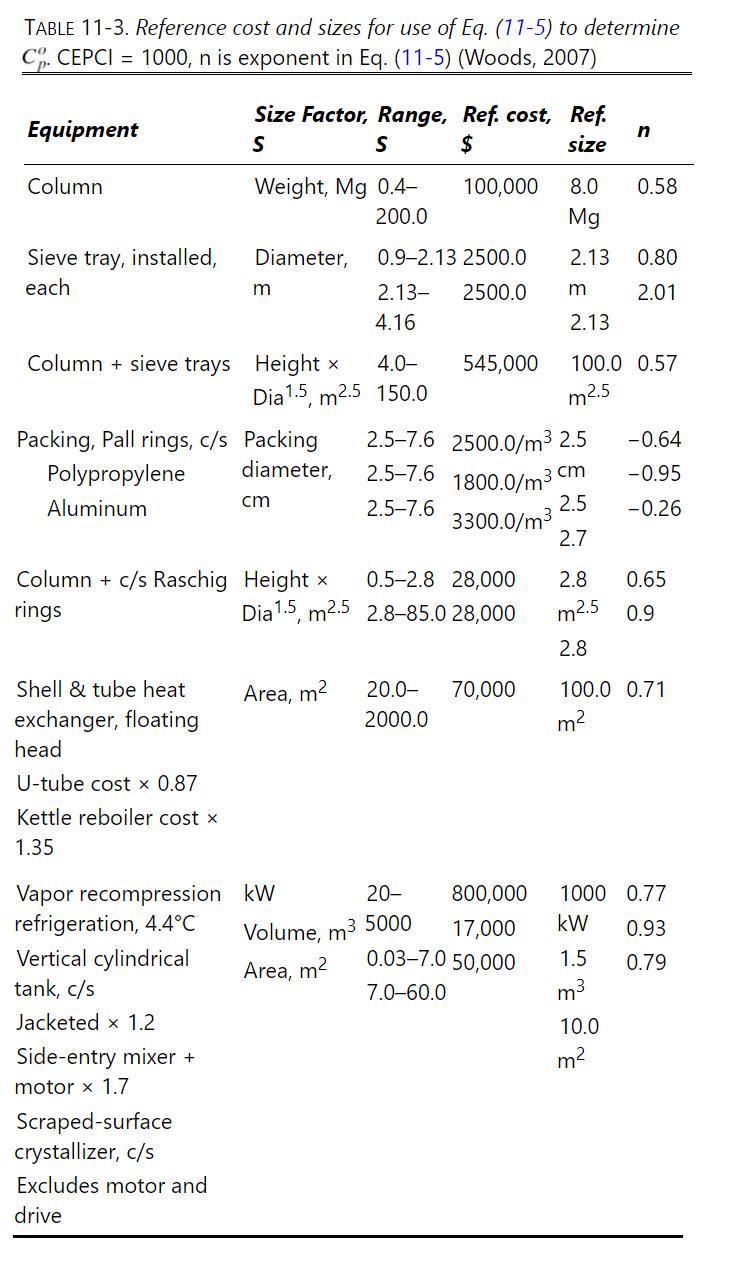
Most of the values of the exponent \(\mathrm{n}\) in Table 11-3 are positive; however, the exponents for the cost of packing are negative. Explain why.Table 11-3 TABLE 11-3. Reference cost and sizes for use of Eq. (11-5) to determine C. CEPCI = 1000, n is exponent in Eq. (11-5) (Woods, 2007) Size
For a ternary separation that has modest required B purity and low concentration of \(\mathrm{C}\) in the feed, we should consider scheme 11-6I as a possibility. If the side withdrawal does not produce a high enough purity, what relatively inexpensive changes might improve the separation enough to
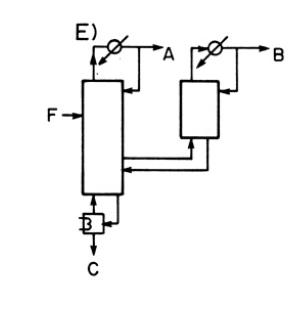
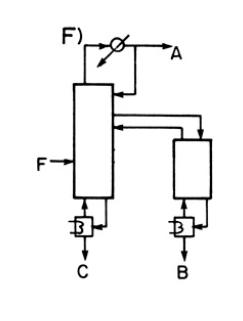
Schemes 11-6E and 11-6F accomplish the same task of removing and purifying an intermediate component.a. What factors enter into the decision to use scheme \(11-6 \mathrm{~F}\) instead of \(11-6 \mathrm{E}\) ?b. Why is a vapor sidestream withdrawn in Figure 11-6E and a liquid sidestream withdrawn in
Sketch a divided-wall column for an ideal four-component (A, B, C, D) separation with component A most volatile and D least volatile.
It is common to design columns at reflux ratios slightly above (L/D) opt. Use a curve of total cost/yr vs. L/D to explain why there is not a large cost penalty if L/D > (L/D)opt.
What happens to economies of scale if the feed rate is half the design value?
The following statement occurs in the text: "Within the careers of current chemical engineering students, maximum energy conservation in chemical plants may be legally required." Although plant personnel want flexibility, they will also follow legal requirements. How do you ensure that energy
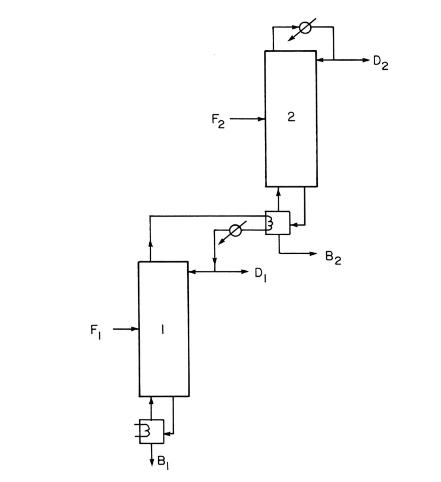
Referring to Figure 11-3, if D1 is the feed to column 2, explain what conditions are necessary for this system to work.Figure 11-3 F F2 2 B2 D
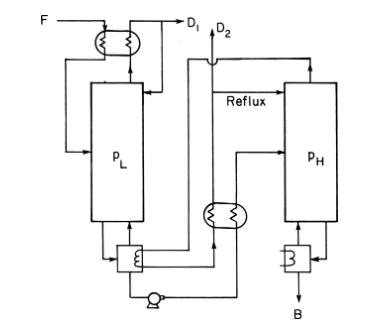
The multieffect distillation system shown in Figure 11-4 appears to be able to cut energy use in half; however, the reduction is not this large. Explain why.Figure 11-4 F PL D, D Reflux B PH
To estimate future values of the cost indices, one is tempted to assume that the average value for the year occurred at midyear (June 30-July 1) and that the linear fit to the recent data can be extrapolated past the last data point. Based on Table 11-1, for which years is this procedure probably
The use of components in the feed as solvents for extractive or azeotropic distillation or extraction is recommended even if they are not the best solvents for standalone separations. Explain the reasoning behind this recommendation.
Preheating the feed often increases the number of stages required for the separation ( \(\mathrm{F}, \mathrm{z}, \mathrm{x}_{\mathrm{D}}, \mathrm{x}_{\mathrm{B}}, \mathrm{L} / \mathrm{D}\) constant). Use a McCabe-Thiele diagram to explain why this happens.
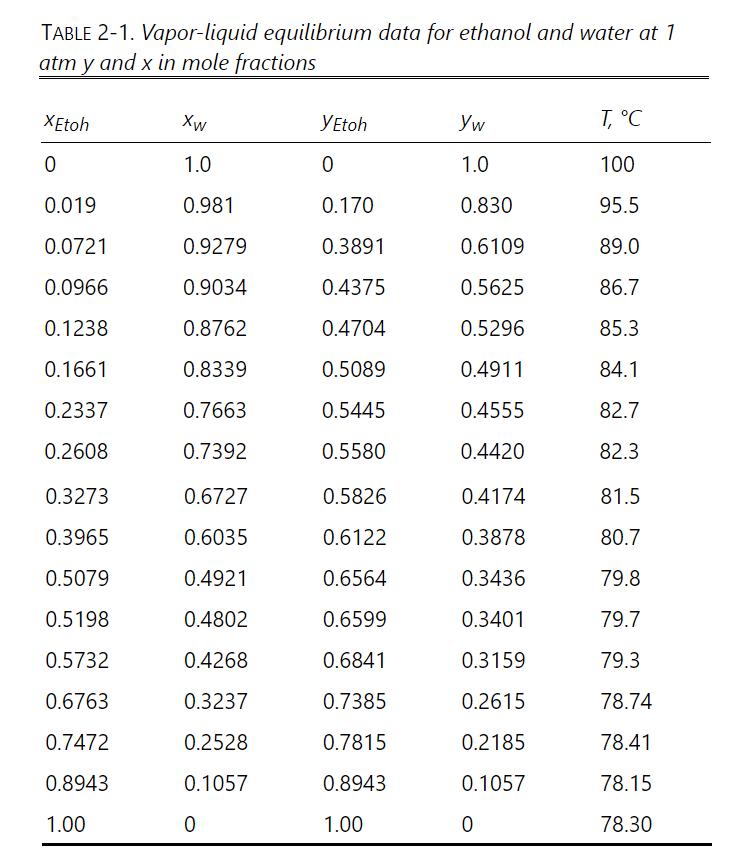
We are separating an ethanol-water mixture in a column operating at atmospheric pressure with a total condenser and a partial reboiler. Constant molal overflow (CMO) can be assumed, and reflux is a saturated liquid. Feed rate is \(100.0 \mathrm{lbmol} / \mathrm{h}\) of a \(30.0 \mathrm{~mol} \%\)
Repeat Problem 10.E1, except design a packed column using 1-in. metal Pall rings. Do the calculations at the top of the column. Approximate HETP for ethanol-water is \(0.366 \mathrm{~m}\). At \(81^{\circ} \mathrm{C}, \mu_{\mathrm{w}}=0.35 \mathrm{cp}, \mu_{\mathrm{E}}=0.45\) cp. Other data are in
You need to temporarily increase the feed rate to an existing column without flooding. Since the column is now operating at about \(90 \%\) of flooding, you must vary some operating parameter. The column has \(0.4572 \mathrm{~m}\) tray spacing, is operating at \(1.0 \mathrm{~atm}\), and has a flow
Show that staged column diameter is proportional to (feed rate) \({ }^{1 / 2}\) and to \((1+\mathrm{L} / \mathrm{D})^{1 / 2}\).
If the packing factor were unknown, you could measure \(\Delta p\) at a series of gas flow rates. How would you determine the packing factor \(\mathrm{F}\) from these data?
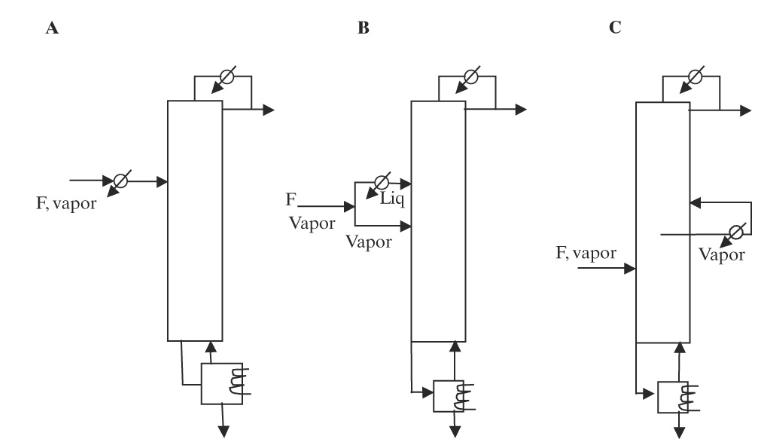
Using a McCabe-Thiele diagram for a binary system, show why the purity will be reduced compared to the base case if \(\mathrm{N}\) and L/D are constant and one of the diameter balancing methods in Figure 10-17 (base case is a saturated vapor feed) or Figure 10-18 (base case is a saturated liquid
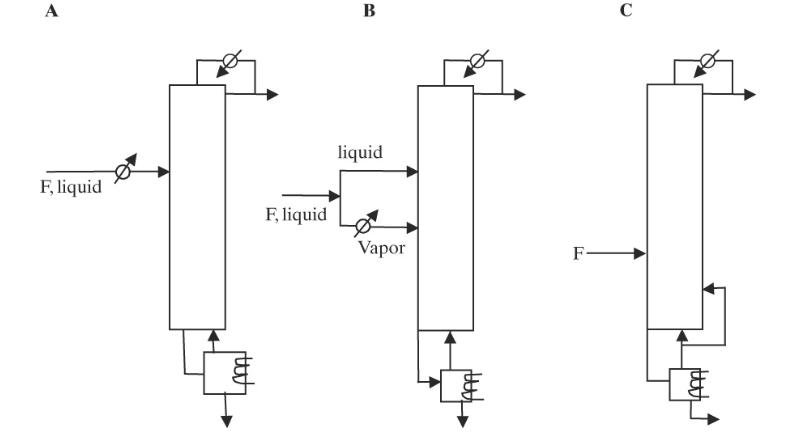
Using a McCabe-Thiele diagram for a binary system, show why increasing \(\mathrm{N}\) may not be sufficient to keep purity constant compared to the base case if the diameter balancing method in Figure 10-17A (base case is a saturated vapor feed) or 10-18A (base case is a saturated liquid feed) is
Repeat Example 10-1 for an average column pressure of \(400.0 \mathrm{kPa}\).Example 10-1 A sieve plate distillation column is separating a feed that is 50.0 mol% n-hexane and 50.0 mol% n-heptane. The feed is a saturated liquid. Plate spacing is 24.0 in. Average column pressure is 1.0 atm.
Repeat Example 10-2, except calculate the diameter at the bottom of the column. For n-heptane: \(\mathrm{MW}=100.2\), bp \(98.4^{\circ} \mathrm{C}\), sp gravity \(=\) 0.684 , viscosity \(\left(98.4^{\circ} \mathrm{C}\right)=0.205 \mathrm{cP}, \sigma\left(98.4^{\circ} \mathrm{C}\right)=12.5\) dynes
The calculations in Example 10-3 were done for conditions at the top of the column. Physical properties will vary throughout the column, but columns are normally constructed with identical trays, downcomers, weirs, etc., on every stage (this is simpler and cheaper). For a 12 -ft diameter column,
We wish to repeat the distillation in Examples 10-2 and 10-3 except using valve trays. The valves have a 2-in. diameter head. For the top of the column, estimate the pressure drop vs. hole velocity curve. Assume that \(\mathrm{K}_{\mathrm{v}}\) and \(\mathrm{C}_{\mathrm{v}}\) values are the same as
We are testing a new packing for separation of benzene and toluene. The column is packed with \(3.5 \mathrm{~m}\) of packing and has a total condenser and a partial reboiler. Operation is at \(760.0 \mathrm{~mm} \mathrm{Hg}\), where Perry et al. (1963, p. 13-3) report that \(\alpha\) varies from
You have designed a sieve tray column with \(0.3048-\mathrm{m}\) tray spacing to operate at a pressure of \(1.0 \mathrm{~atm}\). The value of the flow parameter is \(\mathrm{F}_{\mathrm{lv}}\) \(=0.090\), and the flooding velocity was calculated as \(1.83 \mathrm{~m} / \mathrm{s}\). Unfortunately,
A sieve tray column with \(0.4572-\mathrm{m}\) tray spacing is designed to operate at \(p=4.0 \mathrm{~atm}\). The value of the flow parameter is \(\mathrm{F}_{1 \mathrm{v}}=0.71\), and the flooding velocity was calculated as \(\mathrm{u}_{\text {flood }}=1.29 \mathrm{~m} / \mathrm{s}\).
\(1000.0 \mathrm{kmol} / \mathrm{h}\) of a saturated vapor feed that is \(60.0 \mathrm{~mol} \%\) methanol and \(40.0 \mathrm{~mol} \%\) water is distilled in a sieve plate column operating at \(75 \%\) of flooding velocity. Distillate is \(99.9 \mathrm{~mol} \%\) methanol, and bottoms is \(1.0
The effect of liquid maldistribution in packed columns can be explored with a McCabe-Thiele diagram. Assume that a packed distillation column is separating a saturated liquid binary feed that is \(40.0 \mathrm{~mol} \%\) MVC. A distillate product, \(\mathrm{D}=100.0 \mathrm{kmol} / \mathrm{h}\),
Showing 400 - 500
of 1819
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Last
Step by Step Answers