New Semester
Started
Get
50% OFF
Study Help!
--h --m --s
Claim Now
Question Answers
Textbooks
Find textbooks, questions and answers
Oops, something went wrong!
Change your search query and then try again
S
Books
FREE
Study Help
Expert Questions
Accounting
General Management
Mathematics
Finance
Organizational Behaviour
Law
Physics
Operating System
Management Leadership
Sociology
Programming
Marketing
Database
Computer Network
Economics
Textbooks Solutions
Accounting
Managerial Accounting
Management Leadership
Cost Accounting
Statistics
Business Law
Corporate Finance
Finance
Economics
Auditing
Tutors
Online Tutors
Find a Tutor
Hire a Tutor
Become a Tutor
AI Tutor
AI Study Planner
NEW
Sell Books
Search
Search
Sign In
Register
study help
engineering
chemical engineering
Separation Process Engineering Includes Mass Transfer Analysis 5th Edition Phillip Wankat - Solutions
Separate a mixture of pyridine \(\left(\mathrm{C}_{5} \mathrm{H}_{5} \mathrm{~N}\right)\) and water, which form a homogeneous azeotrope, by using extractive distillation using bisphenol-A \(\left(\mathrm{C}_{15} \mathrm{H}_{16} \mathrm{O}_{2}\right)\) as the solvent. When finished, the system will
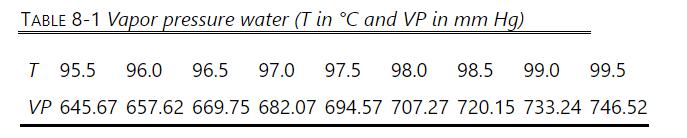
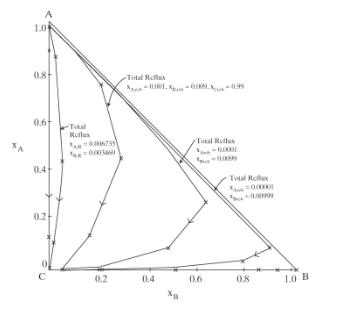
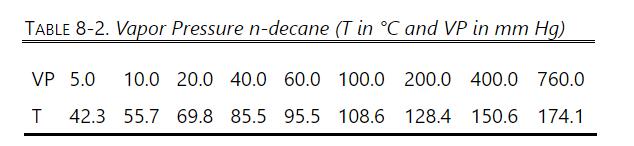
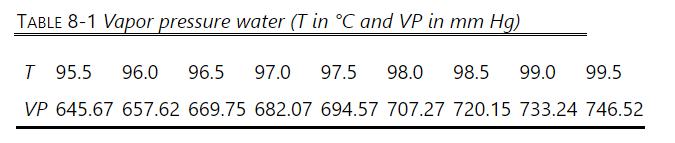
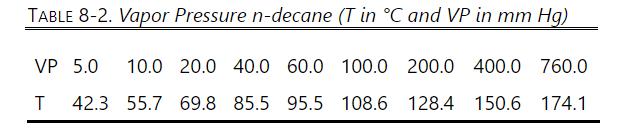
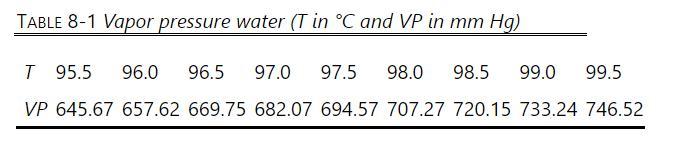
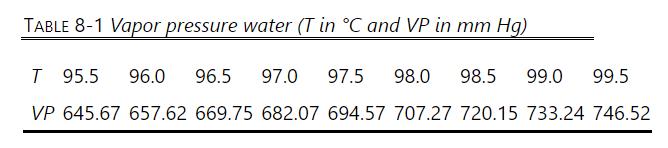
Develop plots for vapor pressure of water and n-decane. For water, two plots are useful in the range of values in Table 8-1. A plot of VP versus T is convenient for rapid estimates but is not as accurate as a plot of log (VP) versus \(1 / \mathrm{T}\) with \(\mathrm{T}\) in degrees Kelvin. Of
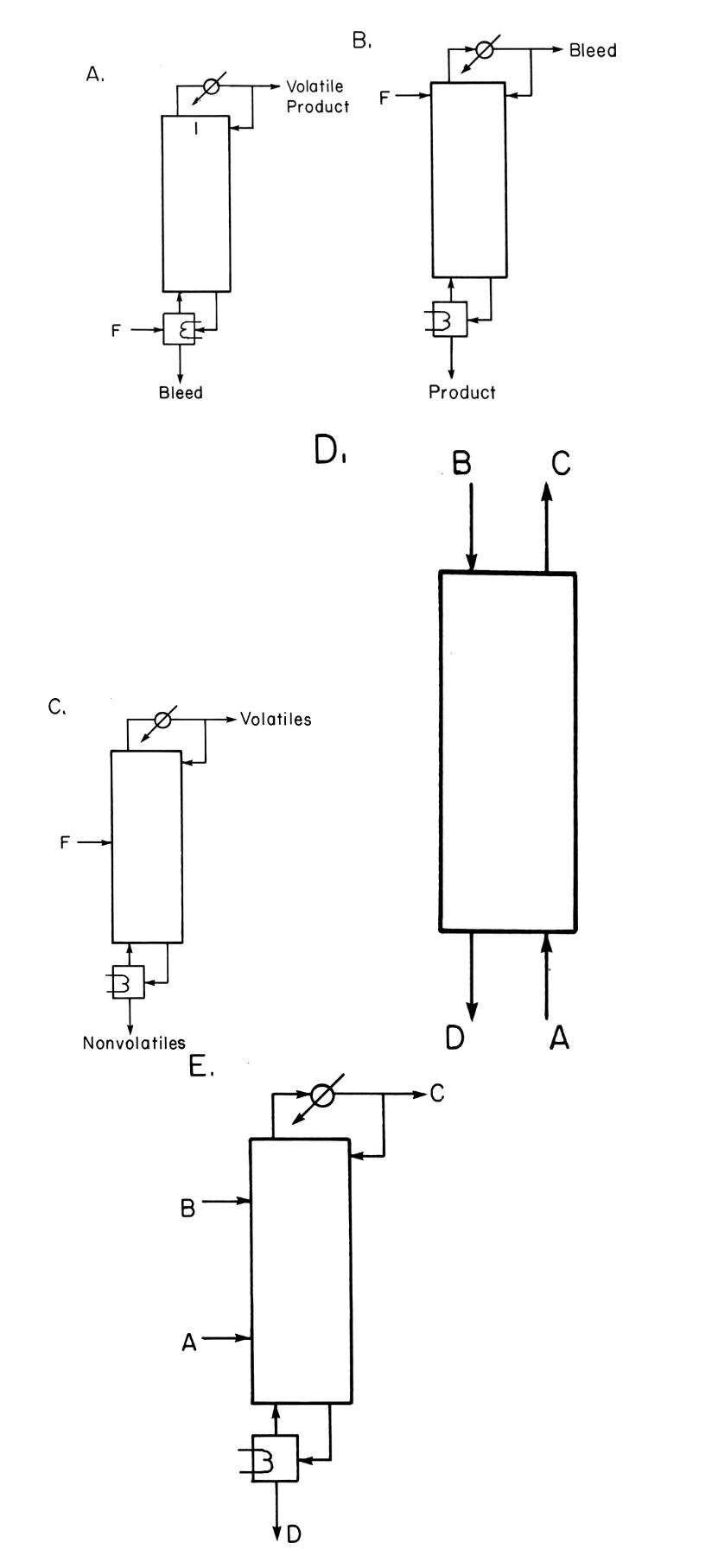
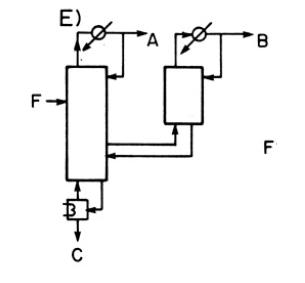
We wish to separate two organics that form a homogeneous azeotrope. This will be done in a two-column azeotropic system with water as the solvent. Sketch possible system arrangements to do this.
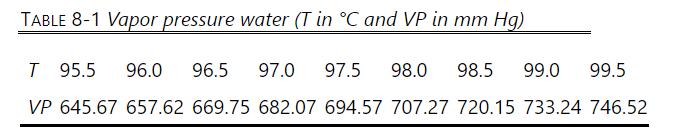
Generation of distillation curves for systems with constant relative volatility is fairly straightforward and an excellent learning experience. Generate distillation curves in Figure 8-10 for a benzene (A), toluene (B), and cumene (C) system with \(\alpha_{\mathrm{AB}}=2.4,
Set up a two-stage countercurrent continuous steam distillation as shown in Figure 8-7B, solve Example 8-2 for a two-stage countercurrent process, and determine the energy savings compared to a continuous one-stage steam distillation.
The following statement is made after Eq. (8-21): "If \(\mathrm{D}_{2}\) is large, Eq. (8\(21 \mathrm{~A}\) ) indicates that \(\mathrm{D}_{1}\) must also be large." Why does \(\mathrm{D}_{2}\) and not \(\mathrm{B}_{2}\) have to be large?Equation (21a) D = D+ B
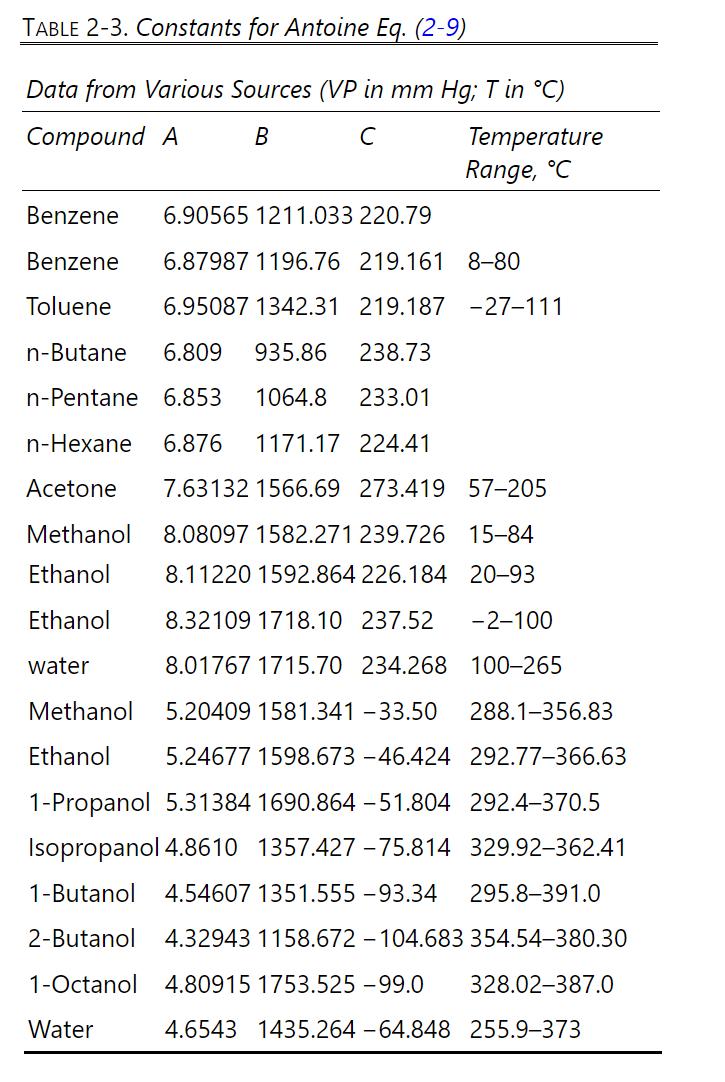
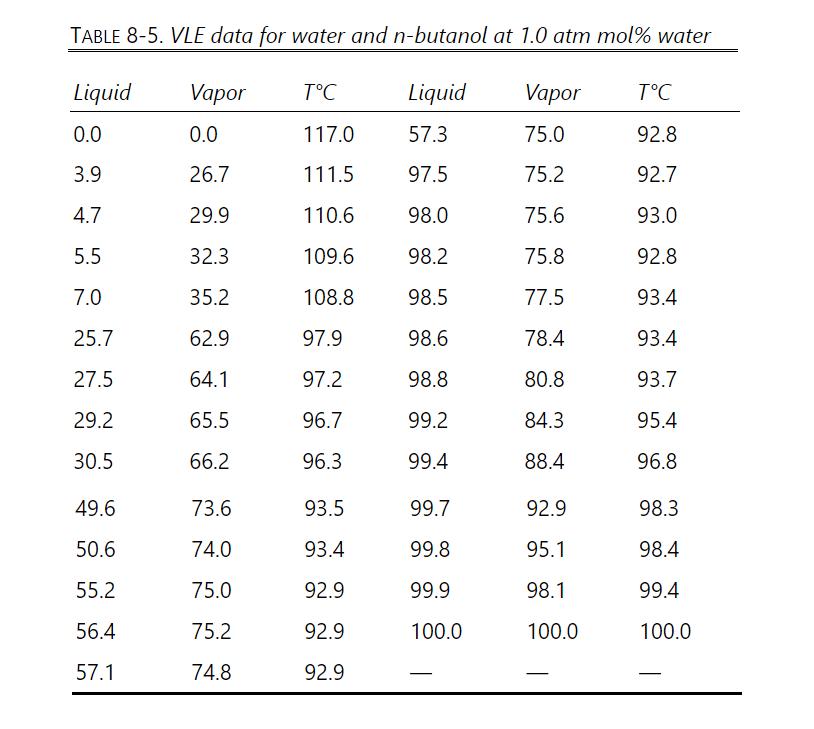
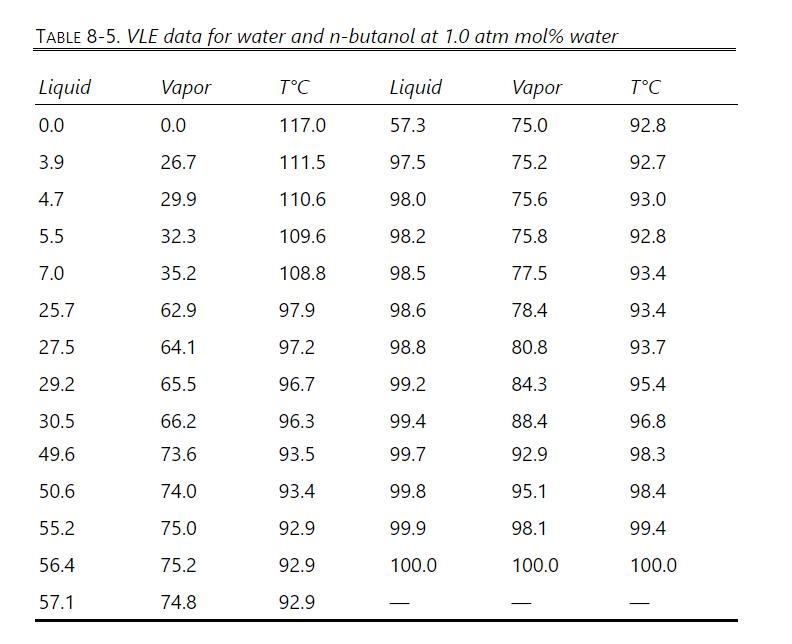
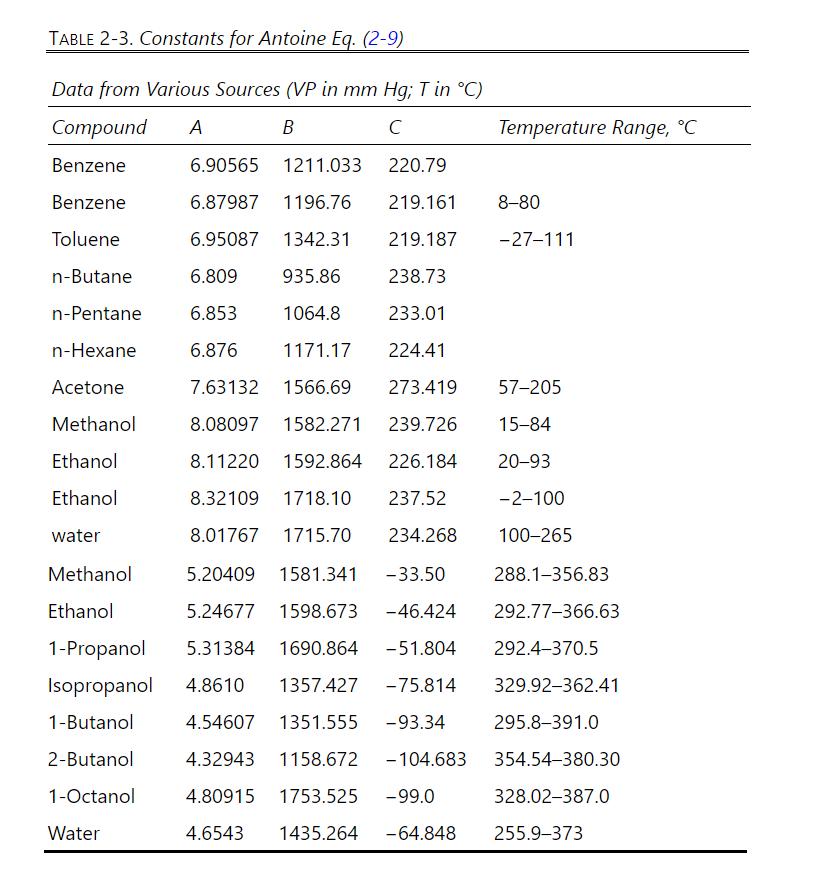
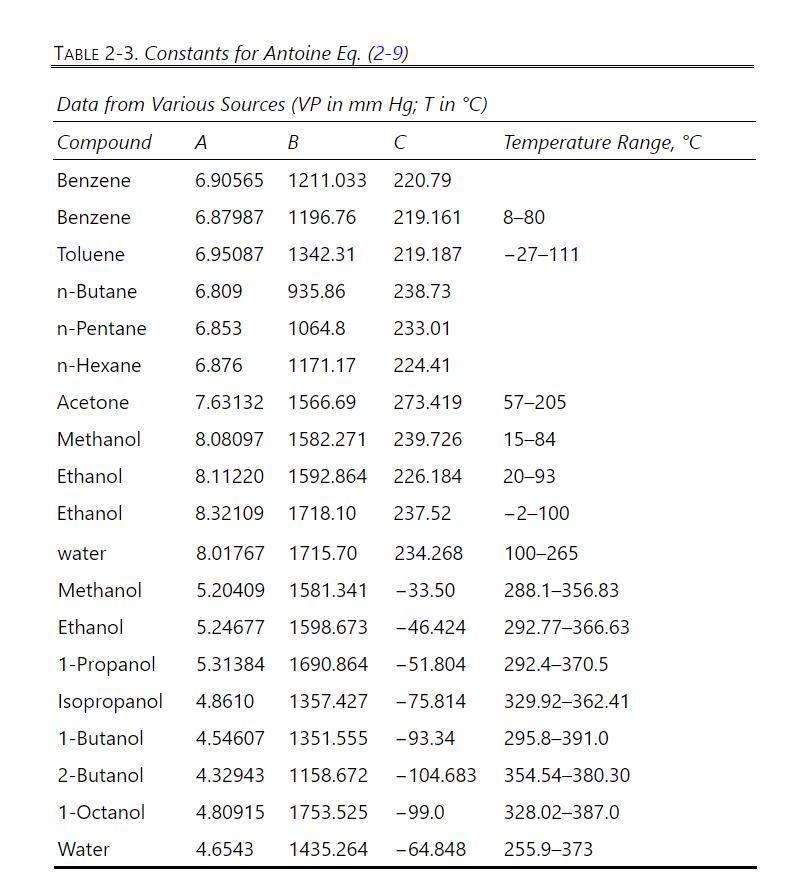
Derive an equation for \(\alpha_{\text {org-w in w }}\) similar to Eq. (8-8). Compare the predicted equilibrium in water with the butanol-water equilibrium data given in Problem 8.D3. Comment on the fit. Constants for the Antoine equation for 1-butanol and water vapor pressure are in Table 2-3. Use
Your company plans to produce pure acetone from a mixture of acetone, methyl ethyl ketone, and methyl isobutyl ketone in an ordinary single-feed distillation column with a total condenser and a partial reboiler. The feed flow rate is \(200.0 \mathrm{kmol} / \mathrm{h}\); and feed mole fractions are
We are conducting a reaction/separation in a distillation column for the reversible reaction \(\mathrm{A}+\mathrm{B}=\mathrm{C}+\mathrm{D}\) where \(\mathrm{A}\) and \(\mathrm{B}\) are reactants and \(\mathrm{C}\) and \(\mathrm{D}\) are products. Develop a new flowsheet with one or more columns
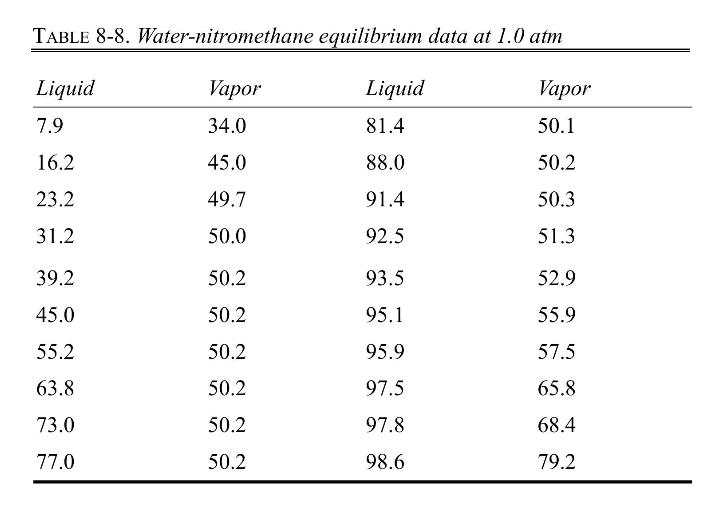
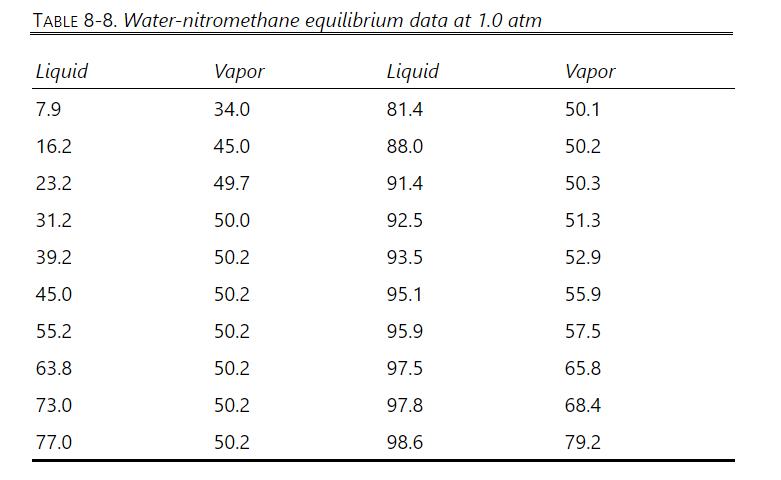
Nitromethane and water are separated in a stripping column that has a partial reboiler. There is no condenser and no liquid-liquid settler. The saturated liquid feed is \(8.0 \mathrm{~mol} \%\) nitromethane and has a feed rate of \(100.0 \mathrm{kmol} / \mathrm{h}\). Distillate is a saturated
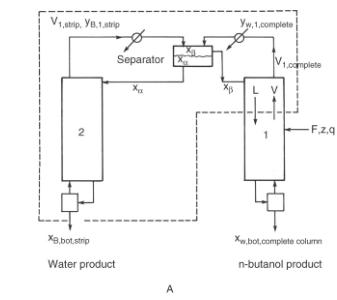
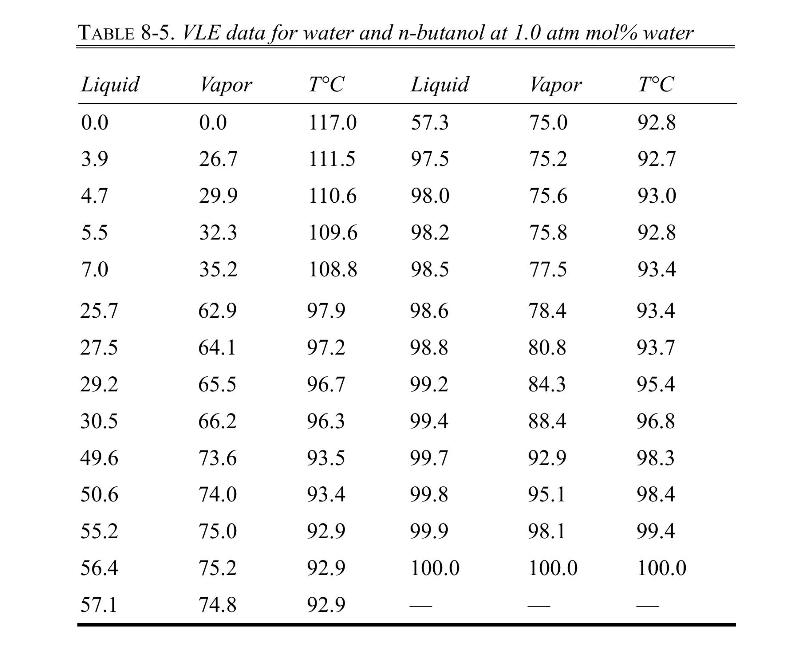
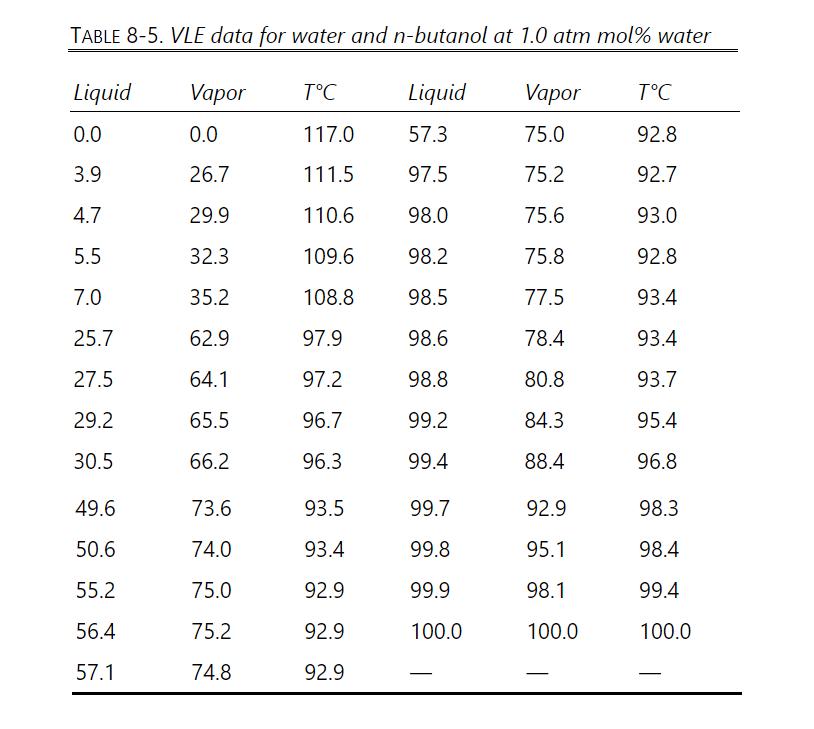
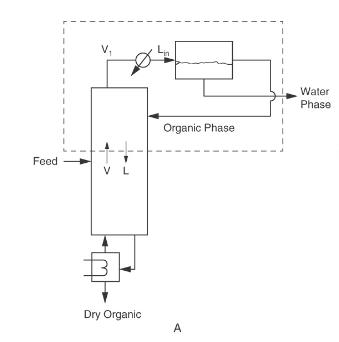
VLE data for water and n-butanol at \(1.0 \mathrm{~atm}\) are given in Table 8-5. The fresh feed is \(100.0 \mathrm{kmol} / \mathrm{h}\) of saturated liquid that is \(30.0 \mathrm{~mol} \%\) water. The fresh feed is mixed with the return line from the separator to form the total feed,
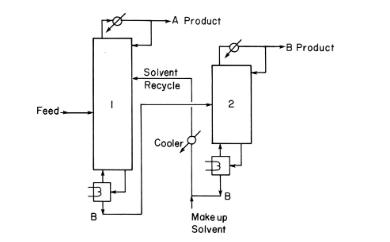
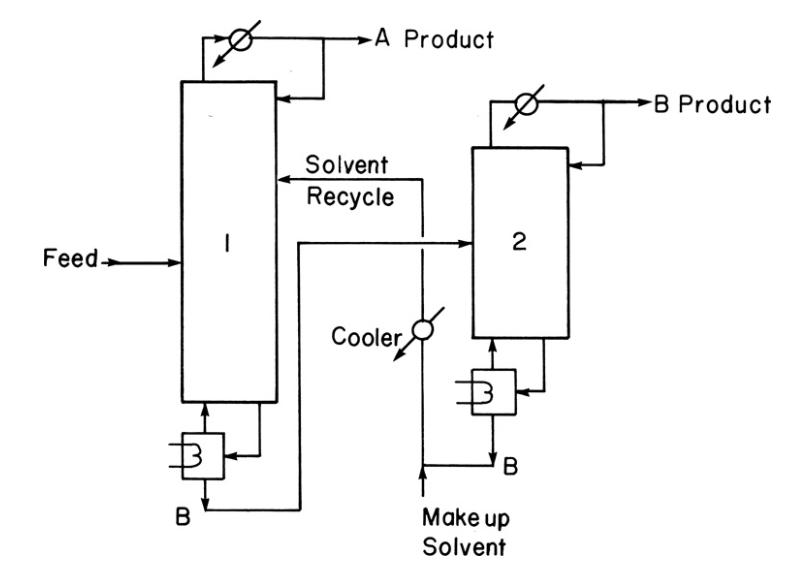
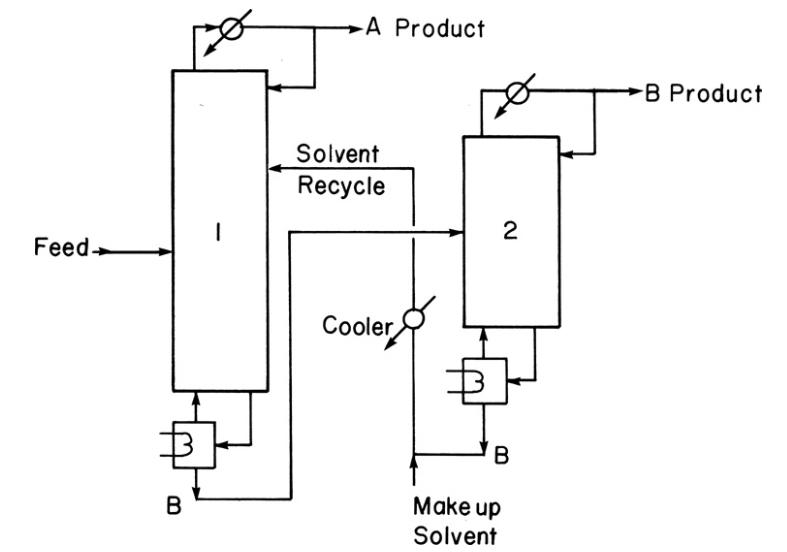
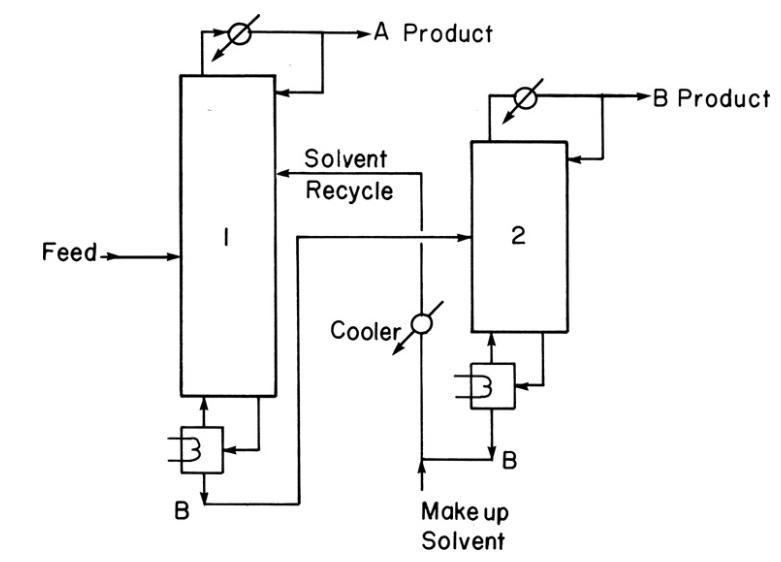
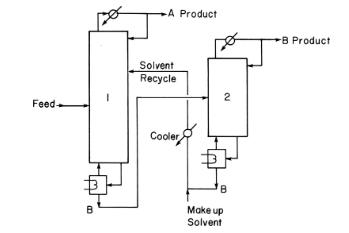
Why is a cooler required in Figure 8-14? How can this energy be reused in the process?Figure 8-14 A Product Feed Solvent Recycle Cooler B B Make up Solvent 2 B Product
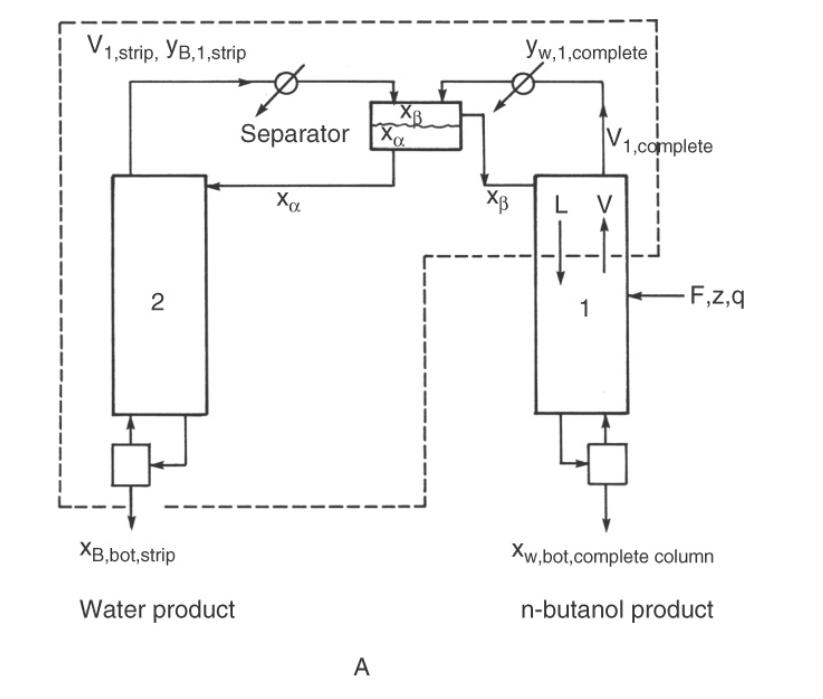
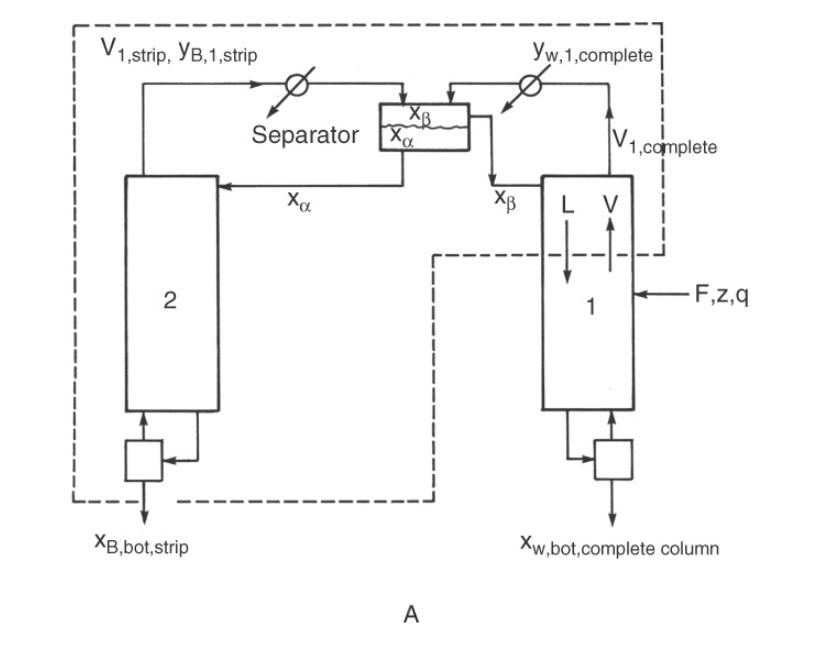
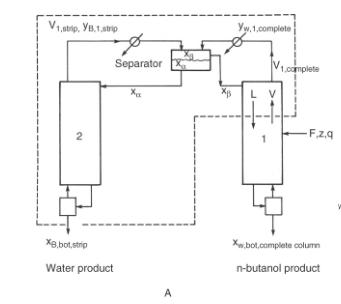
For a binary heterogeneous azeotrope separation, feed can be introduced into the liquid-liquid separator. In this case two stripping columns are used.a. Sketch the column arrangement.b. Draw the McCabe-Thiele diagram for this system.c. Compare this system to the system in Figure 8-5A. V1,strip,
We will use a system similar to Figure 8-5A, except both columns have direct reflux from their condensers in addition to reflux from a decanter. Distill a feed that is \(17.0 \mathrm{~mol} \%\) water and \(83.0 \mathrm{~mol} \%\) furfural \(\left(\mathrm{C}_{5} \mathrm{H}_{4}
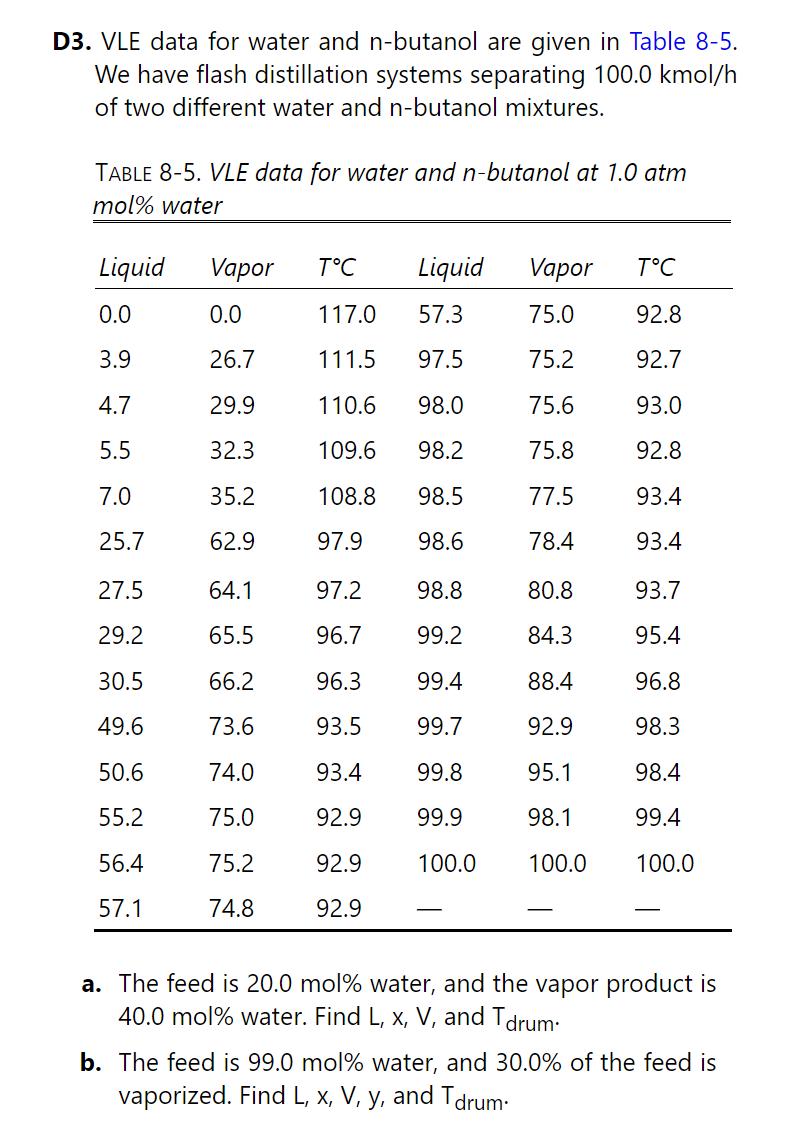
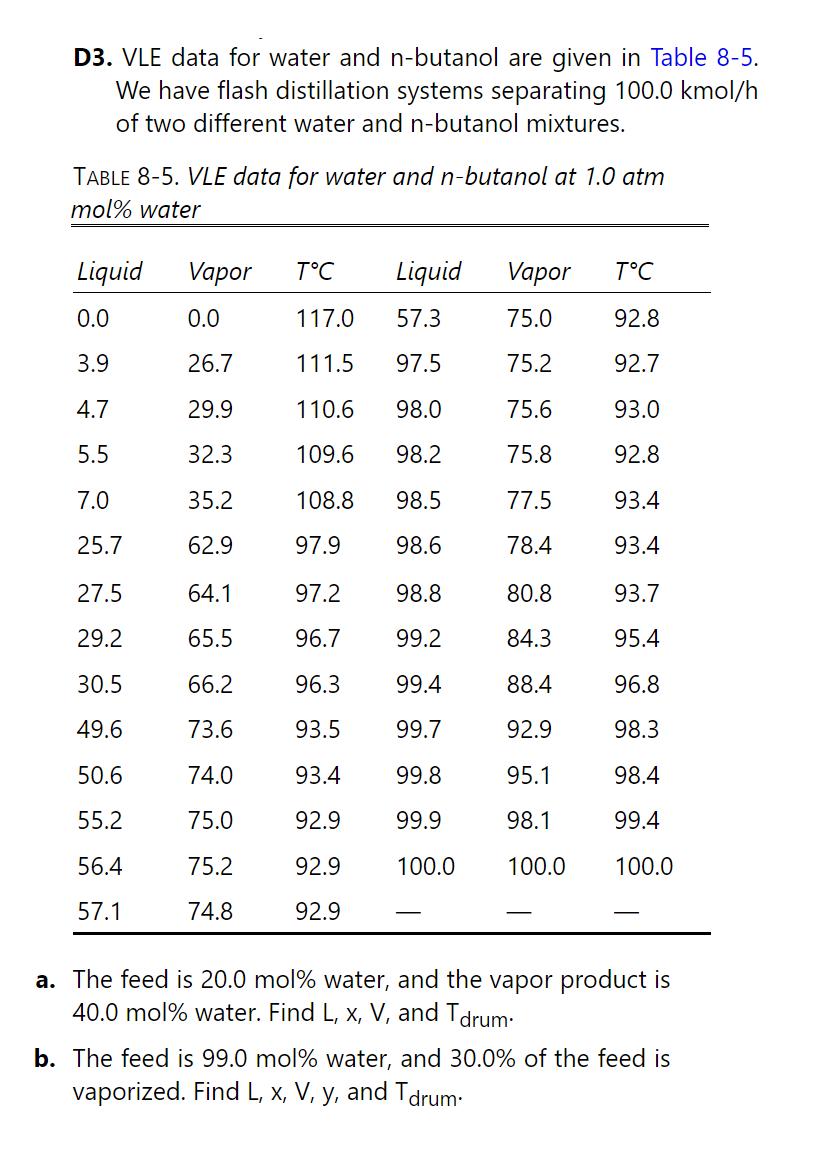
VLE data for water and n-butanol are given in Table 8-5. We have flash distillation systems separating \(100.0 \mathrm{kmol} / \mathrm{h}\) of two different water and \(\mathrm{n}-\) butanol mixtures.a. The feed is \(20.0 \mathrm{~mol} \%\) water, and the vapor product is \(40.0 \mathrm{~mol} \%\)
Produce pure water from seawater by boiling it with n-decane vapor (see figure). This is sort of the reverse of steam distillation. Seawater is roughly \(3.5 \mathrm{wt} \%\) salt, which can be approximated as \(\mathrm{NaCl}\). The feed is \(1000.0 \mathrm{~kg} / \mathrm{h}\) seawater at
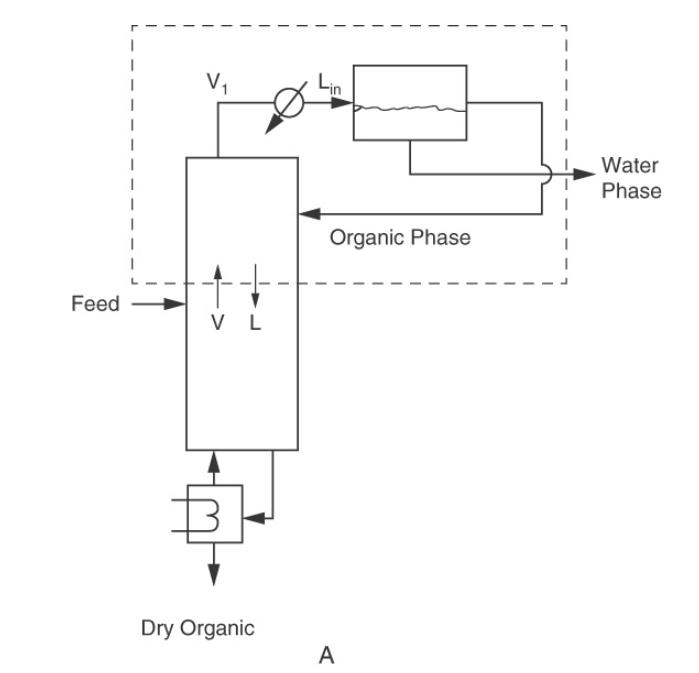
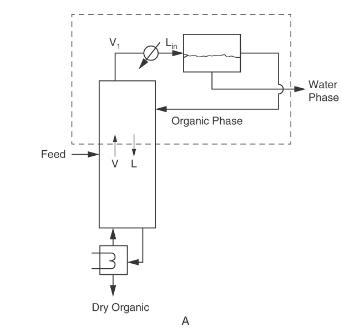
Explain the purpose of the liquid-liquid settler in Figures 8-3A, 8-5A, and 8-17.Figure 8-3AFigure 8-5AFigure 8-17 V in Feed V L Dry Organic Organic Phase A Water Phase
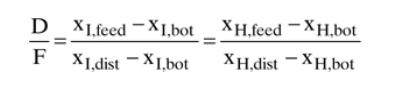
The following statement appears after Eq. (8-27): "Equation (8-27) also proves that the points representing bottoms, distillate, and the feed all lie on a straight line. . ." Prove that this statement is true.Equation (8-27)The form of Eq. (8-27) is known as the three-point version for a straight
The system water-acetonitrile \(\left(\mathrm{C}_{2} \mathrm{H}_{3} \mathrm{~N}\right)\) forms an azeotrope. This system can be separated using a two-pressure distillation system. Both columns have total condensers and kettle-type reboilers. Valid phases are vaporliquid. Use NRTL for VLE data. The
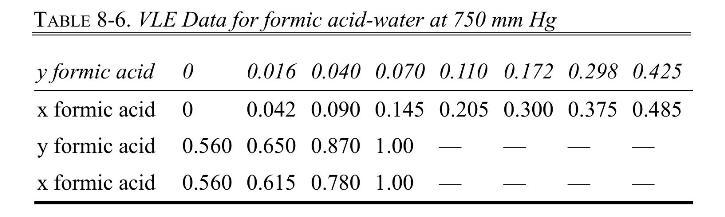
The VLE data for formic acid \(\left(\mathrm{CH}_{2} \mathrm{O}_{2}\right)\)-water are presented in Table 8-6.a. Determine the value of \(\alpha\) at each data point from \(\mathrm{x}_{\mathrm{A}}=0.042\) to \(\mathrm{x}_{\mathrm{A}}=\) 0.485 with Eq. (2-7a), and then calculate the geometric
In this chapter, some of the operating lines pass through the equilibrium curve and are used on the outside of the equilibrium curve. Explain how this is possible.
Sketch the flowsheet for pressure-swing distillation of a binary system with a maximum boiling azeotrope. After you have finished, you can check your flowsheet with the simplified flowsheet (condensers and reboilers are not shown) in Doherty et al. (2019, p. 13-71). Then, write the mass and energy
\(200.0 \mathrm{kmol} / \mathrm{h}\) of saturated vapor feed, \(80.0 \mathrm{~mol} \%\) water and \(20.0 \mathrm{~mol} \%\) n-butanol, is condensed and sent to a decanter. The water layer is the distillate product \(\mathrm{D}\), and the butanol (top) layer is sent to a stripping column that has a
a. Aspen Plus automatically generates residue curves for ternary mixtures. Generate residue curve at \(5.0 \mathrm{~atm}\) for a mixture of propane, \(n\)-butane, and n-pentane. Report the VLE correlation used.b. To obtain an idea of what this means, simulate a column with a total condenser and
Why are makeup solvent additions shown in Figures 8-14 and 8-18?Figure 8-14.Figure 8-18 A Product Feed Solvent Recycle Cooler 2 B B Make up Solvent B Product
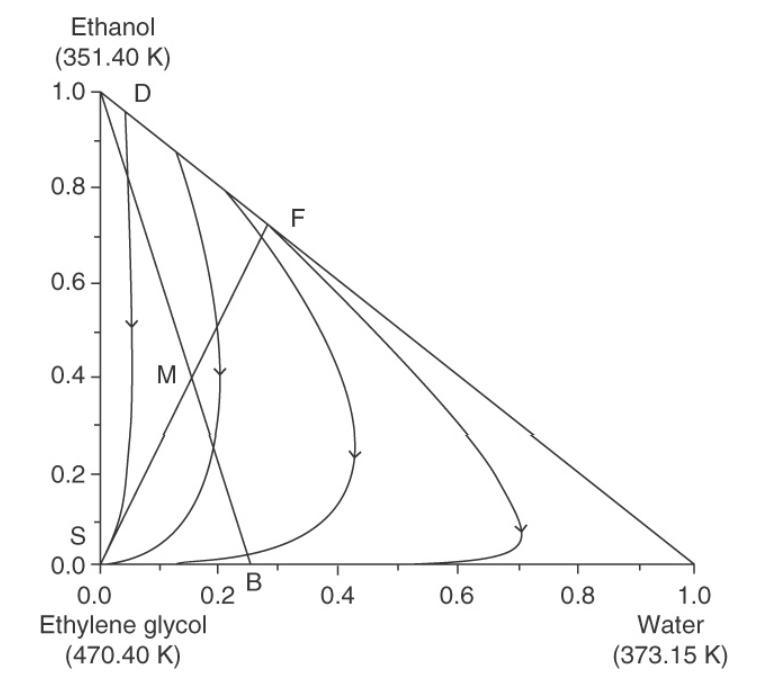
What is the lever-arm rule for streams D, M, and B in Figure 8-15?Figure 8-15 Ethanol (351.40 K) 1.0 D 0.8- 0.6 0.4- M 0.2- S FL 0.0+ B 0.0 0.2 0.4 0.6 0.8 Ethylene glycol (470.40 K) 1.0 Water (373.15 K)
To understand how two-pressure distillation works, in Lab 7 plot \(\mathrm{y}-\mathrm{x}\) diagrams (from Aspen Plus Analysis) for MEK versus water (plot MEK mole fractions) at \(1.0 \mathrm{~atm}\) and for water versus MEK (plot water mole fractions) at 100.0 psia. For each diagram, mark the
A water and n-butanol mixture is separated in a stripping column with a partial reboiler. The feed \((\mathrm{F}=100 \mathrm{kmol} / \mathrm{h}, \mathrm{z}=0.65\) [mole fraction water], saturated vapor) is mixed with vapor leaving the top of the column, and the combined stream is sent to a total
Explain why extra stages do not increase separation in steam distillation.
Do the following distillation problem after Part A or Part B in Lab 6 is finished. We are separating \(100.0 \mathrm{kmol} / \mathrm{h}\) of a feed containing propane, \(\mathrm{n}-\) butane, and n-pentane. The feed is a saturated liquid, and feed pressure is \(5.0 \mathrm{bar}\) or less. This feed
Recover \(90.0 \%\) of a gasoline component, \(\mathrm{n}\)-nonane \(\left(\mathrm{C}_{9} \mathrm{H}_{20}\right)\), in the distillate from a nonvolatile mixture of oils, grease, and solids with a steady-state, single-stage steam distillation system operating with liquid water present at a total
\(15,000 \mathrm{~kg} / \mathrm{h}\) of saturated liquid diisopropyl ether \(\left(\mathrm{C}_{6} \mathrm{H}_{14} \mathrm{O}\right)\) that contains \(0.4 \mathrm{wt} \%\) water is fed to the \(2 \mathrm{nd}\) stage from the top of the column in the system in Figure \(8-3 \mathrm{a}\), operating at
When will extra stages be helpful in steam distillation?
a. \(200.0 \mathrm{kmol} / \mathrm{h}\) of an aqueous liquid feed saturated with \(\mathrm{n}\)-butanol is fed to a kettle reboiler at \(1.0 \mathrm{~atm}\). Vapor at a flow rate \(\mathrm{V}=\mathrm{D}\) is withdrawn with \(\mathrm{n}\)-butanol distillate mole fraction \(\mathrm{y}_{\text {dist
When doing distillation with reaction, the column should be designed both as a reactor and as a distillation column. How might these columns differ from normal distillation columns?
Reactions are usually not desirable in distillation columns. If there is a reaction occurring, what can be done to minimize it?
A single-stage steam distillation system is recovering n-decane from a small amount of nonvolatile organics. Pressure is \(800.0 \mathrm{~mm} \mathrm{Hg}\). The still is operated with liquid water present, and the organic layer in the still is \(99.0 \mathrm{~mol} \% \mathrm{n}\)-decane.
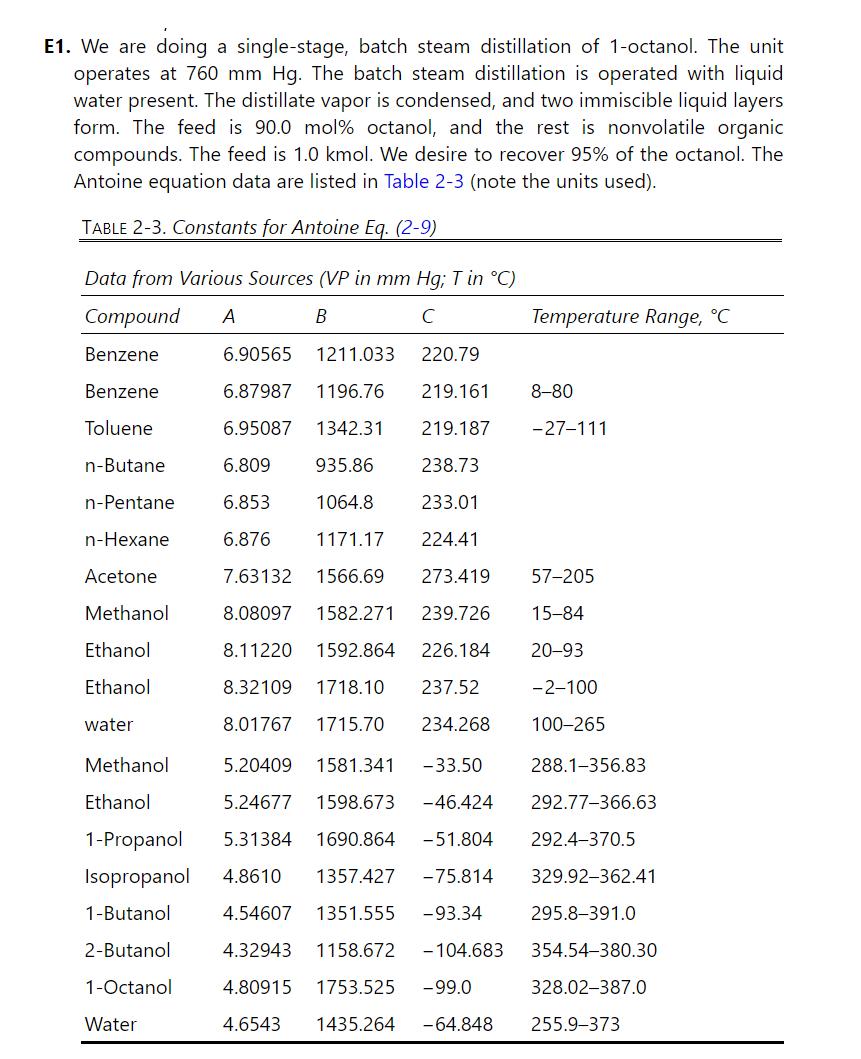
A single-stage, continuous steam distillation of 1-octanol at \(760.0 \mathrm{~mm} \mathrm{Hg}\) with liquid water present distills \(1.0 \mathrm{kmol} / \mathrm{h}\) of a feed of \(90.0 \mathrm{~mol} \% 1-\) octanol and the rest nonvolatile compounds. Distillate vapor is condensed, and two
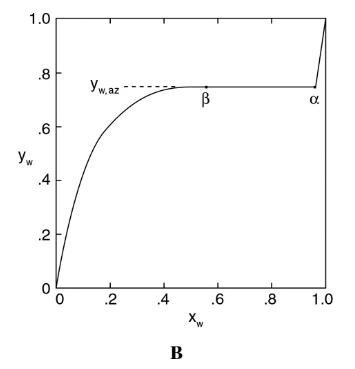
If a liquid mixture of \(n\)-butanol and water that is \(20.0 \mathrm{~mol} \% \mathrm{n}\)-butanol is partially vaporized, what is the vapor composition of the first bubble of vapor? Repeat for mixtures that are 10.0 \(\mathrm{mol} \%, 30.0 \mathrm{~mol} \%\), and \(40.0 \mathrm{~mol} \%
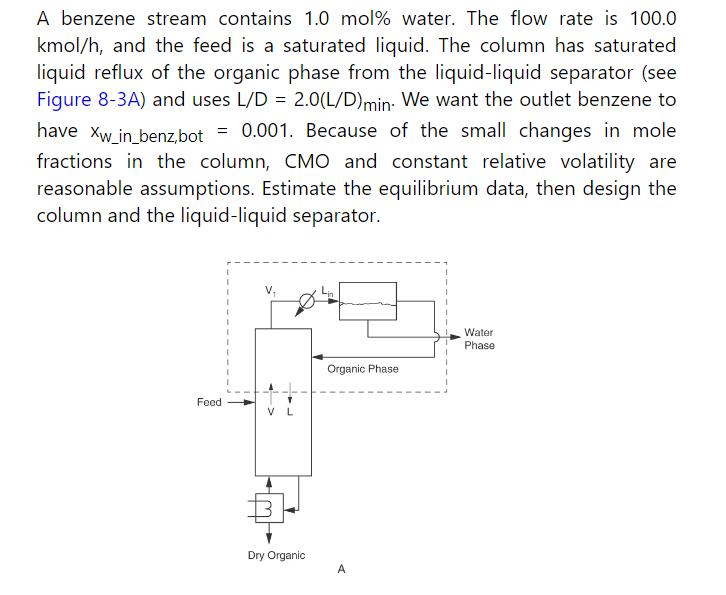
Resolve Example \(8-1\) with \(\mathrm{y}_{\mathrm{W}, \mathrm{az}}=0.298\) and (\alpha_{\mathrm{w}-\text { benz_in_benz }}=27.88\).Data From Example 8-1A benzene stream contains 1.0 mol% water. The flow rate is 100.0 kmol/h, and the feed is a saturated liquid. The column has saturated liquid
If a liquid mixture of n-butanol and water that is \(20 \mathrm{~mol} \% \mathrm{n}\)-butanol is totally vaporized, what is the average vapor composition?
Water is separated from n-butanol in a system with two feeds. Feed \(1\left(\mathrm{~F}_{1}\right.\) \(=100.0 \mathrm{kmol} / \mathrm{h}, \mathrm{z}_{1}=0.84\) [mole fraction water], saturated vapor) is mixed with vapor leaving the top of the column before it is sent to the total condenser and then
Extractive distillation (Figure 8-14) is used to separate ethanol from water with ethylene glycol as solvent. The A product will be ethanol and the B product water. Stages are counted with condenser \(=1\) and reboiler \(=\mathrm{N}\). The feed plate for the solvent recycle in column 1 is = NS. The
A two-pressure system (similar to Figure 8-8) separates a feed that is 15.0 \(\mathrm{mol} \%\) benzene and \(85.0 \mathrm{~mol} \%\) ethanol. The saturated liquid feed rate is \(100.0 \mathrm{kmol} / \mathrm{h}\). The columns are at \(101.3 \mathrm{kPa}\) and \(1333 \mathrm{kPa}\). The ethanol
Continuous steam distillation is used to recover 1 -octanol from \(100.0 \mathrm{~kg} / \mathrm{h}\) of feed that is \(15.0 \mathrm{wt} \% 1\)-octanol, and the remainder consists of nonvolatile organics and solids of unknown composition. The feed is preheated to same temperature as the still pot,
When pressure-swing distillation works, it is often the method of choice for separating binary homogeneous azeotropes. Explain why.
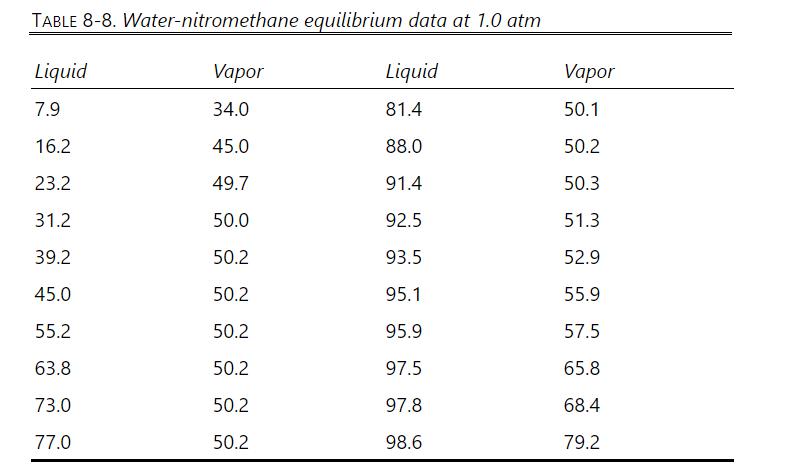
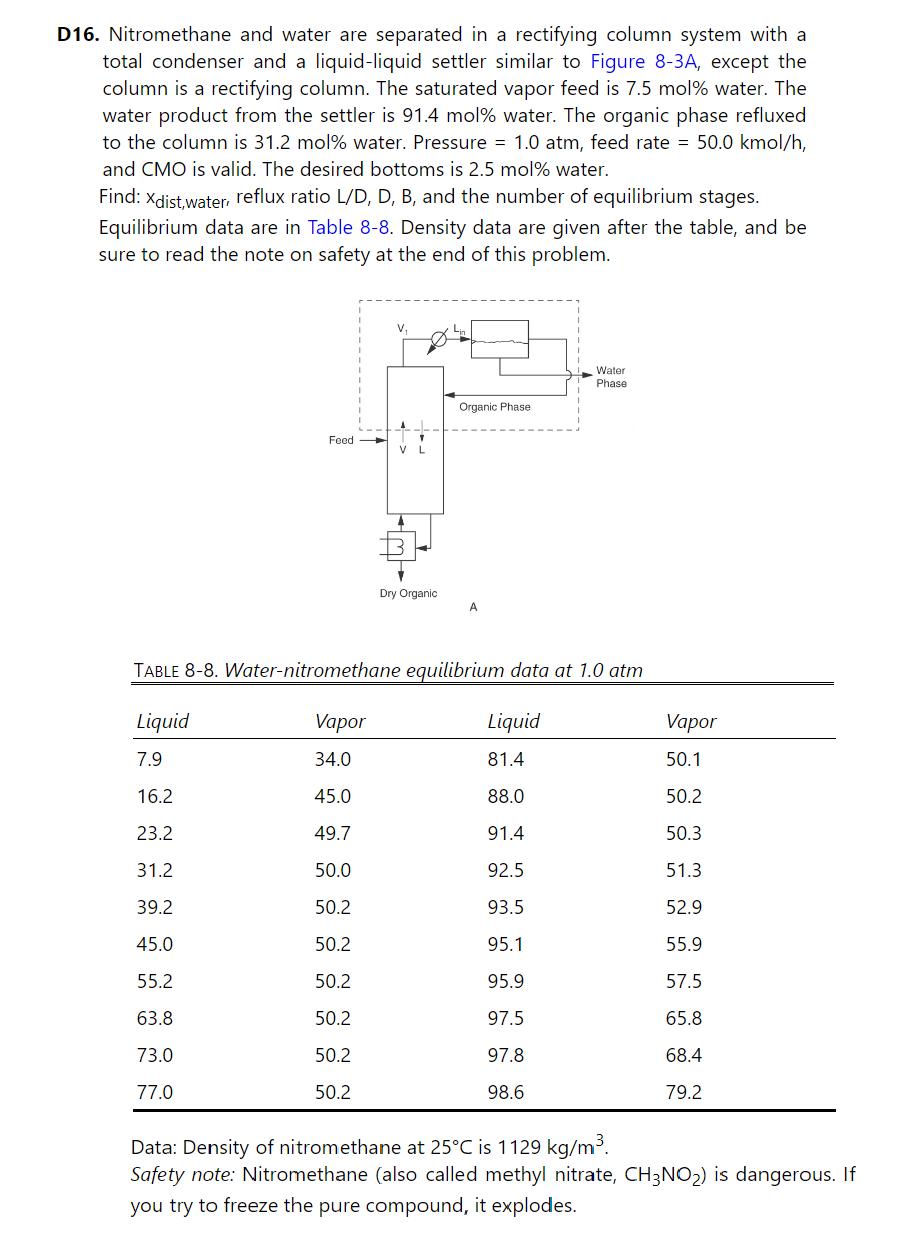
Nitromethane and water are separated in a rectifying column system with a total condenser and a liquid-liquid settler similar to Figure 8-3A, except the column is a rectifying column. The saturated vapor feed is \(7.5 \mathrm{~mol} \%\) water. The water product from the settler is \(91.4
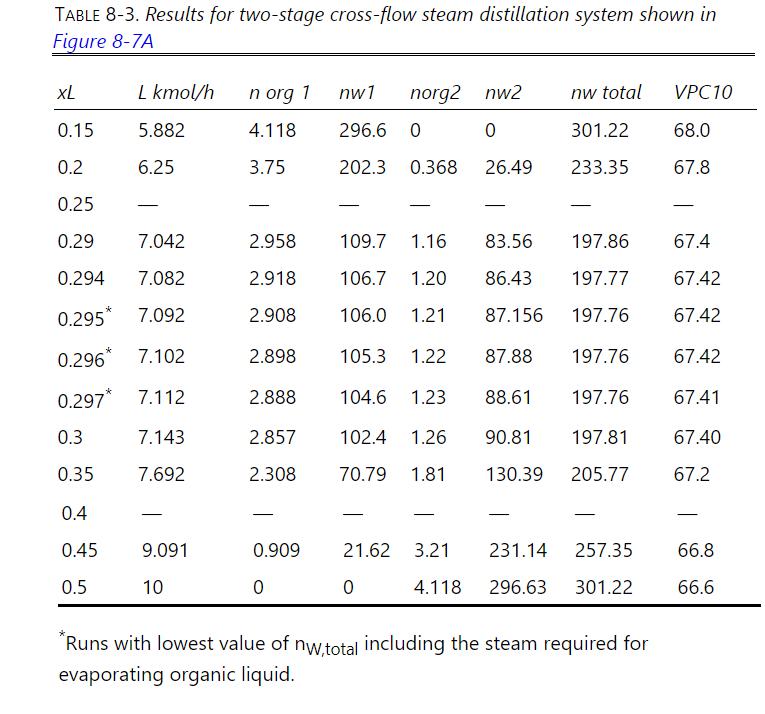
Fill in the rows for \(\mathrm{x}_{\mathrm{L}}=0.25\) and 0.4 in Table 8-3. TABLE 8-3. Results for two-stage cross-flow steam distillation system shown in Figure 8-7A XL L kmol/h n org 1 nw1 norg2 nw2 nw total VPC10 0.15 5.882 4.118 296.6 0 0 301.22 68.0 0.2 6.25 3.75 202.3 0.368 26.49 233.35 67.8
An extractive distillation system is separating ethanol from water using ethylene glycol as solvent. The makeup solvent is pure ethylene glycol. In Figure 8-14, ethanol is A product, and water is B product. The feed is 20.0 \(\mathrm{mol} \%\) ethanol, and the remainder is water with flow rate of
We are separating nitromethane and water in a distillation system consisting of two columns, two total condensers, two partial reboilers, and a liquid-liquid separator. CMO is valid, and \(p=1.0 \mathrm{~atm}\). There are two feeds to the system. Feed 1 has \(F_{1}=100.0 \mathrm{kmol} /
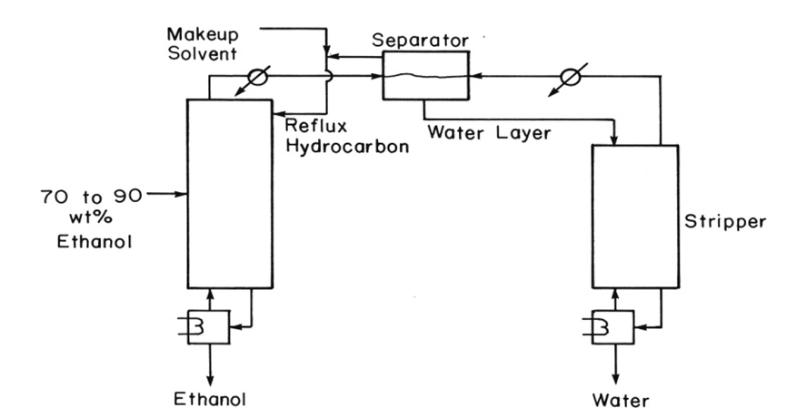
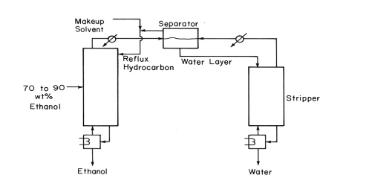
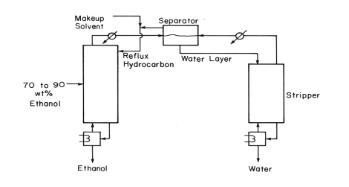
The azeotropic distillation shown in Figure 8-18 uses n-hexane as an entrainer to separate a feed that is \(81.0 \mathrm{wt} \%\) ethanol and \(19.0 \mathrm{wt} \%\) water into ethanol and water. The saturated liquid feed is \(12,000 \mathrm{~kg} / \mathrm{h}\). The ethanol product is \(99.9
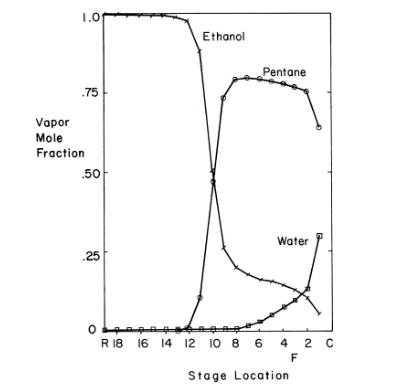
This problem explores the azeotropic distillation column shown in Figure 8-18 with mole fraction profiles shown in Figure 8-19. The feed to the distillation column in Figure 8 - 18 is a saturated liquid that is \(80.94 \mathrm{~mol} \%\) ethanol with the remainder being water. Do calculations on a
Water containing \(1.6 \mathrm{~mol} \% \mathrm{n}\)-butanol is sent at a rate of \(75.0 \mathrm{kmol} / \mathrm{h}\) to a two-column distillation system similar to Figure 8-5A. The feed is a saturated liquid. Pressure is \(1.0 \mathrm{~atm}\). The column with the feed has a partial reboiler and a
\(100.0 \mathrm{kmol} / \mathrm{h}\) of a saturated vapor feed that is \(25.0 \mathrm{~mol} \%\) nitromethane (NM) and \(75.0 \mathrm{~mol} \%\) water is separated in a system with two distillation columns and a liquid-liquid separator. The feed is sent to column \(\mathrm{W}\) that produces a
We are separating n-butanol and water in a single distillation column with two feeds and a decanter. Feed 1 is \(36.0 \mathrm{~mol} \%\) water, the flow rate is \(\mathrm{F}_{1}=\) \(50.0 \mathrm{kmol} / \mathrm{h}\), and it is a two-phase feed that is \(40.0 \%\) vapor. Feed 2 flow rate
Continuous steam distillation is used to recover benzene from \(100.0 \mathrm{~kg} / \mathrm{h}\) of a mixture that is \(20.0 \mathrm{wt} \%\) benzene, and the remainder consists of nonvolatile organics and solids of unknown composition. The feed is preheated to the still pot temperature, which
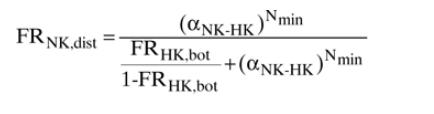
Derive a form of Eq. (7-13) for \(\left(\mathrm{FR}_{\mathrm{NK}, \text { bot }}\right)\) in terms of \(\left(\mathrm{FR}_{\mathrm{LK}, \text { dist }}\right)\).Equation 7-13 (NK-HK) Nmin FRNK.dist FRHK.bot +(NK-HK) Nmin 1-FRHK,bot
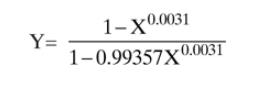
Explore the sensitivity of Eq. (7-35) in Example 7-3 at \(X=0.455\) by determining \(\mathrm{Y}\) and \(\mathrm{N}\) as the value of the constant 0.99357 changes. Try constant values of \(0.990,0.993\), and 0.994 .Equation (7-35)Example 7-3Estimate the total number of equilibrium stages and the
If the pinch point occurs at the feed point, mass balances can be used to find the minimum flows. Derive these equations. A pinch point at the feed can occur but is unusual in multicomponent distillation.
The choice of developing the Underwood equations in terms of \(\mathrm{V}_{\text {min }}\) instead of solving for \(\mathrm{L}_{\min }\) is arbitrary. Rederive the Underwood equations solving for \(\mathrm{L}_{\text {min }}\) and \(\mathrm{L}-_{\text {min }}\). Develop the equations analogous to
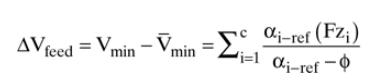
For binary systems, Eq. (7-28) simplifies to a linear equation for both saturated liquid and saturated vapor feeds. Prove this statement.Equation (7-28) AV feed Vmin - Vmin = i-ref (FZ;) = i=1 i-ref-
If NKs do not distribute, you solve the Underwood Eq. (7-28) for \(\varphi\), which satisfies \(\alpha_{\mathrm{LK}-\text { ref }}>\varphi>\alpha_{\mathrm{HK}-\text { ref. }}\). However, if a different reference component is chosen for calculation of the relative volatilities, the value of
A column flash distillation (Figure 4-24) with three stages is processing a feed with \(10.0 \mathrm{~mol} \%\) methane, \(12.0 \mathrm{~mol} \%\) n-butane, \(33.0 \mathrm{~mol} \% \mathrm{n}\) pentane, \(25.0 \mathrm{~mol} \% \mathrm{n}\)-hexane, \(15.0 \mathrm{~mol} \% \mathrm{n}\)-heptane, and
The Fenske equation:a. Is valid only for binary systems.b. Was derived for minimum reflux.c. Requires CMO.d. Requires constant \(\mathrm{K}\) values.e. All of the above.f. None of the above.
If you want to use an average relative volatility, how do you calculate it for the Underwood equation?
Develop your key relations chart for this chapter.
In multicomponent distillation the Fenske equation can be used to:a. Estimate the fractional recoveries of the NKs at total reflux.b. Calculate the number of equilibrium contacts at minimum reflux.c. Estimate the average \(\mathrm{K}\) value of the \(\mathrm{LK}\) at total reflux.d. All of the
With the ready availability of process simulators, why do chemical engineers still use the Fenske-Underwood-Gilliland (FUG) method?
Suppose you are doing a ternary distillation where component B, the \(\mathrm{LK}\), has a \(98.3 \%\) recovery in the distillate, and component C, the \(\mathrm{HK}\), has a \(99.8 \%\) recovery in the bottoms. If \(\alpha_{A-\text { ref }}=\alpha_{B-\text { ref }}\), how does component A
In Davis's fit for the Gilliland correlation, what are the values of \(\mathrm{N}\) and \(\mathrm{L} / \mathrm{D}\) when \(\mathrm{X} \rightarrow 0\) and \(\mathrm{Y} \rightarrow 1\) ? What are the values of \(\mathrm{N}\) and \(\mathrm{L} / \mathrm{D}\) when \(\mathrm{X} \rightarrow 1\) and
An engineer claims that fit A of the Gilliland correlation is better than fit B because when they compared the predictions of both fits to detailed simulator results for a separation of interest, fit A was closer than fit B. Have they proved that fit A is better? Explain your answer.
Use a process simulator to completely solve Example 6-1. Do not assume CMO. Compare temperature and mole fractions on each stage to the values obtained in Example 6-1 after one trial.Example 6-1A distillation column with a partial reboiler and a total condenser is separating nC4, nC5, and nC8. The
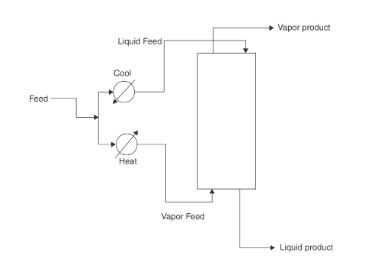
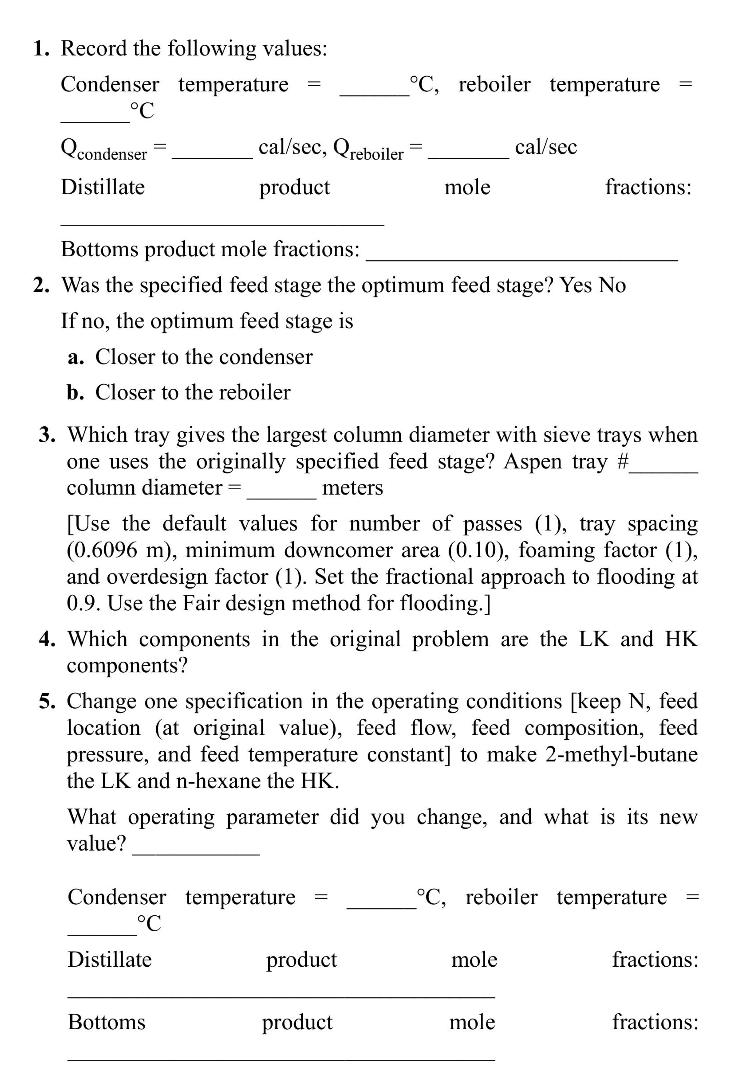
An ordinary, single-feed distillation column is separating propane, nbutane, isobutane, 2-methyl-butane, and n-hexane. There are 37 trays in the column, and feed location in column is tray 18 below condenser (input as liquid), reflux ratio is 2.8 , pressure is 4.80 bar (operate column at constant
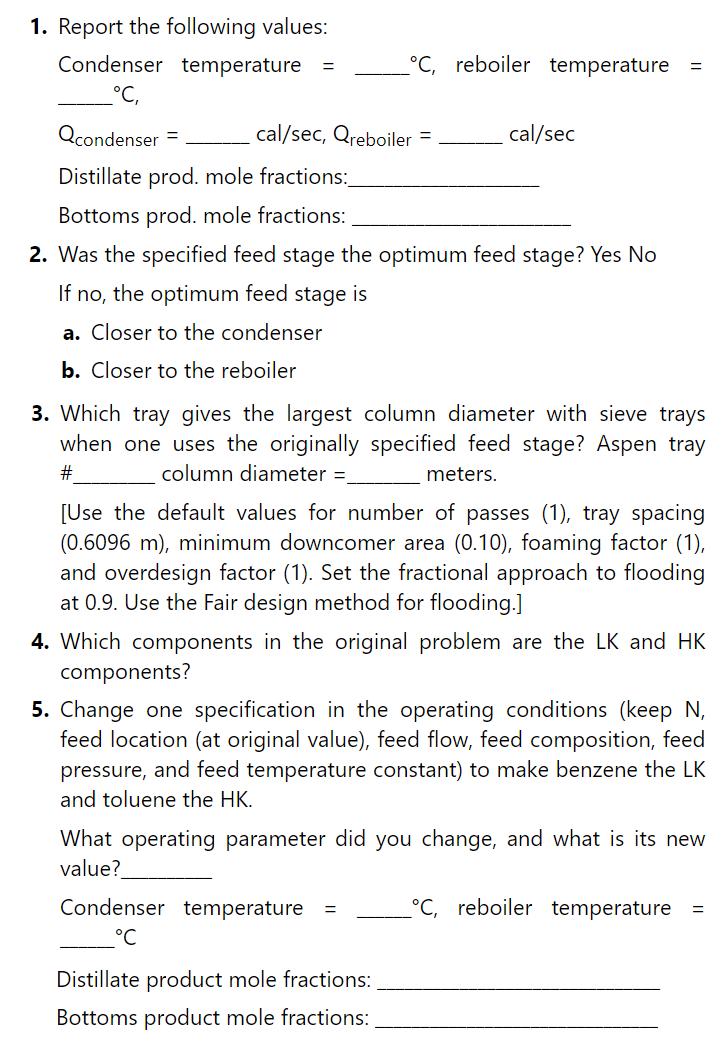
An ordinary, single-feed distillation column is separating n-butane, npentane, benzene, and toluene. There are 17 trays in column, and feed location in column is tray 9 below condenser (input feed as liquid), reflux ratio is 1.6 , pressure is 3.0 bar (operate column at constant pressure), partial
The feed mole fractions are methanol \(=0.2\), ethanol \(=0.5\), and \(1-\) propanol \(=0.3\). The feed is at \(75^{\circ} \mathrm{C}\), the flow rate is \(1000.0 \mathrm{kmol} / \mathrm{h}\), and pressure is at 1.0 bar. We want each product to have mole fraction of 0.99 or greater. Use Figure
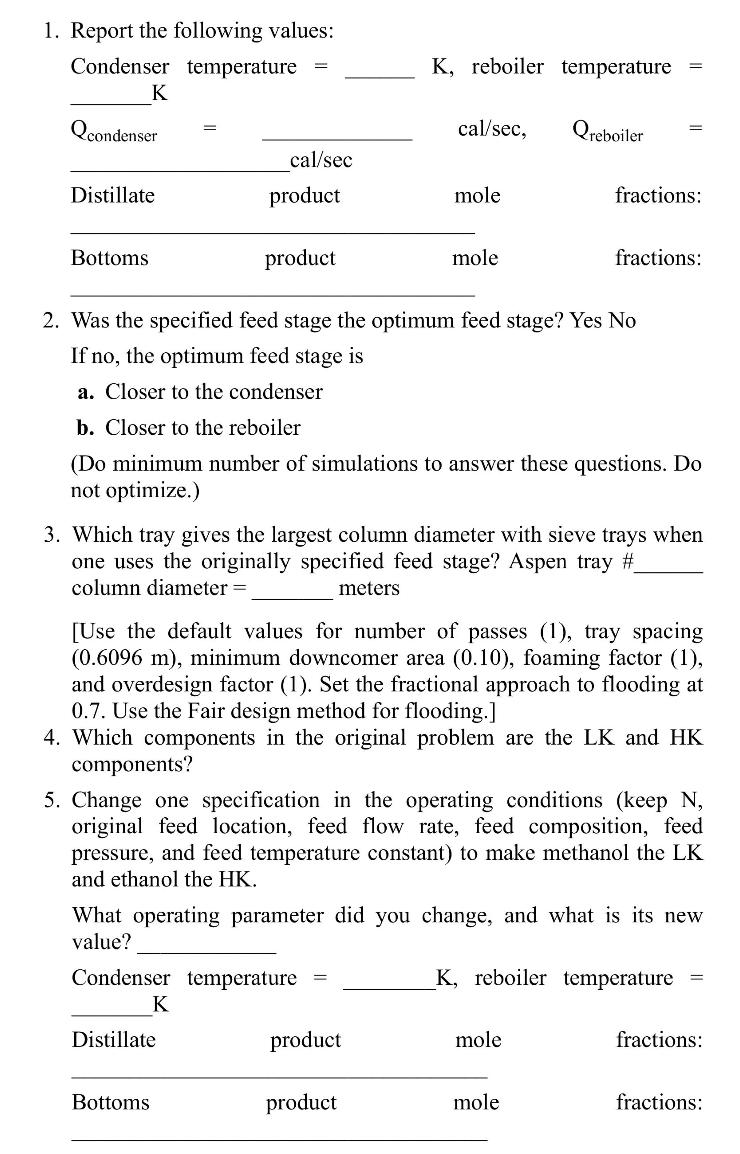
An ordinary, single-feed distillation column is separating methanol, ethanol, 1-propanol, and n-butanol. There are 27 trays in column, and feed location in column is tray 13 below condenser (input as liquid), reflux ratio is 1.9 , pressure is \(4.0 \mathrm{psig}\) (operate column at constant
At the end of Example 5-2, we noted that process simulators provide an easy method to do bubble- and dew-point calculations. One approach is to draw a flash distillation system with Flash 2 or a simple distillation column with RadFrac and make the feed the stream you want to analyze. For bubble
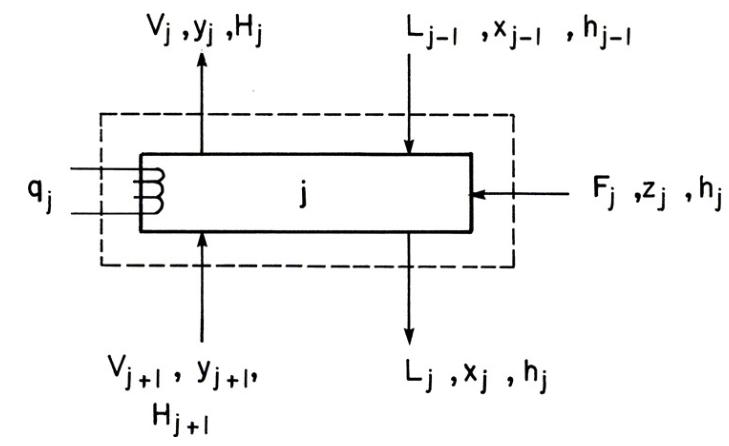
Suppose a liquid sidestream of composition \(\mathrm{x}_{\mathrm{i}, \mathrm{s}}=\mathrm{x}_{\mathrm{i}, \mathrm{j}}\) and flow rate \(\mathrm{S}_{\mathrm{j}}\) is removed from stage \(\mathrm{j}\) in Figure 6-3.Figure 6-3a. Derive the mass balance Eqs. (6-4) to (6-6) for this modified
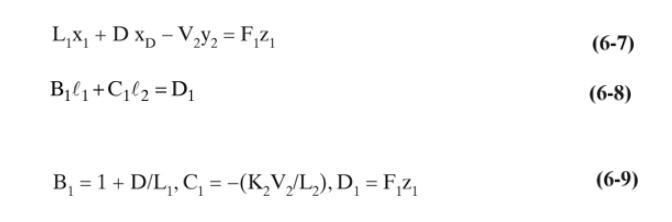
Derive the mass balance expression for the matrix approach if there is a partial condenser instead of a total condenser. Replace Eqs. (6-7) to \((6-9)\).Equation (6-7) to (6-9) Lx + DXD-Vy = F Bl1+ Cl2 = D B =1+ D/L, C = -(KV/L), D = Fz (6-7) (6-8) (6-9)
Derive the energy balance expression for the matrix approach if there is a partial condenser instead of a total condenser. Replace Eqs. (6-23), \((6-24)\), and \((6-29 a)\).Equation (6-23) , (6-24), and (6-29a) Q+VH+ Fh = Vh (6-23)
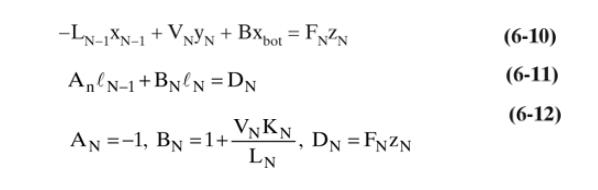
Suppose there is a total reboiler instead of a partial reboiler. Eqs. (6-10) to (6-12) will be changed and the neat logic of the tridiagonal matrix does not work as well.Equation (6-10) to (6-12)a. Derive the mass balance matrix if \(\mathrm{F}_{\mathrm{N}}=0\).b. Determine how to arrange the
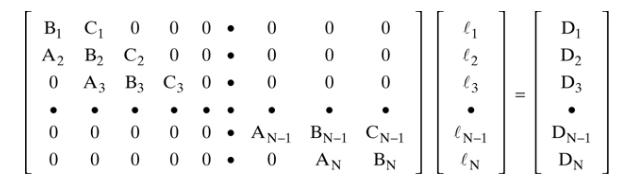
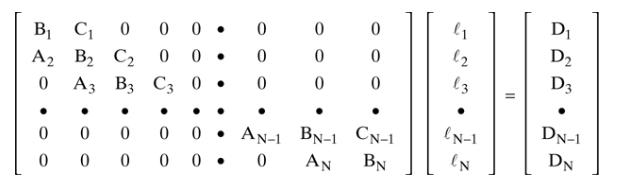
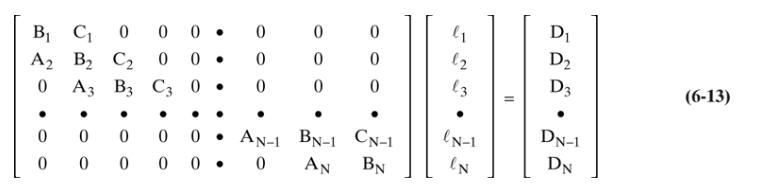
Derive the mass balance equations and the \(\mathrm{A}, \mathrm{B}\), and \(\mathrm{C}\) terms for Eq. (6-13) for a rectifying column with a total condenser.Equation (6-13) B C 0 A2 B2 C 0 0 0. 0 0 A3 B3 B3 C3 0 0 0 0 000 00 0 653 12 D D2 13 D3 0 0 00 00 0 0 0 0 AN-1 BN-1 CN-1 (N-1 0. AN BN
Derive the mass balance equations and the A, B, and C terms for Eq. (6-13) for a stripping column with a partial reboiler.Equation (6-13) B C 0 A2 B2 C 0 0 0. 0 0 A3 B3 B3 C3 0 0 0 0 000 00 0 653 12 D D2 13 D3 0 0 00 00 0 0 0 0 AN-1 BN-1 CN-1 (N-1 0. AN BN IN DN-1 DN
For the first trial of Example 6-1, determine the component matrix for n-pentane and then use the Thomas algorithm to find the n-pentane liquid flow rates leaving each stage. Compare your n-pentane flow rates with the values given in Example 6-1.Example 6-1A distillation column with a partial
A distillation column operating at \(5.0 \mathrm{~atm}\) has a total condenser and a partial reboiler. The saturated liquid feed flow rate is \(1000.0 \mathrm{kmol} / \mathrm{h}\). Feed is \(8.0 \mathrm{~mol} \%\) ethane, \(33.0 \mathrm{~mol} \%\) propane, \(49.0 \mathrm{~mol} \%
Do the matrix for \(n\)-butane for Problem 6.D2.Problem 6.D2A distillation column operating at \(5.0 \mathrm{~atm}\) has a total condenser and a partial reboiler. The saturated liquid feed flow rate is \(1000.0 \mathrm{kmol} / \mathrm{h}\). Feed is \(8.0 \mathrm{~mol} \%\) ethane, \(33.0
A distillation column is separating \(100.0 \mathrm{kmol} / \mathrm{h}\) of a saturated liquid feed that is \(30.0 \mathrm{~mol} \%\) methanol, \(25.0 \mathrm{~mol} \%\) ethanol, \(35.0 \mathrm{~mol} \% \mathrm{n}-\) propanol, and \(10.0 \mathrm{~mol} \% \mathrm{n}\)-butanol at a pressure of \(1.0
Repeat Problem 6.D4 except do the matrix and solution for the first trial for ethanol.Problem 6.D4A distillation column is separating \(100.0 \mathrm{kmol} / \mathrm{h}\) of a saturated liquid feed that is \(30.0 \mathrm{~mol} \%\) methanol, \(25.0 \mathrm{~mol} \%\) ethanol, \(35.0 \mathrm{~mol}
In the matrix approach, we assumed \(\mathrm{K}=\mathrm{K}(\mathrm{T}\), p). How would the flowchart in Figure 6-1 change if \(\mathrm{K}=\mathrm{K}\left(\mathrm{T}, \mathrm{p}, \mathrm{x}_{\mathrm{i}}\right)\) ? New Tj No Input equilibrium and enthalpy data Input specified conditions Pick initial
The method described in this chapter is a simulation method because the number of stages and the feed and withdrawal locations must all be specified. How do you determine the optimum feed stage?
Develop your key relations chart for this chapter.
In a sequential convergence multicomponent simulation program for distillation, the loops are nested. The outermost loop is mole fractions, next is flow rates, and the innermost loop is temperature.1. Mole fractions are the outermost loop because:a. Many distillation problems can be done without
You run a simulator twice with exactly the same input, but the output of the two runs is slightly different. For example, a water mole fraction is reported as \(0.98014 \mathrm{E}-02\) and as \(0.98011 \mathrm{E}-02\), and a product flow rate is reported as 5780.723 and as \(5780.716 \mathrm{~kg} /
Because a new liquid flow rate is calculated in Eq. (6-17) as \(\sum_{\mathrm{i}=1}^{\mathrm{C}} \ell_{\mathrm{i}, \mathrm{j}}\), why do we not set \(\mathrm{L}_{\mathrm{j}, \text { new }}\) equal to this value instead of reverting back to \(\mathrm{L}_{\mathrm{j}, \text { old }}\) after
The enthalpies in Eqs. (6-30a) and (6-30b) assume ideal mixtures. How do the equations change if the mixtures are not ideal? Will the deviation from ideal mixture behavior be larger for liquid enthalpy or for vapor enthalpy?Equation (6-30a) and (6-30b) h; =xi,ji (Ti) i=1 (6-30a) C H = yj (T;) i=1
What is the most important or basic assumption made by all the matrix approaches in this chapter? What do we do if this assumption is not valid?
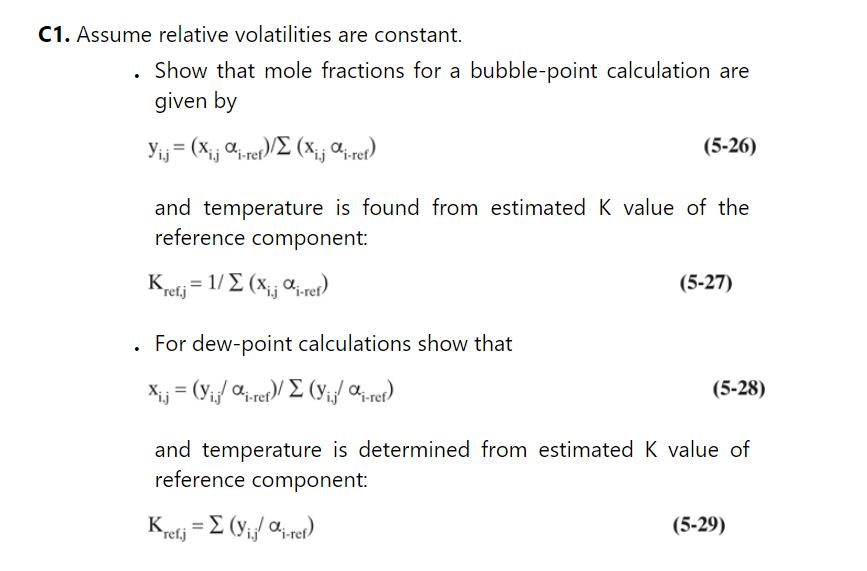
Assume relative volatilities are constant.a. Show that mole fractions for a bubble-point calculation are given by\[\begin{equation*}\mathrm{y}_{\mathrm{i}, \mathrm{j}}=\left(\mathrm{x}_{\mathrm{i}, \mathrm{j}} \alpha_{\mathrm{i}-\mathrm{ref}}\right) / \sum\left(\mathrm{x}_{\mathrm{i}, \mathrm{j}}
Prove that for ideal systems (constant relative volatility) with no interaction between an added nonvolatile solute and the volatile components, there is no effect of adding the nonvolatile solute on vapor mole fractions at equilibrium; however, the bubble-point temperature is increased. Most
Prove that for ideal systems (constant relative volatility) with no interaction between an added noncondensable, nonsoluble gas and the condensable components, there is no effect of adding the noncondensable, nonsoluble gas on liquid mole fractions at equilibrium; however, the dew-point temperature
The feed to a rectifying column is \(32.0 \mathrm{~mol} \% \mathrm{n}\)-butane, \(56.0 \mathrm{~mol} \% \mathrm{n}\)-pentane, and \(12.0 \mathrm{~mol} \% \mathrm{n}\)-hexane. Feed rate is \(100.0 \mathrm{kmol} / \mathrm{h}\) and is a saturated vapor at 7.0 bar. The column operates at 7.0 bar, has a
Showing 600 - 700
of 1819
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Last
Step by Step Answers