New Semester
Started
Get
50% OFF
Study Help!
--h --m --s
Claim Now
Question Answers
Textbooks
Find textbooks, questions and answers
Oops, something went wrong!
Change your search query and then try again
S
Books
FREE
Study Help
Expert Questions
Accounting
General Management
Mathematics
Finance
Organizational Behaviour
Law
Physics
Operating System
Management Leadership
Sociology
Programming
Marketing
Database
Computer Network
Economics
Textbooks Solutions
Accounting
Managerial Accounting
Management Leadership
Cost Accounting
Statistics
Business Law
Corporate Finance
Finance
Economics
Auditing
Tutors
Online Tutors
Find a Tutor
Hire a Tutor
Become a Tutor
AI Tutor
AI Study Planner
NEW
Sell Books
Search
Search
Sign In
Register
study help
engineering
chemical engineering
Separation Process Engineering Includes Mass Transfer Analysis 5th Edition Phillip Wankat - Solutions
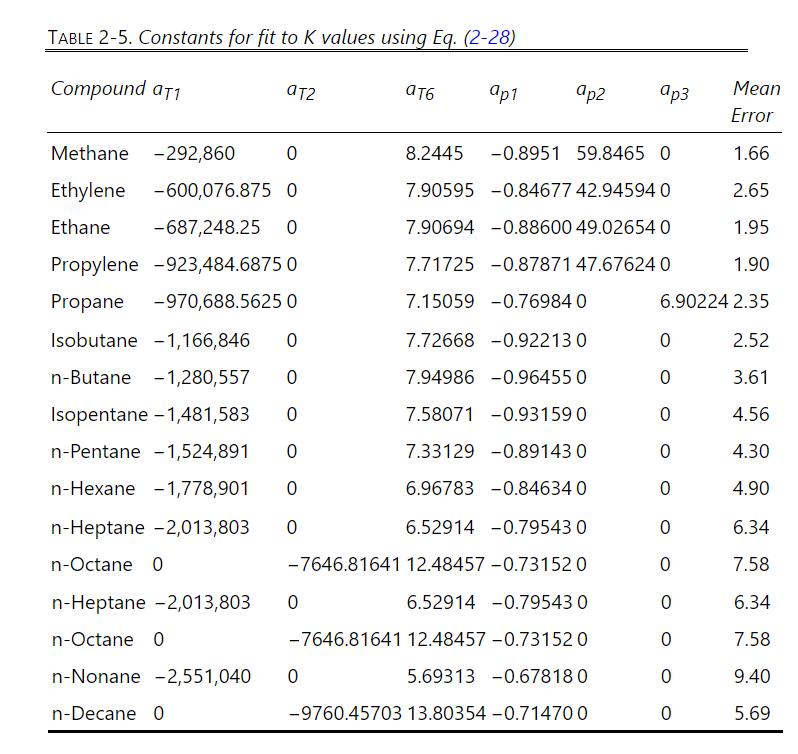
A feed mixture is \(20 \mathrm{~mol} \%\) propane, \(35 \mathrm{~mol} \% \mathrm{n}\)-butane, and \(45 \mathrm{~mol} \% \mathrm{n}\) hexane. If a flash drum operates at \(400 \mathrm{kPa}\), what is the highest temperature the flash drum can operate and still have vapor and liquid present? Use
We have a feed mixture of \(22.0 \mathrm{~mol} \%\) methanol, \(47.0 \mathrm{~mol} \%\) ethanol, 18.0 \(\mathrm{mol} \% \mathrm{n}\)-propanol, and \(13.0 \mathrm{~mol} \% \mathrm{n}\)-butanol. The feed is a saturated liquid, and \(\mathrm{F}=10,000 \mathrm{kmol} /\) day. Recover \(99.8 \%\) of
We distill \(1000.0 \mathrm{kmol} / \mathrm{h}\) of a \(40.0 \mathrm{~mol} \%\) isopentane, \(30.0 \mathrm{~mol} \% \mathrm{n}\)-hexane, and \(30.0 \mathrm{~mol} \% \mathrm{n}\)-heptane feed. We desire a \(98.0 \%\) recovery of \(\mathrm{n}\)-hexane in bottoms and a \(99.0 \%\) recovery of
A distillation column with a total condenser and a partial reboiler is separating two feeds. Feed 1 is a saturated liquid, and its rate is \(100.0 \mathrm{kmol} / \mathrm{h}\). Feed 1 is \(55.0 \mathrm{~mol} \%\) methanol, \(21.0 \mathrm{~mol} \%\) ethanol, \(23.0 \mathrm{~mol} \%\) propanol, and
A vapor mixture that is \(35.0 \mathrm{~mol} \%\) methane \((\mathrm{C} 1), 55.0 \mathrm{~mol} \%\) propane (C3), and \(10 \mathrm{~mol} \% \mathrm{n}\)-pentane (C5) at a constant temperature of \(25^{\circ} \mathrm{C}\) is slowly compressed.a. At what pressure does the first drop of liquid
We are separating hydrocarbons in a two-feed column with a total condenser and a partial reboiler. Operation is at \(75.0 \mathrm{psig} .1000 .0 \mathrm{~kg} / \mathrm{h}\) of saturated liquid feed 1 and \(1500.0 \mathrm{~kg} / \mathrm{h}\) of saturated liquid feed 2 are fed to the column. Feed 1
A distillation column with a partial reboiler and a total condenser is being used to separate \(1000.0 \mathrm{kmol} / \mathrm{h}\) of a saturated liquid feed that is \(40.0 \mathrm{~mol} \%\) benzene, \(30.0 \mathrm{~mol} \%\) toluene, and \(30.0 \mathrm{~mol} \%\) cumene. Reflux is a saturated
What is the dew point of a vapor that is \(30.0 \mathrm{~mol} \% \mathrm{n}\)-butane, \(50.0 \mathrm{~mol} \% \mathrm{n}\) pentane, and \(20.0 \mathrm{~mol} \% \mathrm{n}\)-hexane at \(\mathrm{p}=760.0 \mathrm{~mm} \mathrm{Hg}\) ? Use Raoult's law to predict K values. Find vapor pressures from
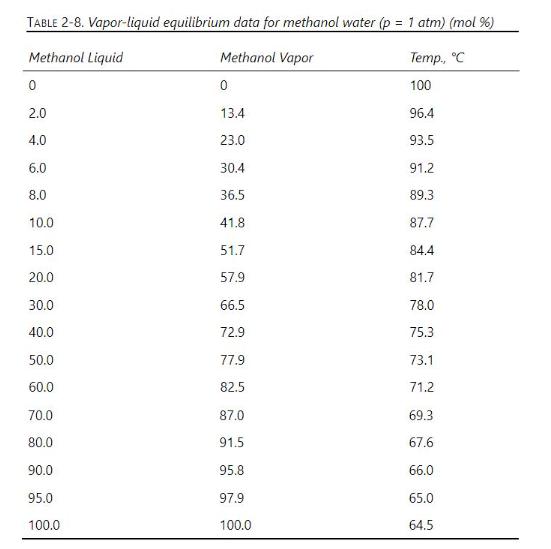
A vapor at \(1.0 \mathrm{~atm}\) that is \(60 \mathrm{~mol} \%\) acetone and \(40 \mathrm{~mol} \%\) ethanol is cooled until the first drop of liquid condenses. What is the mol fraction of the first drop of liquid, and what is the temperature? Be as accurate as you can. Equilibrium data are in
a. Find the dew-point temperature for a vapor mixture that is \(40.0 \mathrm{~mol} \%\) methane, \(5.0 \mathrm{~mol} \%\) ethylene, \(35.0 \mathrm{~mol} \%\) ethane, and \(20.0 \mathrm{~mol} \% \mathrm{n}\)-hexane at a pressure of \(2500.0 \mathrm{kPa}\).b. What are the mole fractions of the first
Suppose n-pentane, n-heptane, and n-octane are available so that the mole fractions of a mixture can be changed to any desired value. If system pressure is \(500.0 \mathrm{kPa}\),a. What is the highest possible bubble-point temperature?b. What is the lowest possible bubble-point temperature?Use
Find the bubble-point temperature and vapor mole fractions for a mixture at \(1.0 \mathrm{~atm}\) that is \(20.0 \mathrm{~mol} \%\) n-butane, \(50.0 \mathrm{~mol} \% \mathrm{n}\)-pentane, and \(30.0 \mathrm{~mol} \% \mathrm{n}-\) hexane. Use DePriester charts.
We are separating a mixture of benzene, toluene, and xylene in a distillation stripping column that has a partial reboiler and no condenser. The feed is a saturated liquid, \(\mathrm{F}=135 \mathrm{kmol} / \mathrm{h}\), and feed is \(18.5 \mathrm{~mol} \%\) benzene, \(30.0 \mathrm{~mol} \%\)
A column with a partial reboiler and a partial condenser operates at \(400.0 \mathrm{kPa}\). The saturated liquid feed flow rate is \(200.0 \mathrm{kmol} / \mathrm{h}\) and is \(22.0 \mathrm{~mol} \%\) ethane, \(47.0 \mathrm{~mol} \%\) propane, and \(31.0 \mathrm{~mol} \% \mathrm{n}\)-butane.
A column with a partial reboiler and a total condenser is distilling hydrocarbons at 7.0 bar. The saturated liquid feed is \(25.0 \mathrm{~mol} \%\) ethane, 35.0 \(\mathrm{mol} \% \mathrm{n}\)-butane, and \(40.0 \mathrm{~mol} \% \mathrm{n}\)-pentane, and \(\mathrm{F}=100.0 \mathrm{kmol} /
Determine the number of equilibrium stages needed for separation of light hydrocarbons in a stripping column by stepping off stages and doing a dew- or bubble-point calculation at each stage. The \(100.0 \mathrm{kmol} / \mathrm{h}\) of saturated liquid feed at \(7.0 \mathrm{bar}\) is \(35.0
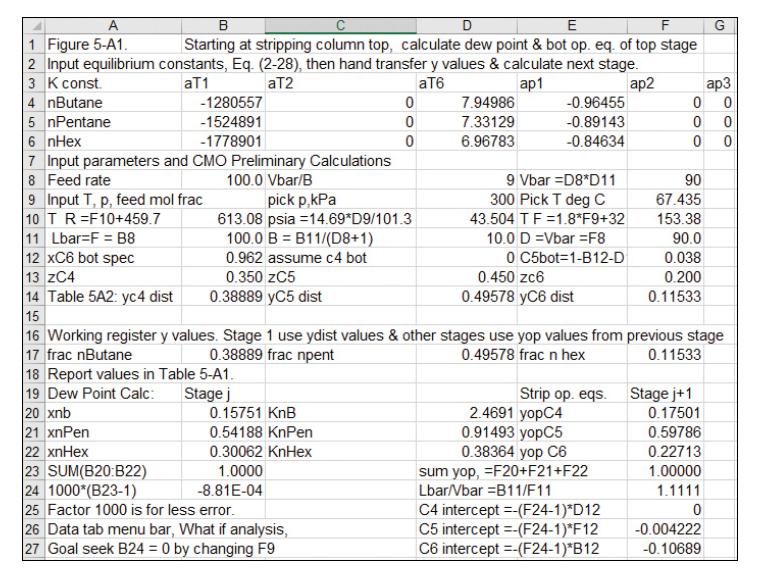
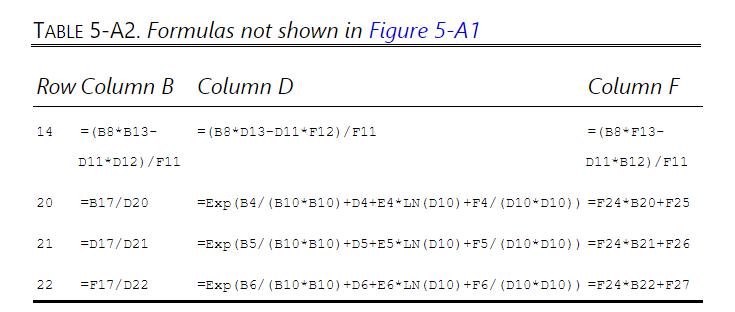
Do the stage-by-stage calculations for Problem 5.D14. Determine the number of stages required and the mole fractions of the components in the vapor distillate. Either develop your own spreadsheet or modify the spreadsheet in Figure 5A-1 and Table 5A-2. To modify, first change the notation to
A stripping column with a partial reboiler is processing \(100.0 \mathrm{kmol} / \mathrm{h}\) of a saturated liquid feed at \(300.0 \mathrm{kPa}\). The feed is \(25.0 \mathrm{~mol} \% \mathrm{n}\)-butane, 35.0 \(\mathrm{mol} \% \mathrm{n}\)-pentane, and \(40.0 \mathrm{~mol} \% \mathrm{n}\)-hexane.
Repeat Problem 5.H1, but with a boilup ratio of 2.5. After solving Problem 5.H1, H3 should be quite straightforward.Problem 5.H1Do the stage-by-stage calculations for Problem 5.D14. Determine the number of stages required and the mole fractions of the components in the vapor distillate. Either
Repeat Problem 5.H1, but with a feed that is \(48.5 \mathrm{~mol} \%\) benzene, \(26.0 \mathrm{~mol} \%\) toluene, and remainder xylenes. After solving Problem 5.H1, H4 should be quite straightforward.Problem 5.H1Do the stage-by-stage calculations for Problem 5.D14. Determine the number of stages
Develop a spreadsheet program for a rectifying column. The feed is 32.0 \(\mathrm{mol} \% \mathrm{n}\)-butane, \(56.0 \mathrm{~mol} \% \mathrm{n}\)-pentane, and \(12.0 \mathrm{~mol} \% \mathrm{n}\)-hexane. The feed rate is \(100.0 \mathrm{kmol} / \mathrm{h}\) of a saturated vapor at \(7.0
Solve the following binary distillation problem for a stripping column using a modified version of the spreadsheet in Figure \(5 . A 1.150 .0 \mathrm{kmol} / \mathrm{h}\) of a 25.0 \(\mathrm{mol} \%\) n-butane and \(75.0 \mathrm{~mol} \% \mathrm{n}\)-hexane mixture is fed to a stripping column as a
Develop or adapt a spreadsheet (e.g., Figure 2.B3) to determine bubble points.a. Find the bubble point temperature and the vapor mole fractions for a liquid mixture that is \(50.0 \mathrm{~mol} \%\) methane, \(10.0 \mathrm{~mol} \%\) n-butane, 15.0 \(\mathrm{mol} \%\) n-pentane, and \(25.0
The paper by McCabe and Thiele (1925) is a classic in chemical engineering. Read it. Write a one-page critique of the paper.
If we wish to separate the following systems by distillation, is CMO approximately valid?a. Methanol and waterb. Isopropanol and waterc. Acetic acid and waterd. Benzene from toluene
a. Solve Example 4-4 with a process simulator.Example 4-4A 60 mol% methanol and 40 mol% water feed is input as a two-phase mixture that flashes so that VF/F = 0.3. Feed flow rate is 350 kmol/h. The column is well insulated and has a total condenser. The reflux is returned to the column as a
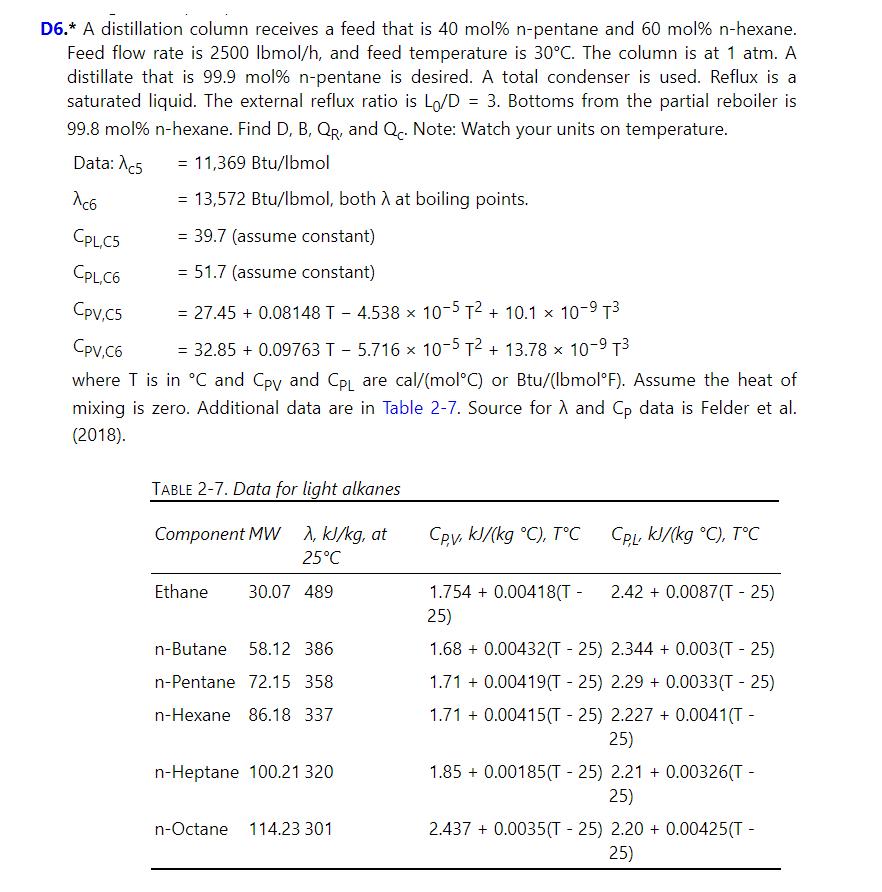
Use a process simulator to find the optimum feed stage and total number of equilibrium stages for Problem 3.D6. Report the VLE correlation used. Record the values of \(Q_{\text {condenser }}\) and \(Q_{\text {reboiler }}\) (in Btu/h). D6.* A distillation column receives a feed that is 40 mol%
Separation of dilute mixtures of acetic acid from water is an important separation problem, particularly in the food industry. The difficulty is not in designing a system that will do the separation. Instead, at low acetic acid concentrations, designing a system that covers its expenses is
Explain why the external mass balances cannot be solved for a ternary distillation system without an additional assumption. Why are the equations for the following not useful?a. External energy balanceb. Energy balance around the condenserc. Equilibrium expression in the reboiler
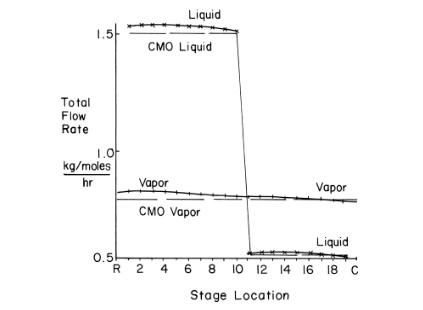
Show approximately for the simulation illustrated in Figure 5-2 (CMO not strictly valid) that \(\mathrm{L} / \mathrm{V}\) is more constant than either \(\mathrm{L}\) or \(\mathrm{V}\). Explain why this is so. 1.5 Total Flow Rate 1.0 kg/moles Liquid CMO Liquid hr Vapor CMO Vapor 0.5 R 2 Vapor Liquid
Define the following:a. Heavy keyb. Heavy non-keyc. Sandwich componentd. Optimum feed stagee. Minimum reflux ratio
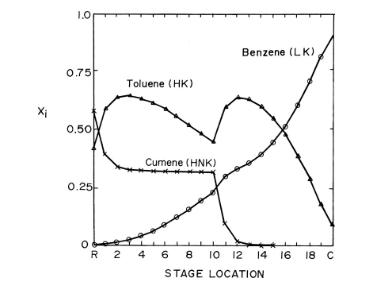
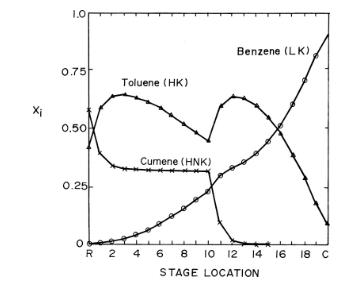
In Figure 5-4, HNK and HK concentrations cross near the column bottom, and in Figure 5-5, LK and LNK concentrations do not cross near the top of the column. Explain when concentrations of HK and HNK and LK and LNK pairs do and do not cross.Figure 5-4Figure 5-5 1.0 0.75 Toluene (HK) Xi 0.50 Cumene
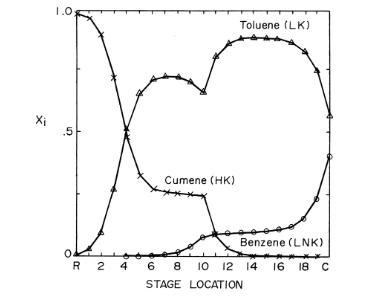
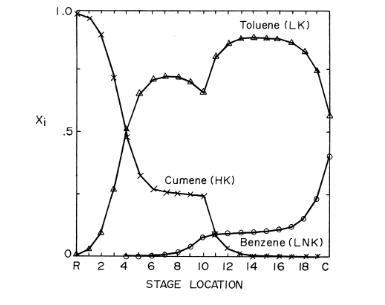
Explain Figure 5-5 in terms of the distillation of binary pairs.Figure 5-5 1.0 Toluene (LK) Xi .5- Cumene (HK) Benzene (LNK) R 2 4 6 8 10 12 14 16 18 C STAGE LOCATION
A distillation column is separating methane, ethane, propane, and butane. We pick methane and propane as the keys; thus, ethane is a sandwich component.a. Show the approximate composition profiles for each of the four components. Label each curve.b. Explain in detail the reasoning used to obtain
We are distilling a mixture that is \(10.0 \mathrm{~mol} \%\) methanol, \(20.0 \mathrm{~mol} \%\) ethanol, \(30.0 \mathrm{~mol} \% \mathrm{n}\)-propanol, and \(40.0 \mathrm{~mol} \% \mathrm{n}\)-butanol. Methanol is most volatile and n-butanol is least volatile. The feed is a saturated liquid. We
In the next to last paragraph of this chapter, the following sentence occurs, "Perhaps surprisingly, separations with an HNK or LNK and a sandwich component converge reasonably well." Explain why.
It is often suggested that when the corresponding \(\mathrm{NK}\) component is present, key components should be withdrawn as side streams at the location where their concentration maximum occurs. If there is an \(\mathrm{LNK}\), can a pure \(\mathrm{LK}\) be withdrawn as a side stream? Why or why
Develop a key relations chart for this chapter. Probably useful to include sketches.
In Figure 5-4, a 99.0\% recovery of benzene does not give a high benzene purity. What would you change to also achieve a high benzene purity in distillate?Figure 5-4 1.0 0.75 Toluene (HK) Xi 0.50 Cumene (HNK) 0.25- Benzene (LK) R 2 4 6 8 10 12 10 12 14 16 STAGE LOCATION 18 C
For parts 1 to 5 , determine whether the following multicomponent distillation problems can or cannot be solved with a stage-by-stage calculation, and if a stage-by-stage calculation can be used, which direction should you step off stages?1. You have two \(\mathrm{LNK}\) s, an \(\mathrm{LK}\), and
A distillation column with a partial condenser (PC) and a partial reboiler (PR) is separating a feed that is \(40 \mathrm{~mol} \%\) methanol and \(60 \mathrm{~mol} \%\) water. Feed flow rate is \(200 \mathrm{kmol} / \mathrm{h}\) and is a two-phase feed that is \(70 \%\) liquid. A bottoms that is
Plant Trouble-Shooting. A distillation column is separating \(127.6 \mathrm{~kg} / \mathrm{min}\) of a feed at \(30^{\circ} \mathrm{C}\) and \(130 \mathrm{kPa}\) that is \(37.6 \mathrm{wt} \% \mathrm{n}\)-pentane and \(64.2 \mathrm{wt} \% \mathrm{n}\)-heptane. The distillation column has a total
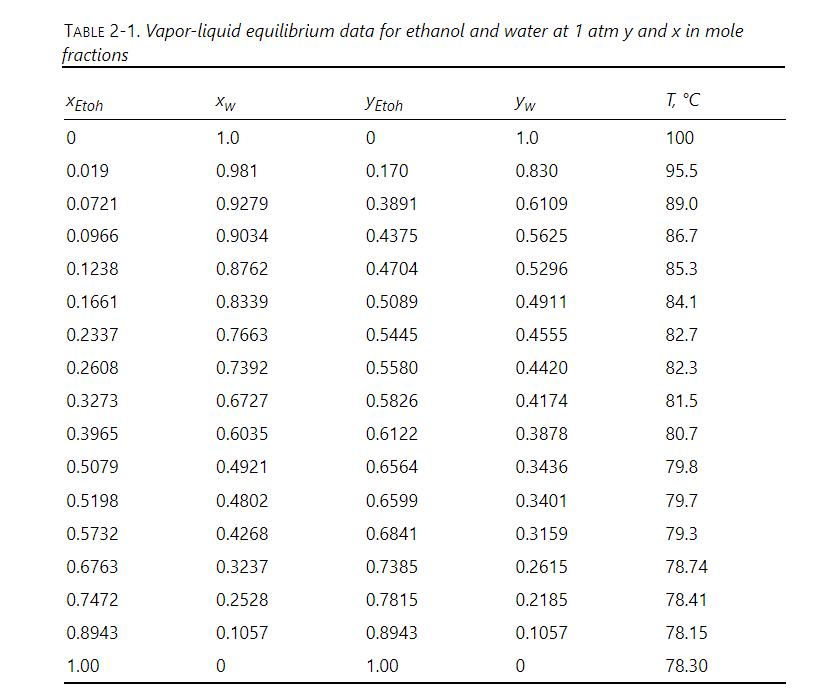
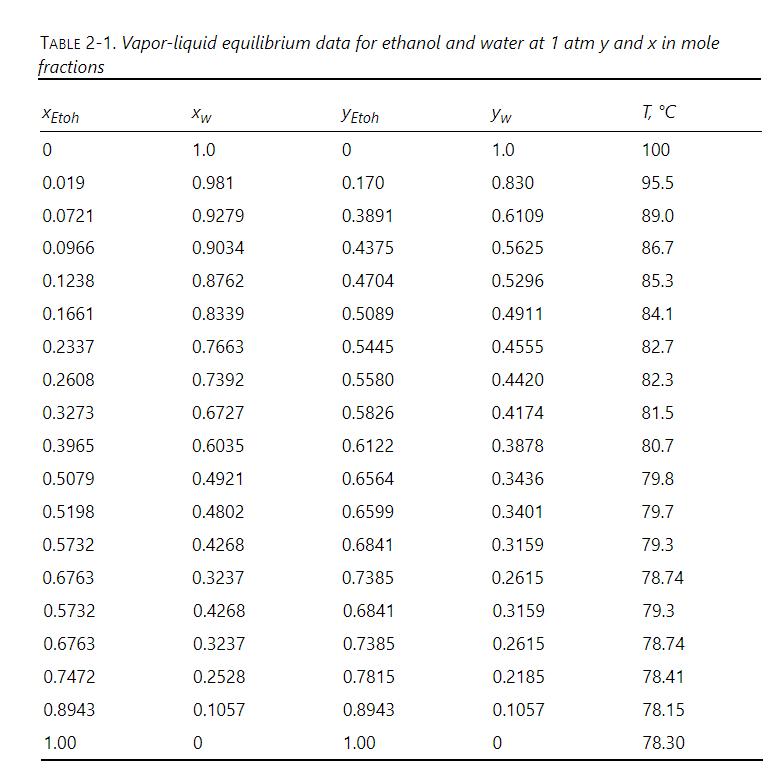
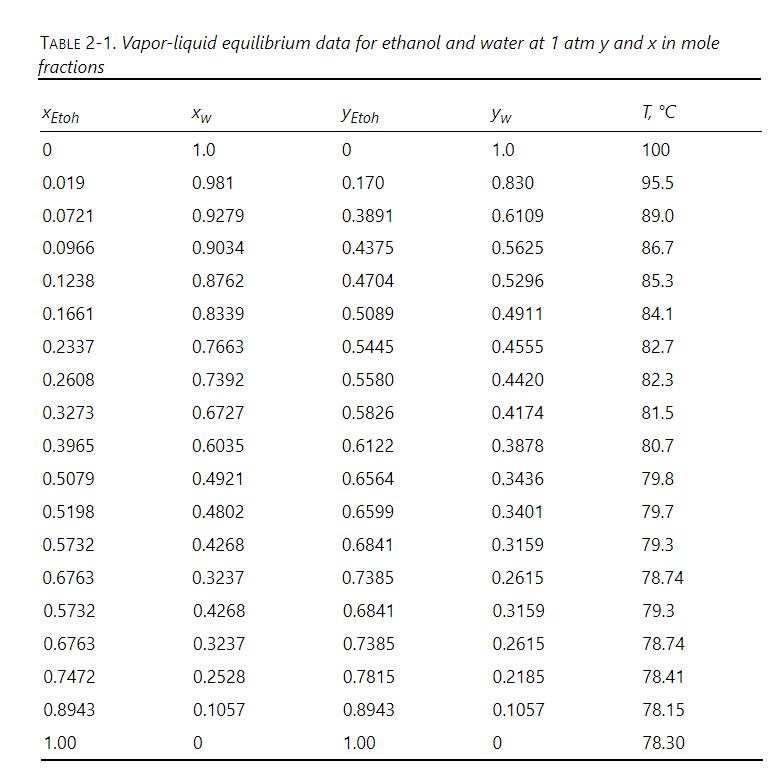
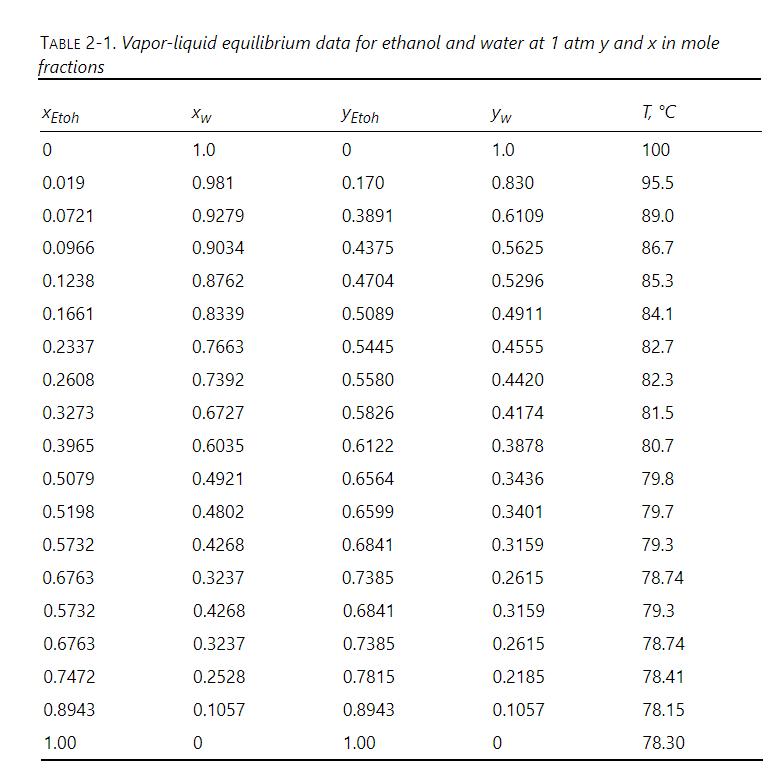
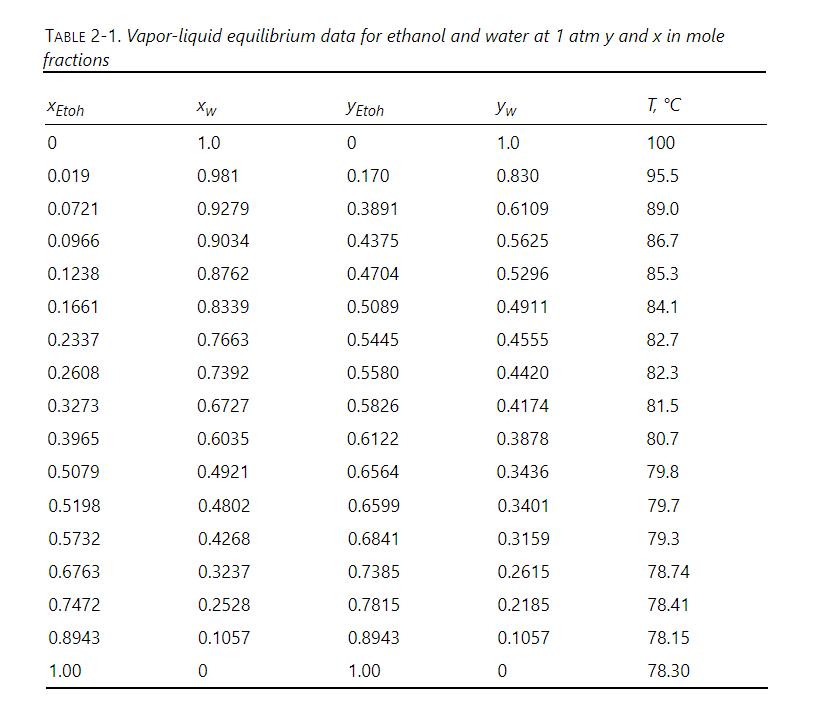
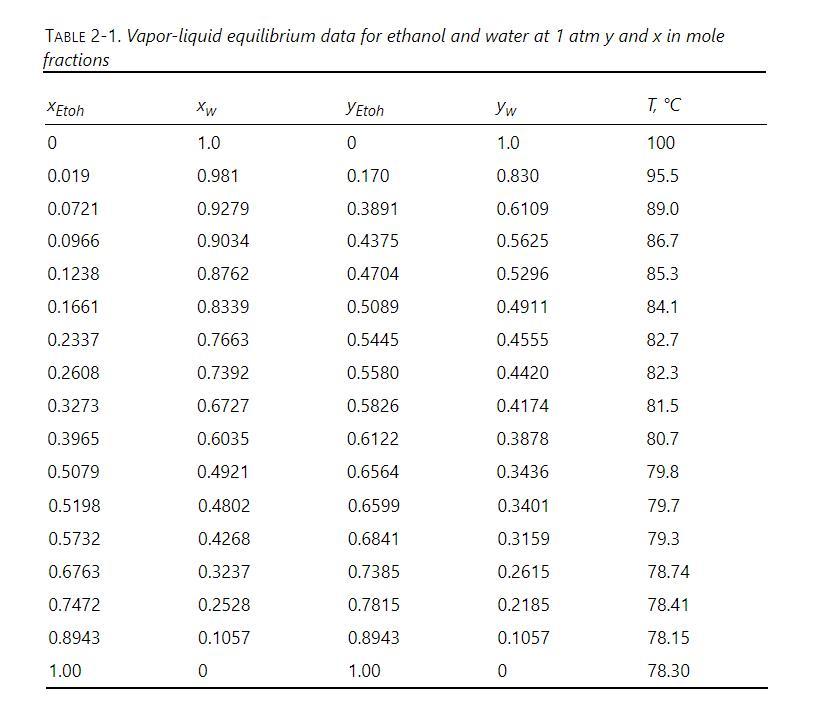
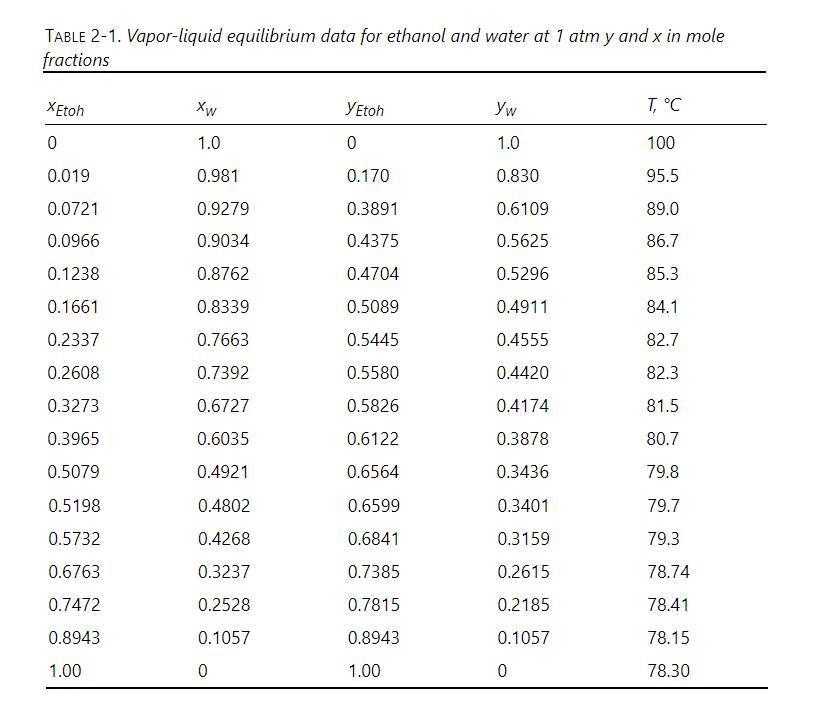
A distillation column at \(1.0 \mathrm{~atm}\) with a total condenser and a total reboiler is separating ethanol from water. Reflux is returned as a saturated liquid, and boilup is returned as a saturated vapor. Assume CMO is valid and stages are equilibrium stages. \(1000 \mathrm{kmol} /
\(1000 \mathrm{kmol} /\) day of a saturated liquid feed that is \(30 \mathrm{~mol} \%\) acetone and \(70 \mathrm{~mol} \%\) ethanol is fed at the optimum feed location to a column with a partial condenser and a partial reboiler. Operation is at \(\mathrm{p}=1 \mathrm{~atm}\). Distillate is \(90
A continuous, steady-state distillation column with a total condenser and a partial reboiler is separating \(100 \mathrm{kmol} / \mathrm{h}\) of a \(55 \mathrm{~mol} \%\) methanol, \(45 \mathrm{~mol} \%\) water feed at one atmosphere. We desire a distillate product that is \(90 \mathrm{~mol} \%\)
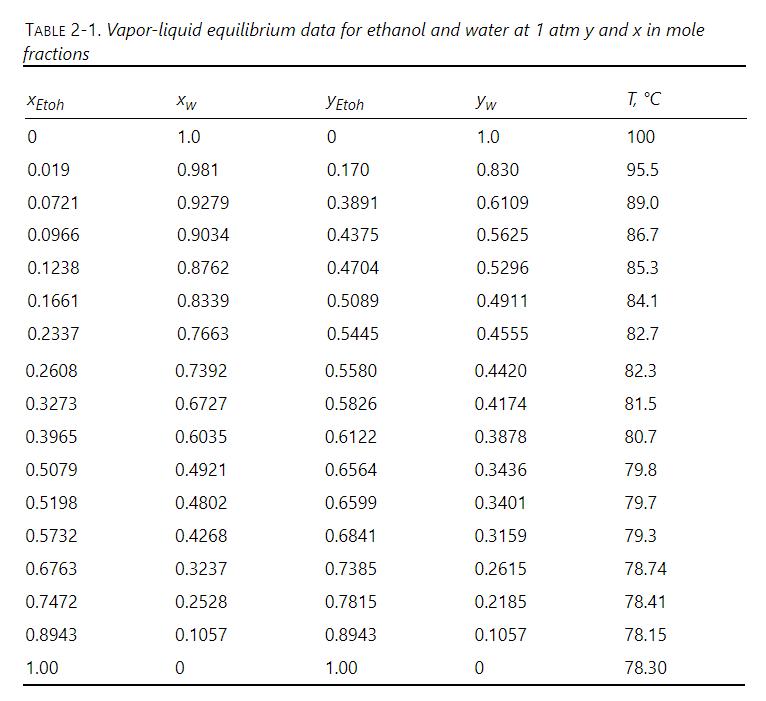
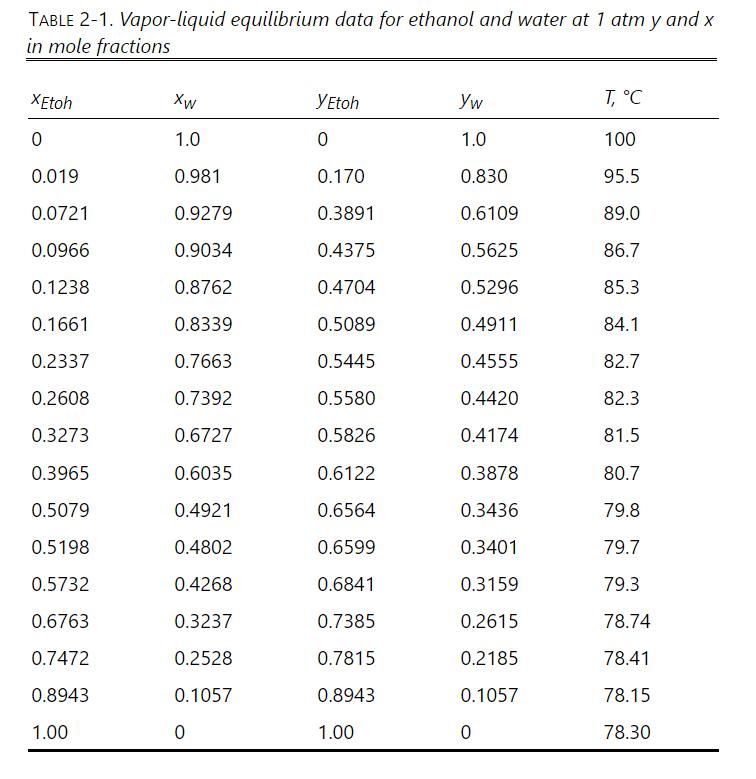
We are separating ethanol and water. All percentages are mol\%. Column pressure is at \(1.0 \mathrm{~atm}\). VLE data are in Table 2-1. Find the q values and plot the feed lines for the following situations:a. Feed is \(60 \%\) ethanol and flashes in the column with \(\mathrm{V} /
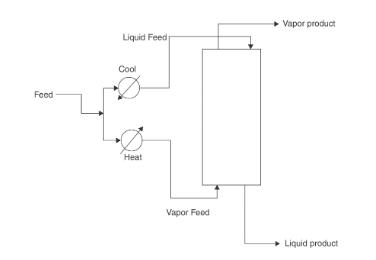
Assume \(\mathrm{C}_{\mathrm{P}, \mathrm{L}}\) is not a function of \(\mathrm{T}\) or \(\mathrm{p}\). Assume \(\mathrm{CMO}\) is valid.a. A feed mixture of ethanol and water is \(40 \mathrm{~mol} \%\) ethanol. The feed is at \(200^{\circ} \mathrm{C}\) and is at a high enough pressure that it is a
A stripping column with two feeds is separating acetone and ethanol at \(1 \mathrm{~atm}\). Feed \(\mathrm{F}_{1}\) is a saturated liquid and is fed into the top of column (no condenser). Flow rate of \(F_{1}\) is \(100 \mathrm{kmol} / \mathrm{h}\), and this feed is \(60 \mathrm{~mol} \%\) acetone.
A distillation column is operating with subcooled reflux. The vapor streams have an enthalpy of \(\mathrm{H}_{1}=\mathrm{H}_{2}=17,500 \mathrm{Btu} / \mathrm{lbmol}\), while the saturated liquid \(\mathrm{h}_{1}=3100\) Btu/lbmol. Enthalpy of the reflux stream is \(\mathrm{h}_{0}=1500 \mathrm{Btu} /
A distillation column operating at \(1.0 \mathrm{~atm}\) is separating a mixture of methanol and water. The feed is a saturated liquid. The column has a total condenser and a partial reboiler. The reflux is returned as a saturated liquid, and constant molal overflow is assumed to be valid. Feed
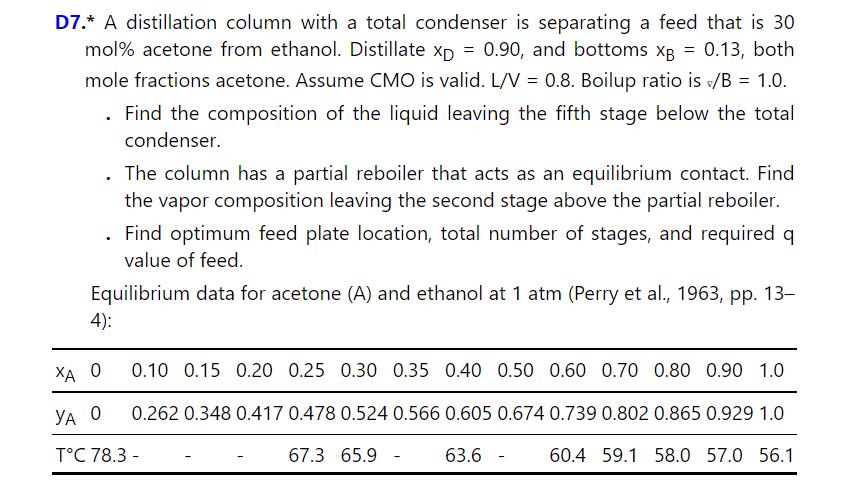
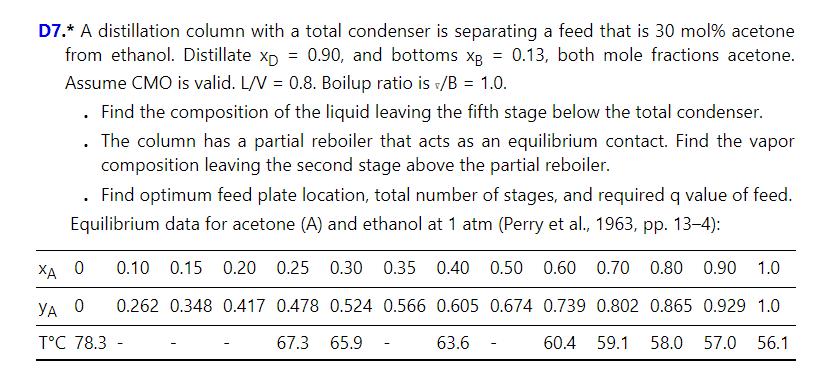
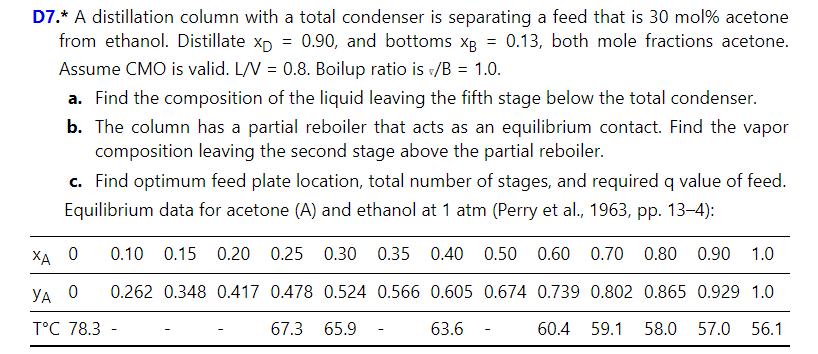
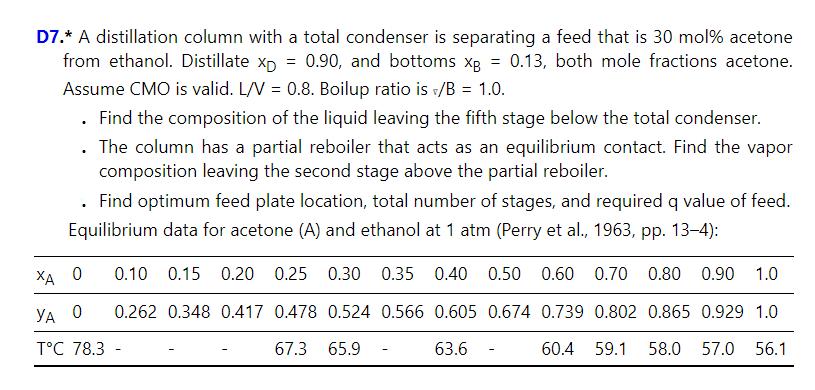
A distillation column with a total condenser is separating a feed that is \(30 \mathrm{~mol} \%\) acetone from ethanol. Distillate \(\mathrm{x}_{\mathrm{D}}=0.90\), and bottoms \(\mathrm{x}_{\mathrm{B}}=0.13\), both mole fractions acetone. Assume \(\mathrm{CMO}\) is valid. \(\mathrm{L} /
For Problem 4.D7 for separation of acetone from ethanol, with \(q=0.692\) determinea. The number of stages required at total reflux.b. The values of \((\mathrm{L} / \mathrm{V})_{\min }\) and \((\mathrm{L} / \mathrm{D})_{\min }\).c. How much larger the L/D used in Problem 4.D7 is than \((\mathrm{L}
A distillation column with a partial reboiler and a partial condenser is separating two feeds containing mixtures of ethanol and water. Operation is at \(1.0 \mathrm{~atm}\) and CMO is valid. Feed A is \(40 \mathrm{~mol} \%\) ethanol, is a saturated vapor, and flow rate is \(200 \mathrm{kmol} /
A distillation column is separating phenol from p-cresol at \(1 \mathrm{~atm}\) pressure. Distillate is \(96 \mathrm{~mol} \%\) phenol. An external reflux ratio of \(\mathrm{L} / \mathrm{D}=4\) is used, and reflux is returned to the column as a saturated liquid. The equilibrium data can be
A distillation column is connected to another separation device. The fresh feed to the column is \(\mathrm{F}=1000.0 \mathrm{kmol} / \mathrm{h}\) of a saturated vapor that is \(20.0 \mathrm{~mol} \%\) ethanol and \(80.0 \mathrm{~mol} \%\) water. The feed is input at its optimum feed stage. The
a. We have \(150 \mathrm{kmol} / \mathrm{h}\) of a saturated vapor feed at \(1.0 \mathrm{~atm}\) that is \(20 \mathrm{~mol} \%\) methanol and \(80 \mathrm{~mol} \%\) water. This feed is sent to a rectifying column equipped with a total condenser that produces \(20 \mathrm{kmol} / \mathrm{h}\) of
A distillation column with open steam heating is separating a feed that is 80.0 \(\mathrm{mol} \%\) methanol and \(20.0 \mathrm{~mol} \%\) water in a steady-state operation. The column has 10 stages, a total condenser, and the feed is on stage 5 . Operation is at \(1.0 \mathrm{~atm}\). The steam is
One of the old columns in your plant failed. You have been putting together a jury-rigged system to separate propane from n-butane. The column you have found is empty, so within reason you can put in as many stages as needed. It is equipped with a partial condenser and a total reboiler. The column
A distillation column with a partial condenser and a partial reboiler operating at \(1.0 \mathrm{~atm}\) is separating \(200 \mathrm{kmol} / \mathrm{h}\) of a feed that is \(60 \mathrm{~mol} \%\) acetone and \(40 \mathrm{~mol} \%\) ethanol. The feed is a subcooled liquid, and 12 moles of the feed
A mixture of acetone and ethanol is fed to an enriching column. The feed flow rate is \(100.0 \mathrm{~mol} / \mathrm{min}\). Feed is \(60.0 \mathrm{~mol} \%\) acetone and is a saturated vapor. A liquid side product is withdrawn from the second stage below the total condenser at a flow rate of
A stripping column with an additional feed is separating two feeds containing acetone and ethanol. The column has a partial reboiler and no condenser. Feed 1 is \(70.0 \mathrm{~mol} \%\) acetone, has a feed rate \(\mathrm{F}_{1}=200.0 \mathrm{kmol} / \mathrm{h}\), and enters as a saturated liquid
A distillation column is separating acetone and ethanol. The column effectively has six equilibrium stages plus a partial reboiler. Feed is a two-phase feed that is \(40 \%\) liquid and \(75 \mathrm{~mol} \%\) acetone. Feed rate is \(1000 \mathrm{kmol} / \mathrm{h}\), and the feed stage is fourth
A distillation column with a total condenser and a partial reboiler is separating ethanol and water at \(1 \mathrm{~kg} / \mathrm{cm}^{2}\) pressure. Feed is \(32 \mathrm{~mol} \%\) ethanol and is at \(30^{\circ} \mathrm{C}\). Feed flow rate is \(100 \mathrm{kmol} / \mathrm{h}\). The distillate
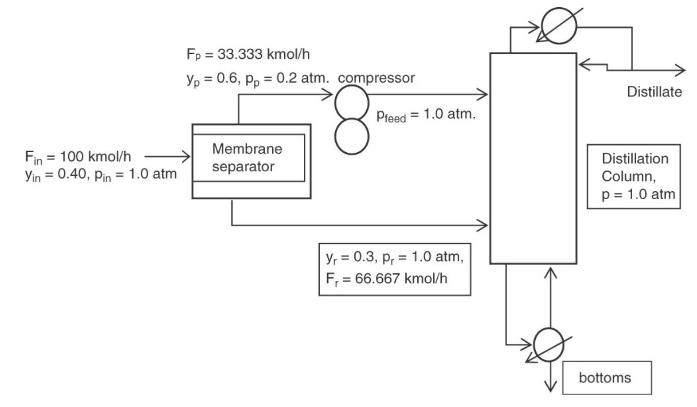
The following hybrid system shown for separating methanol and water is one way of coupling membrane separators with distillation. The gas permeation membrane separator is designed to produce \(\mathrm{y}_{\mathrm{p}}=60 \mathrm{~mol} \%\) methanol and \(\mathrm{y}_{\mathrm{r}}=30 \mathrm{~mol} \%\)
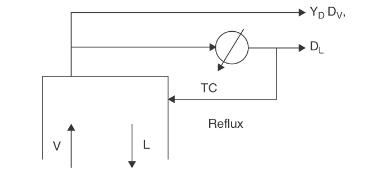
When water is the more volatile component, we do not need a condenser but can use direct cooling with boiling water. This situation was shown in Problem 3.D3. \(\mathrm{y}_{\mathrm{D}}=0.92, \mathrm{x}_{\mathrm{B}}=0.04, \mathrm{z}=0.4\) (all mole fractions water), feed is a saturated vapor, feed
We plan to distill \(1100 \mathrm{kmol} /\) hour of a saturated vapor stream that is \(16 \mathrm{~mol} \%\) ethanol and \(84 \mathrm{~mol} \%\) water. The column has another feed that is \(900 \mathrm{kmol} /\) hour of a saturated liquid stream that is also \(16 \mathrm{~mol} \%\) ethanol and \(84
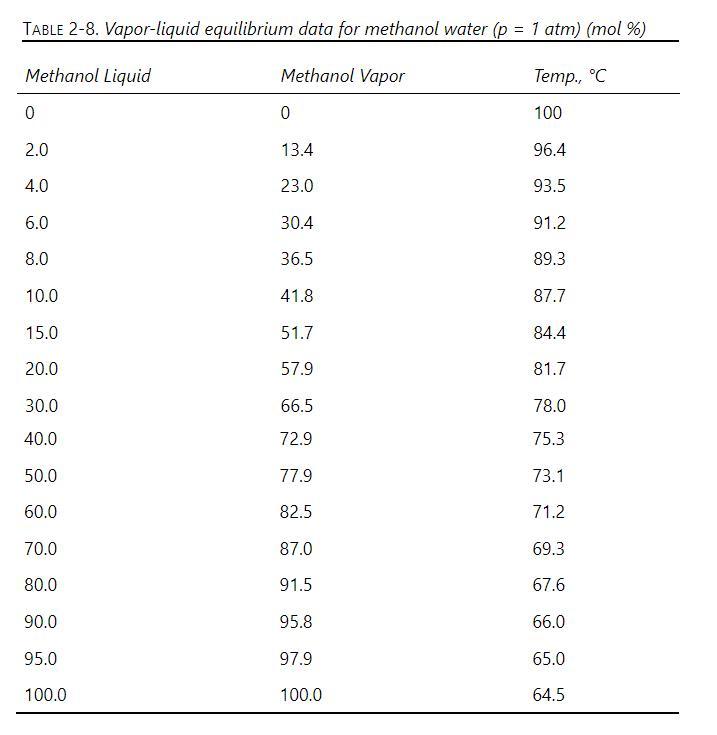
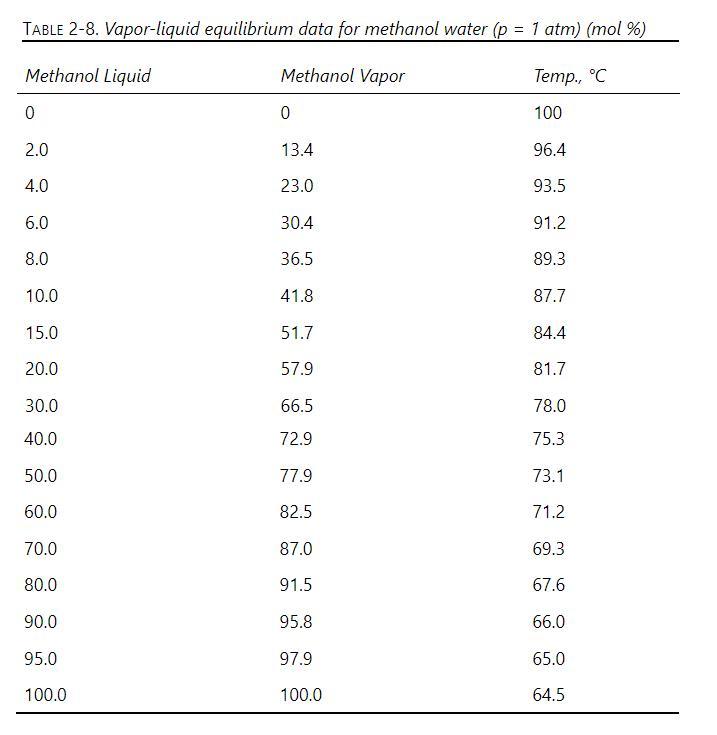
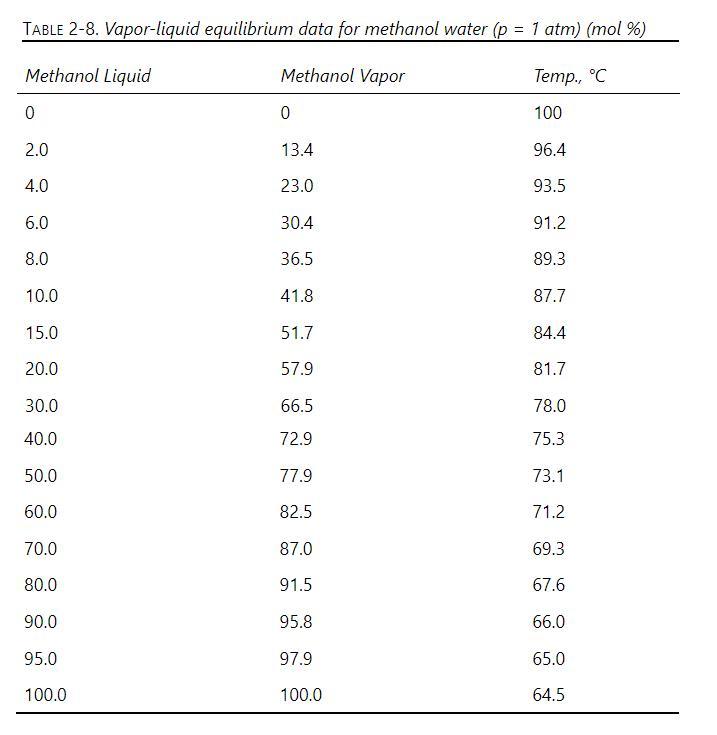
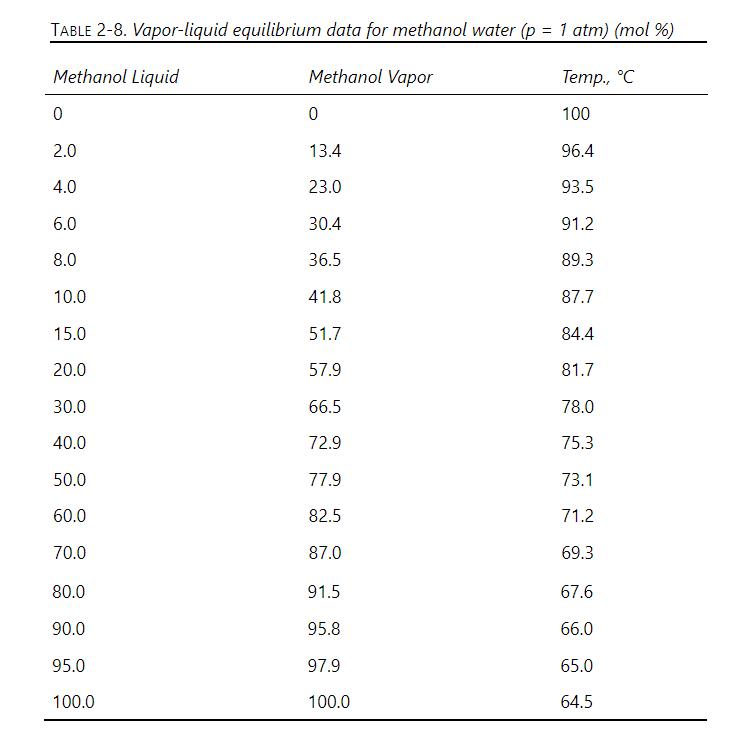
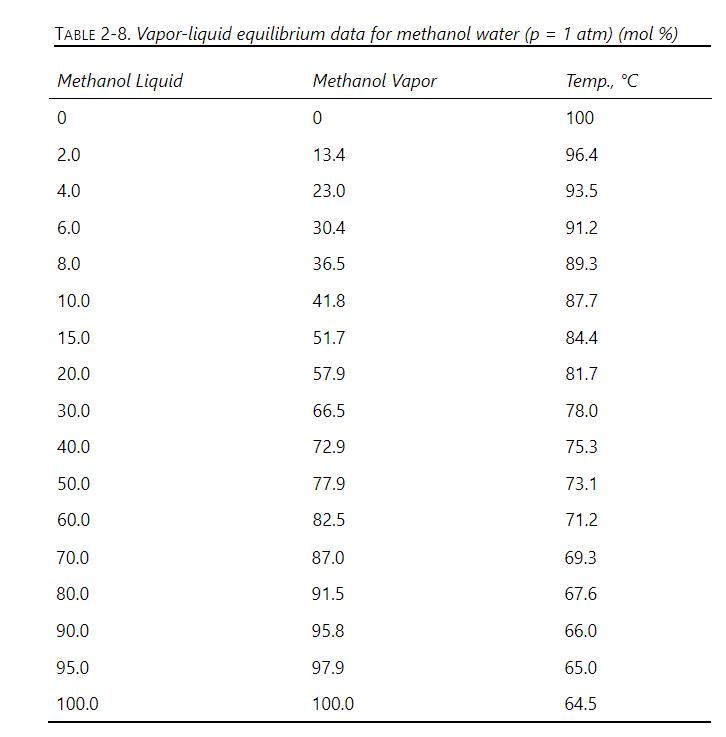
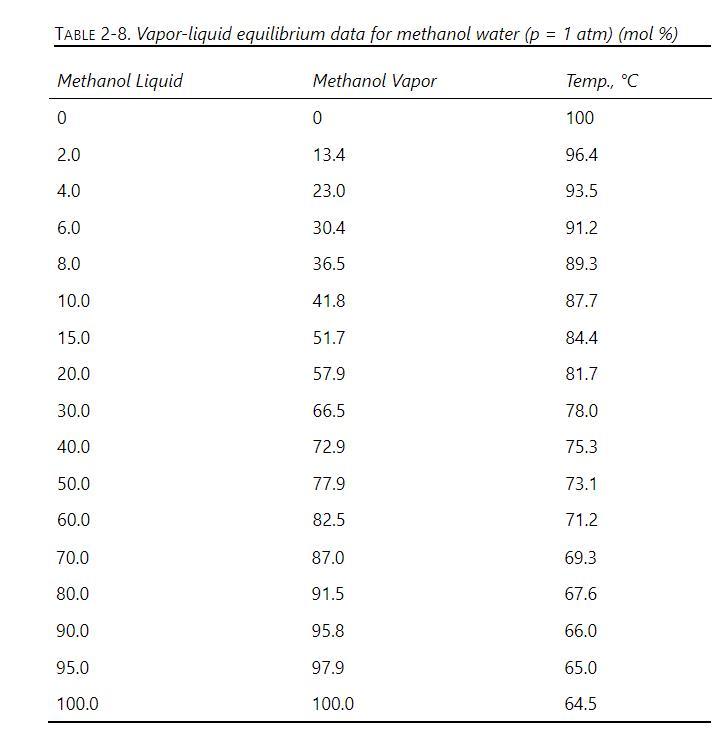
We are separating methanol and water. Calculate the internal reflux ratio inside the column, \(\mathrm{L}_{1} / \mathrm{V}_{2}\), for the following cases. The column is at \(101.3 \mathrm{kPa}\). Data are available in Table 2-8 and in Problem 3.E1.a. Distillate product is \(99.9 \mathrm{~mol} \%\)
A distillation column with a total condenser uses a flash distillation system as the partial reboiler. The \(200 \mathrm{kmol} / \mathrm{h}\) of feed is \(55 \mathrm{~mol} \%\) methanol and \(45 \mathrm{~mol} \%\) water and is a saturated liquid at a pressure of \(1.0 \mathrm{~atm}\). VLE data are
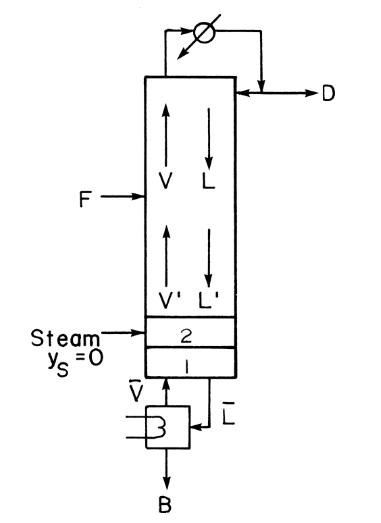
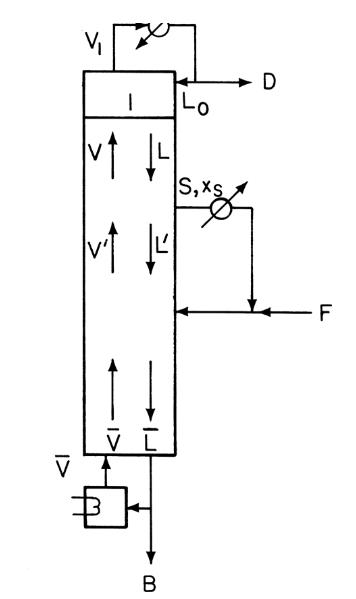
A distillation column is separating methanol from water at a pressure of \(1 \mathrm{~atm}\). The column has a total condenser and a partial reboiler. In addition, a saturated vapor stream of pure steam is input on the second stage above the partial reboiler (see the following figure).The feed flow
We are separating acetone (MVC) from ethanol in a distillation column that has a partial reboiler and a total condenser. Operation is at \(1.0 \mathrm{~atm}\). CMO can be assumed to be valid. The reflux is returned to the column as a saturated liquid. VLE data are in problem 4.D7. Parts a and
A distillation column uses the optimum feed stage. A liquid side stream is withdrawn on the third stage below the total condenser at a rate of \(15.0 \mathrm{kmol} / \mathrm{h}\). Feed rate is \(100.0 \mathrm{kmol} / \mathrm{h}\) of a \(60.0 \mathrm{~mol} \%\) acetone and \(40.0 \mathrm{~mol} \%\)
A distillation column is separating methanol from water. The column has a total condenser that subcools the reflux so that 1 mole of vapor is condensed in the column for each 3 moles of reflux. \(\mathrm{L}_{0} / \mathrm{D}=3\). A liquid side stream is withdrawn from the second stage below the
\(150 \mathrm{~mol} / \mathrm{h}\) of a saturated liquid that is \(25 \mathrm{~mol} \%\) ethanol and \(75 \mathrm{~mol} \%\) water is fed to a distillation column with a total condenser and a partial reboiler. Reflux is a saturated liquid, and CMO is valid. The column has three equilibrium stages
A distillation column with a total condenser (TC) and a partial reboiler (PR) is separating a feed that is \(45.0 \mathrm{~mol} \%\) methanol and \(55.0 \mathrm{~mol} \%\) water. Feed flow rate is \(300.0 \mathrm{kmol} / \mathrm{h}\) and is a two-phase feed that is \(20 \%\) liquid. The bottoms
A continuous column flash system (Figure 4-24) is separating \(100 \mathrm{kmol} / \mathrm{h}\) of a saturated liquid feed that is \(45 \mathrm{~mol} \%\) methanol and \(55 \mathrm{~mol} \%\) water at \(1.0 \mathrm{~atm}\). Operate with \(\mathrm{L} / \mathrm{V}=1.5\) and the outlet bottoms at
A continuous column flash system (Figure 4-24) is separating \(100 \mathrm{kmol} / \mathrm{h}\) of a saturated liquid feed that is \(45 \mathrm{~mol} \%\) methanol and \(55 \mathrm{~mol} \%\) water at \(1.0 \mathrm{~atm}\). Design the system to produce product mole fractions of
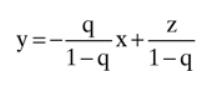
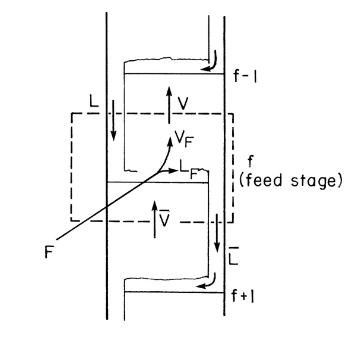
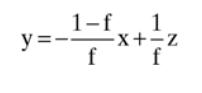
Derive Eq. (4-35) for the feed line in terms of \(q\) by doing a mass balance around the feed stage using the balance envelope shown in Figure 4-9, and then substituting the result into Eq. (4-30).Equation 4-35Figure 4-9Equation 4-30 =- y= b 1-q -x+- Z b-I
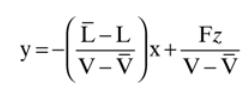
Derive Eq. (4-34) for the feed line by starting with either Eq. (4-30) or Eq. (4-35).Equation (4-34)Equation (4-30)Equation (4-35) 1-f 1 y=- f X+-Z x+ f
Derive Eqs. (4-51) and (4-52) for side streams.Equation (4-51)Equation (4-52) L' DXD+SLXS y=- x+. V'
For a binary distillation column with two feeds,a. Show that the intersection of the top and bottom operating lines occurs at the feed line for fictitious feed \(F_{T}\) where \(F_{T}=F_{1}+F_{2}, z_{T} F_{T}=z_{1} F_{1}+z_{2} F_{2}\), and \(\mathrm{h}_{\mathrm{F}, \mathrm{T}}
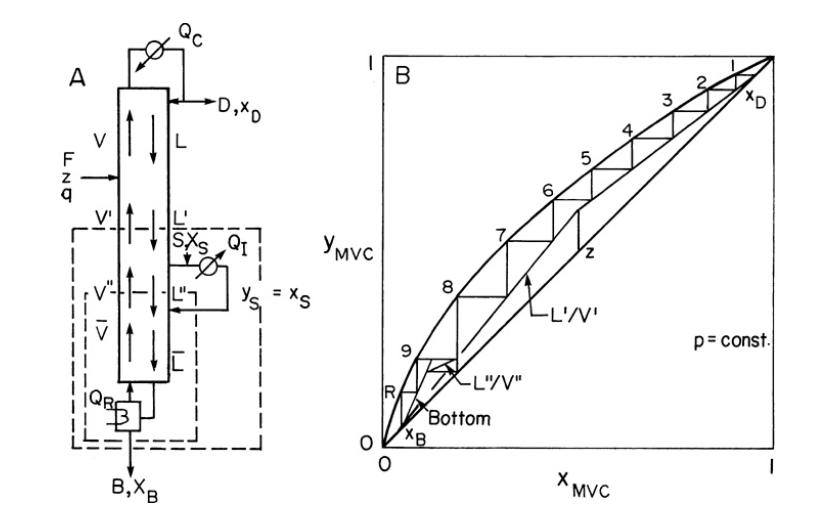
Derive the operating equations for the two middle operating sections when an intermediate reboiler is used (see Figures 4-22A and 4-22B). Show that the operating line with slope of \(\mathrm{L}^{\prime} / \mathrm{V}^{\prime}\) goes through the point
Show that the total amount of cooling needed is the same for a column with one total condenser \(\left(Q_{c}\right)\) as for a column with a total condenser and an intermediate total condenser \(\left(\mathrm{Q}_{\mathrm{c}}+\mathrm{Q}_{\mathrm{I}}\right) . \mathrm{F}, \mathrm{z}, \mathrm{q},
For the stripping column shown in Figures 4-23A and 4-23C, show formally that the intersection of the bottom operating line and the feed line is at \(y_{D}\). In other words, solve for the intersection of these two lines.Figure 4-23and 4-23C A F YD q,z N B B QR C F q,z N Feed Line YMVC YD' 3 N XB
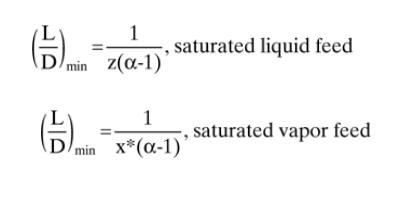
Derive Eqs. (4-56a) and (4-56b).Equation 4-56a and 4-56b (H) 1 saturated liquid feed min z(-1)' (), 1 min x*(-1)" , saturated vapor feed
For Example 4-3 prove that:Example 4-3A distillation column with a total condenser and a partial reboiler is separating an ethanol-water mixture. Feed is 20 mol% ethanol, feed rate is 1000 kmol/h, and feed temperature is 80°F. Distillate is 80 mol% ethanol, and bottoms is 2 mol% ethanol. External
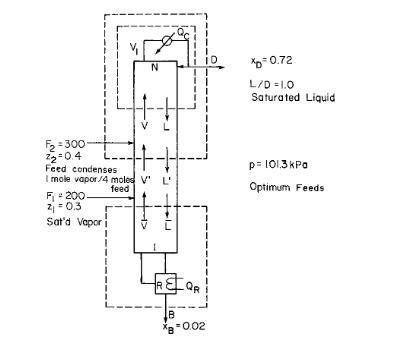
Derive the operating equation for the middle section of Figure 4-17. Show that the equations are equivalent whether the mass balance envelope is drawn around the top of the column or the bottom of the column.Figure 4-17 N **0.72 L/D=1.0 Saturated Liquid F =300- 22=0.4 Feed condenses I mole vapor/4
Sketch the McCabe-Thiele diagram if the Murphree liquid efficiency is constant and \(\mathrm{E}_{\mathrm{ML}}=0.75\)
For a simple, single-feed distillation column, derive an equation for calculation of \((\overline{\mathrm{V}} / \mathrm{B})_{\min }\) from \((\overline{\mathrm{L}} / \overline{\mathrm{V}})_{\max }\)
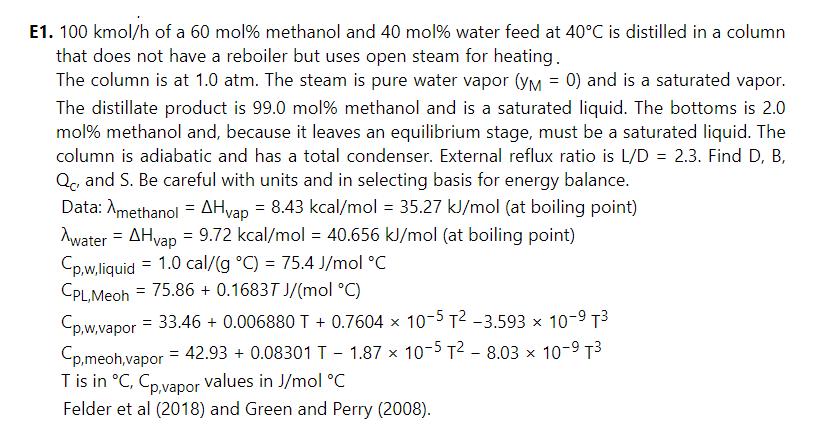
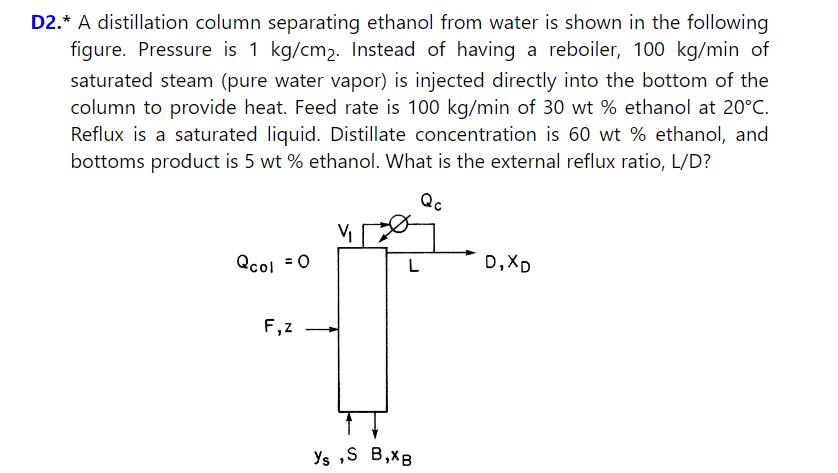
\(100 \mathrm{kmol} / \mathrm{h}\) of a \(60 \mathrm{~mol} \%\) methanol and \(40 \mathrm{~mol} \%\) water feed at \(40^{\circ} \mathrm{C}\) is distilled in a column that does not have a reboiler but uses open steam for heating (see figure in Problem 3.D2). The column is at \(1.0 \mathrm{~atm}\).
The system shown in Figure 3-9 is the stripping section of a distillation column with open steam heating. There is no condenser and no reboiler. This type of system is called a "beer still" in ethanol production. The beer is the fermentation broth consisting of water, ethanol, traces of other
A mixture of water and ammonia is distilled in an ordinary distillation system (Figure 3-8) at a pressure of \(6 \mathrm{~kg} / \mathrm{cm}^{2}\). The feed is \(30 \mathrm{wt} \%\) ammonia at \(20^{\circ} \mathrm{C}\). Distillate product is \(98 \mathrm{wt} \%\) ammonia with a \(95 \%\) recovery of
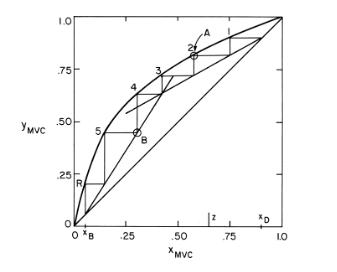
In the figure shown below, what streams are represented by point A? By point B? How would you determine the temperature of stage 2? How about the temperature in the reboiler? If feed composition is as shown, how can the liquid composition on the optimum feed stage be so much less than
For the McCabe-Thiele diagram below, answer the following questions:a. (1) What is the actual feed tray?(2) What is the mole fraction MVC in the feed?(3) What is the vapor composition on the feed tray?(4) What is the liquid composition on the feed tray?b. Is the feed a superheated vapor feed,
For which of the following binary pairs is constant mass overflow a reasonable assumption for distillation calculations: n-butane and n-pentane, n-butane and n-hexane, n-butane and n-heptane, n-butane and n-octane; n-pentane and n-hexane, n-pentane and n-heptane, n-pentane and n-octane; n-hexane
Drawing the McCabe-Thiele graph as yMVC vs. xMVC is traditional but not necessary. Repeat Example 4-3, but plot yw vs. xw for the McCabe-Thiele diagram. Note the differences in the diagram. Do you expect to get the same answer?Data From Example 4-3A distillation column with a total condenser and a
A5. For distillation when CMO is valid, show the flow profiles schematically (plot Lj and Vj vs. stage location) for:Subcooled liquid feedTwo-phase feedSuperheated vapor feed
A distillation column is operating under a vacuum. The column has 18 stages with the feed at stage 9, a partial reboiler, and a partial condenser. The pressure drop is 5.0 mm Hg in the condenser, 4.0 mm Hg in the reboiler, and 1.0 mm Hg per stage. The pressure of the condenser is controlled at 100
Develop a key relations chart for binary McCabe-Thiele distillation. That is, on one sheet of paper summarize everything you need to know about binary distillation. You will probably want to include information about operating lines, feed lines, efficiencies, subcooled reflux, and so forth.
What happens if we try to step off stages from the top down and EMV is given? Determine how to do this calculation.
When is it safe to ignore subcooling of the reflux liquid and treat the reflux as a saturated liquid? In other words, how many °C subcooling can be ignored? Do a few numerical calculations for either methanol and water or ethanol and water to illustrate.
Showing 700 - 800
of 1819
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Last
Step by Step Answers