New Semester
Started
Get
50% OFF
Study Help!
--h --m --s
Claim Now
Question Answers
Textbooks
Find textbooks, questions and answers
Oops, something went wrong!
Change your search query and then try again
S
Books
FREE
Study Help
Expert Questions
Accounting
General Management
Mathematics
Finance
Organizational Behaviour
Law
Physics
Operating System
Management Leadership
Sociology
Programming
Marketing
Database
Computer Network
Economics
Textbooks Solutions
Accounting
Managerial Accounting
Management Leadership
Cost Accounting
Statistics
Business Law
Corporate Finance
Finance
Economics
Auditing
Tutors
Online Tutors
Find a Tutor
Hire a Tutor
Become a Tutor
AI Tutor
AI Study Planner
NEW
Sell Books
Search
Search
Sign In
Register
study help
engineering
chemical engineering
Separation Process Engineering Includes Mass Transfer Analysis 5th Edition Phillip Wankat - Solutions
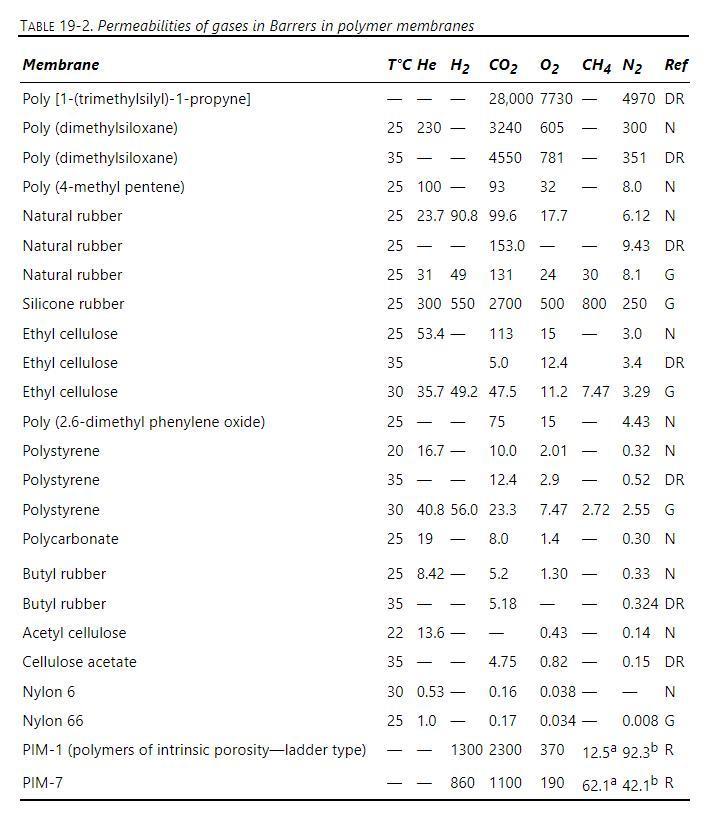
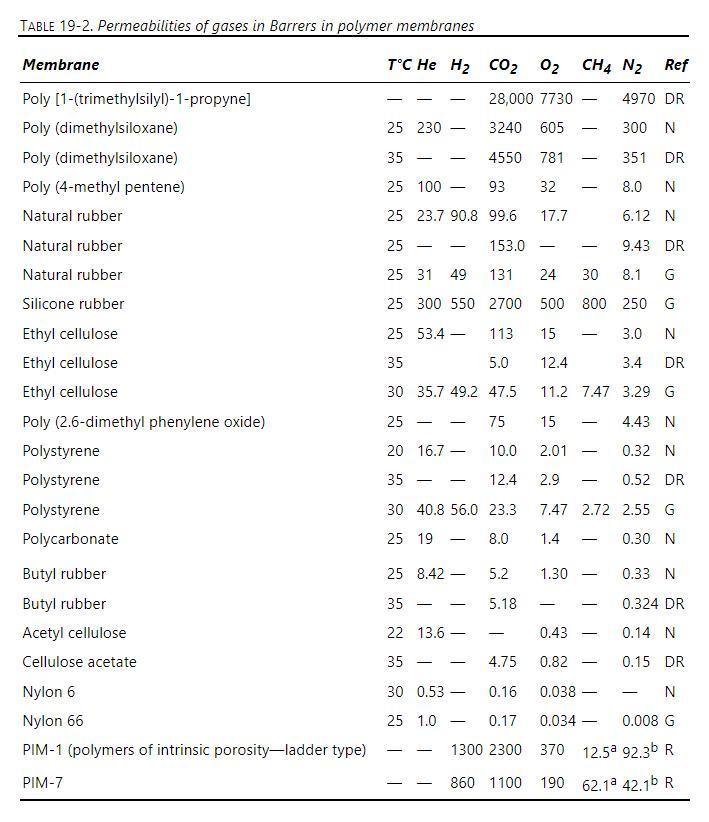
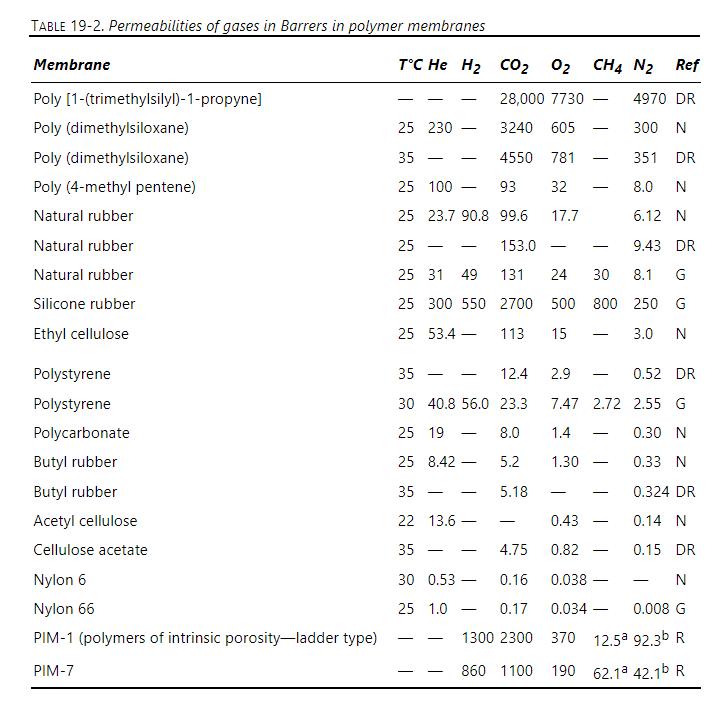
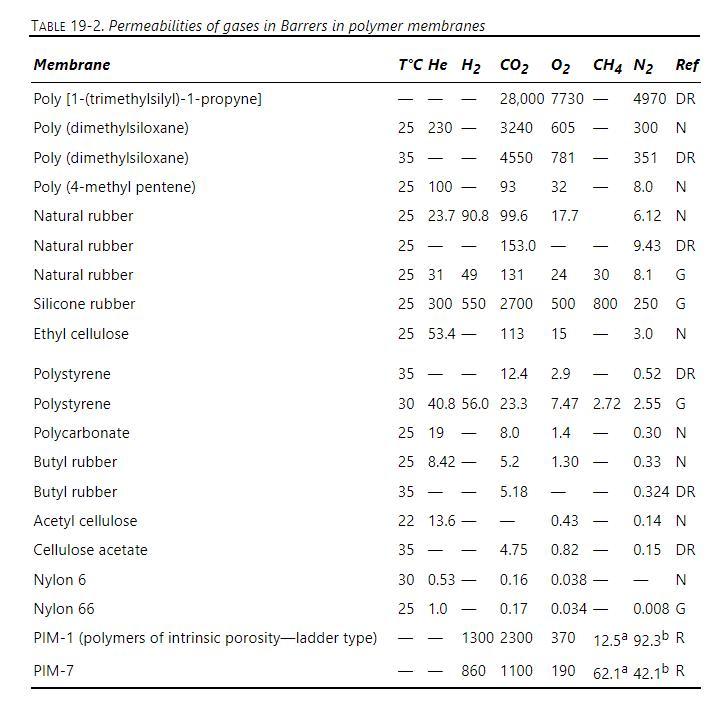
A mixture of carbon dioxide, methane, and nitrogen is fed to a perfectly mixed GP system with a natural rubber membrane. Membrane properties are given in Geankoplis data in Table 19-2. Membrane active layer thickness is \(1.0 \mu \mathrm{m}\). Feed pressure is \(17.0 \mathrm{bar}=\) retentate
The feed to a pair of gas permeators connected with retentate in series is \(40 \mathrm{~mol} \%\) carbon dioxide and 60 \(\mathrm{mol} \%\) nitrogen. The perfectly mixed membrane separators are equipped with silicone rubber membranes with effective membrane thicknesses of \(0.9 \mu \mathrm{m}\).
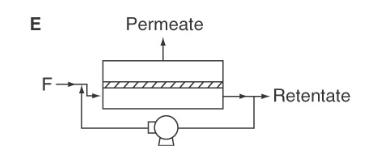
UF membranes operated in the diafiltration operating mode are commonly used for changing solvent or buffer systems when solute is a large molecule such as a protein. Usually, the process is operated in a batch mode either in a stirred tank or feed and bleed (Figure 19-2E) but with no bleed of
Because of the great variation in seawater, a standard seawater has been defined as total dissolved salts (TDS) of \(35,000 \mathrm{ppm}\) by weight. The simplest treatment is to assume the salts are all \(\mathrm{NaCl}\).a. Calculate the weight \(\%\) of \(\mathrm{NaCl}\).b. Calculate the mole
Show that for identical conditions, mass transfer correlation Eq. (19-35d) predicts a higher mass transfer coefficient at low Reynolds numbers and Eq. (19-35a) predicts a higher mass transfer coefficient at high Reynolds numbers. Determine the Reynolds number at which the predicted mass transfer
Your company's well water, which contains \(190.0 \mathrm{ppm}\) (weight) of salt, is fine for most purposes but not for a particular manufacturing process that needs purer water. A vendor is trying to sell you a spiral-wound RO unit that has an inherent salt rejection coefficient of
We are doing \(\mathrm{RO}\) of dilute aqueous sucrose solution at \(25.0^{\circ} \mathrm{C}\). A feed that is \(2.20 \mathrm{wt} \%\) sucrose is separated in a very-well-stirred system \((M=1.0)\) with \(p_{r}=60.0 \mathrm{~atm}\) and \(p_{p}=1.1 \mathrm{~atm}\). The flux \(J^{\prime}\) water
A perfectly mixed pervaporation unit is separating a benzene-isopropyl alcohol mixture. Wankat (1990) shows the separation factor of benzene with respect to isopropyl alcohol versus the weight fraction of benzene in liquid for pervaporation. If operation is at \(50.0^{\circ}
A crossflow membrane module is separating oxygen and nitrogen at \(25^{\circ} \mathrm{C}\). Feed rate \(\mathrm{F}_{\text {in }}=0.8270 \mathrm{~mol} / \mathrm{s}\). The membrane is \(1.1 \mu \mathrm{m}\) thick poly (4-methyl pentene). Feed is \(21 \mathrm{~mol} \%\) oxygen. Permeate pressure is
A mixture of helium, oxygen, carbon dioxide, and nitrogen is fed to a perfectly mixed GP system with a poly (dimethylsiloxane) membrane at \(25^{\circ} \mathrm{C}\). Membrane properties are given in Table 19-2. Membrane active layer thickness is \(1.2 \mu \mathrm{m}\). Feed pressure is \(6.4
Pervaporation problems are guess and check but can be conveniently solved on a spreadsheet if selectivity is constant. Solve Problem 19.D14a with a spreadsheet, and check your answer with graphical solution. Graphical and spreadsheet solutions should agree.Problem 19.D14aa. Calculate concentration
Repeat spreadsheet solution of Problem 19.D14a but with the feed at \(80.0^{\circ} \mathrm{C}\).Problem 19.D14aa. Calculate concentration polarization modulus \(\mathrm{M}\).
RO experiments are done in a laboratory stirred-tank membrane system at \(45.0^{\circ} \mathrm{C}\). With pure water, we measure the pure water flux \(=17.89 \mathrm{~g} /\left(\mathrm{m}^{2} \mathrm{~s}\right)\) when \(\mathrm{p}_{\mathrm{r}}=15.2 \mathrm{~atm}\) and \(\mathrm{p}_{\mathrm{p}}=1.1
Repeat Problem 19.H5 except in experiment \(B x_{i n}=0.0006\) and find the value of \(k\) that gives \(M_{B}=1.1\). Report \(\mathrm{k}, \mathrm{R},{ }^{\prime}\) solv, \(\mathrm{x}_{\mathrm{p}}\), and \(\mathrm{x}_{\mathrm{r}}\). Use of a spreadsheet or other computer solver is highly
Repeat Problem 19.H5 except in experiment \(B x_{i n}=0.003, p_{r}=21.4 \mathrm{~atm}\) and \(p_{p}=1.1 \mathrm{~atm}, \theta^{\prime}=0.45\), and a mass transfer coefficient of \(k=4.63 \times 10^{-5} \mathrm{~m} / \mathrm{s}\). Predict \(M, R,{ }^{\prime}{ }^{\prime}\) solv, \(x_{p}\), and
Permeabilities of carbon dioxide and methane in a cellulose acetate membrane were measured as \(\mathrm{P}_{\mathrm{CO} 2}=15.0\) \(\times 10^{-10}\) and \(\mathrm{P}_{\mathrm{CH} 4}=0.48 \times 10^{-10}[\mathrm{cc}(\mathrm{STP}) \mathrm{cm}] /\left[\mathrm{cm}^{2} \mathrm{~s}(\mathrm{~cm}
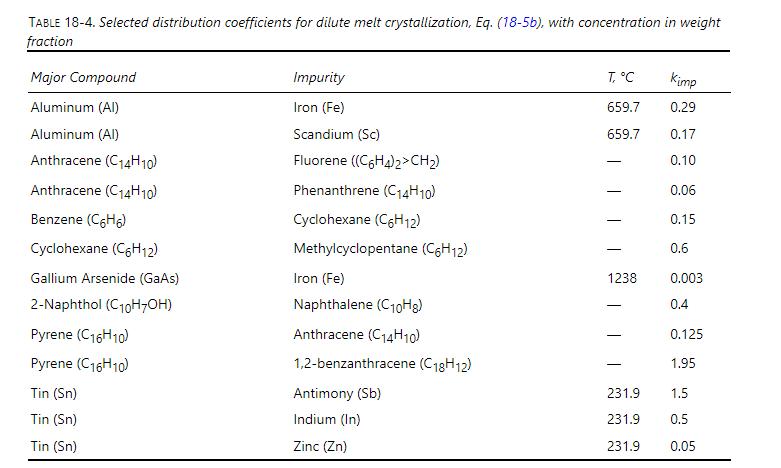
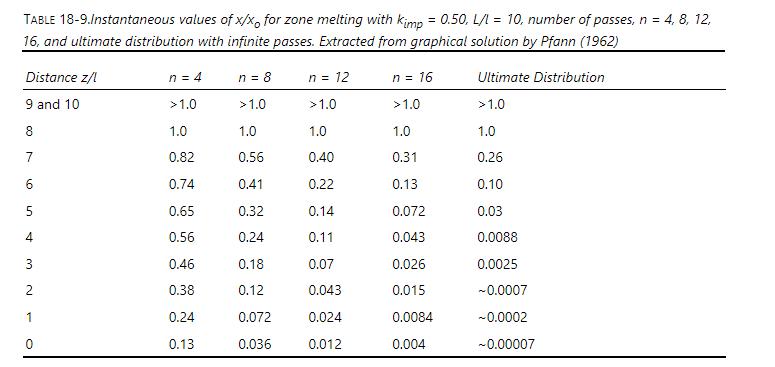
We wish to purify \(99.78 \mathrm{wt} \%\) anthracene to \(\mathrm{x}_{\text {anthracene,avg }}=99.99^{+} \mathrm{wt} \%\) by zone melting. The only impurity is fluorene. Determine the smallest number of passes that will give the desired average mass fraction anthracene or higher if \(\mathrm{L} /
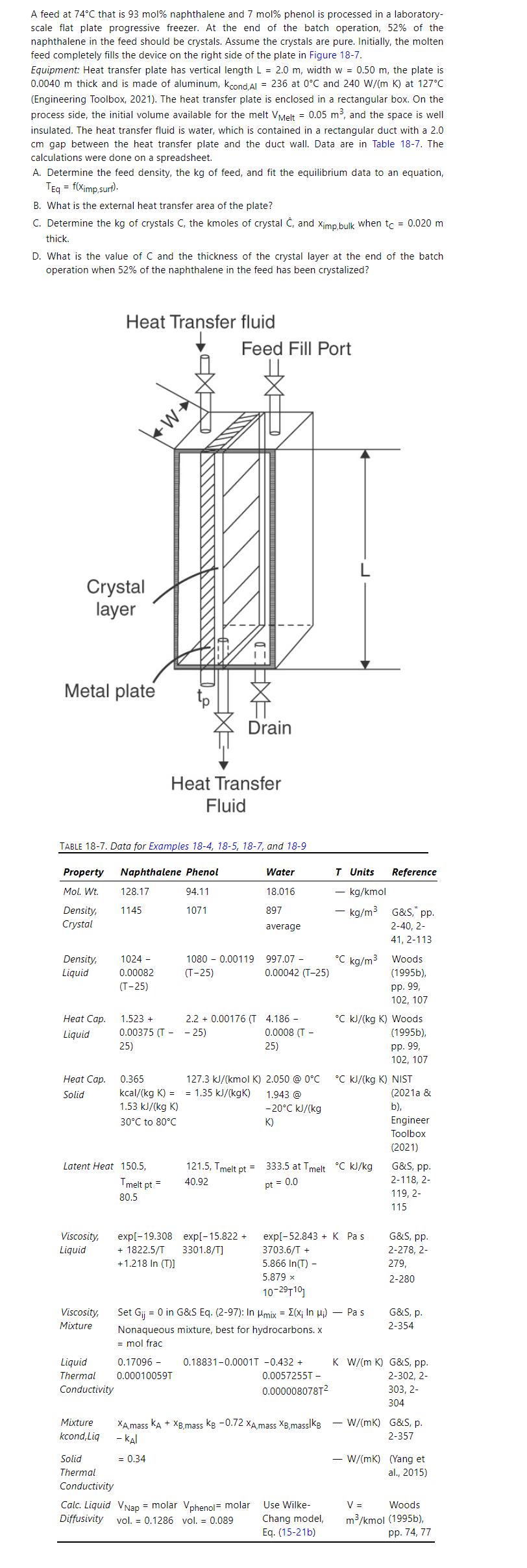
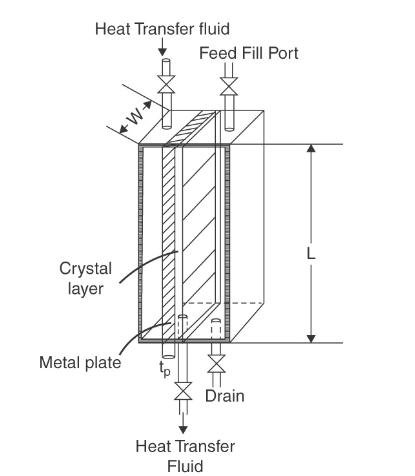
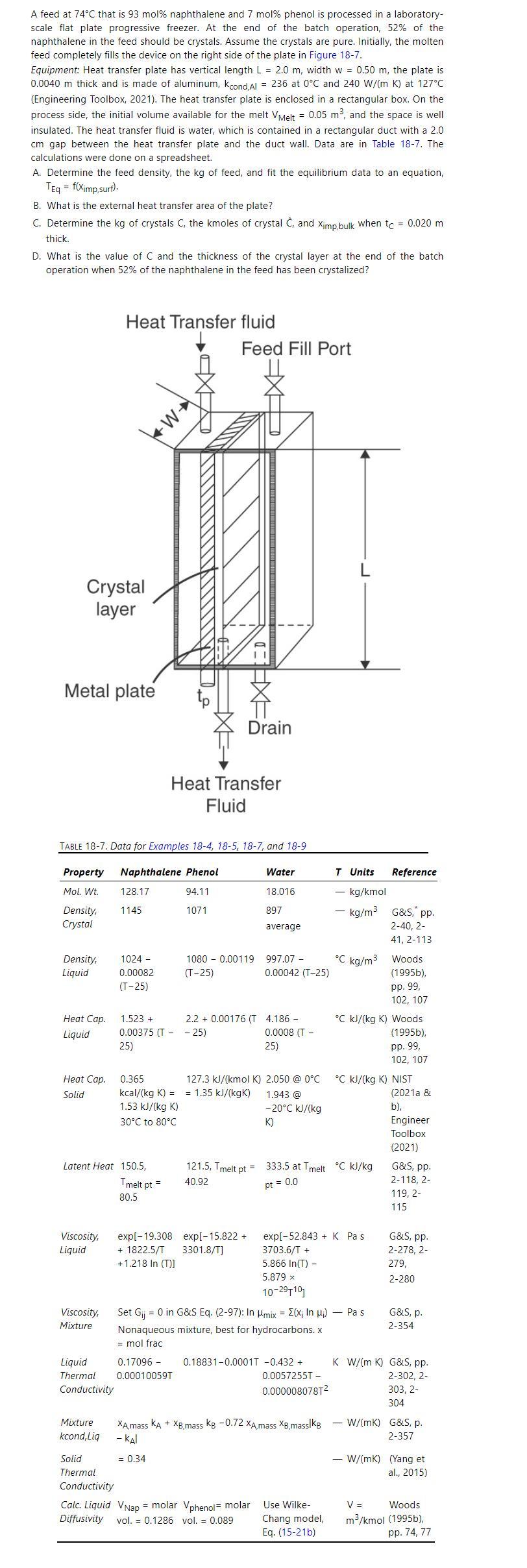
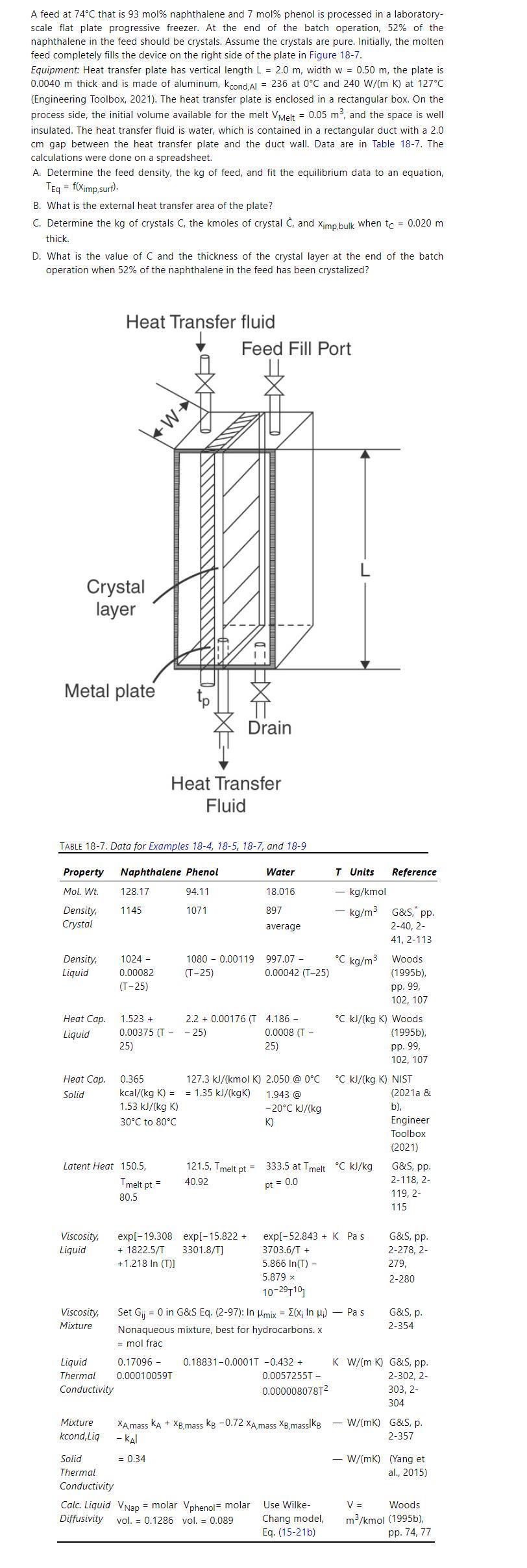
Do the heat transfer calculation for a clean heat exchanger \(\left(t_{C}=0\right.\) and no crystal formation) in a natural convection progressive freezing device (see Figure 18-7) with the same dimensions as in Example 18-4. However, the temperatures are different. The temperature difference is
The size of the shell on the feed side of the flat plate static heat exchanger in Figure 18-7 controls the volume of feed, which sets the amount of feed. For the same recovery of product, the thickness of the crystal layer will be reduced if the shell size (and hence shell volume) are reduced. Of
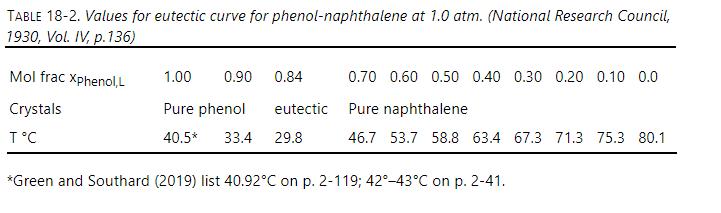
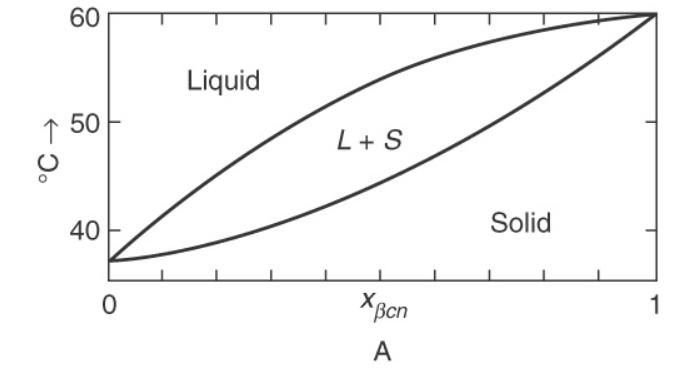
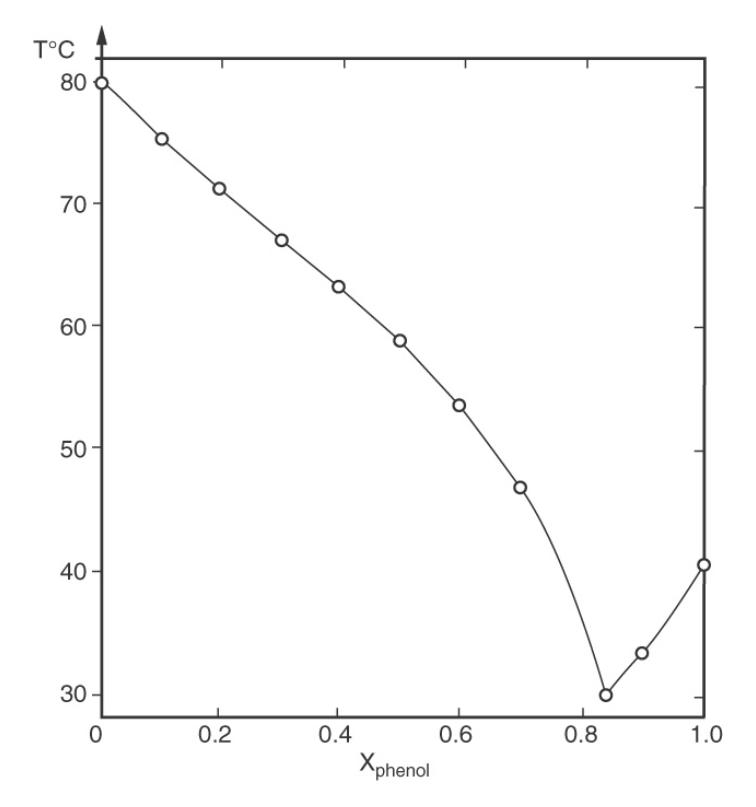
Challenging! When feed concentration of naphthalene in the naphthalene-phenol separation is closer to the eutectic concentration than in Example 18-5 and recovery is high, the run can become interesting because the surface concentration can approach, equal, or pass (in the program, but not in
Membrane systems are rate processes, and flash distillation is an equilibrium process. Explain why solution methods are so similar for well-mixed membrane separators and flash distillation.
How would you use the crossflow spreadsheet program in this chapter's appendix as a simulator instead of as a design program?
For multicomponent GP in perfectly mixed systems, use of \(\Sigma \mathrm{y}_{\mathrm{r}, \mathrm{i}}=1.0\) or \(\Sigma \mathrm{y}_{\mathrm{p}, \mathrm{i}}=1.0\) may lead to incorrect solution, but use of Rachford-Rice-type format \(\Sigma \mathrm{y}_{\mathrm{r}, \mathrm{i}}-\Sigma
Physically, in GP, why does the highest value of \(y_{p}\) occur when the operating line is vertical \(\left(-F_{r} / F_{p}=\infty\right.\), which means \(\left.\mathrm{F}_{\mathrm{p}} \approx 0\right)\) ?
In large membrane systems, it is common to have membrane cascades with membranes arranged both in parallel and in series. What are advantages of this arrangement? The arrangements after the first set of membranes in series usually have fewer membranes in parallel. This has been called a
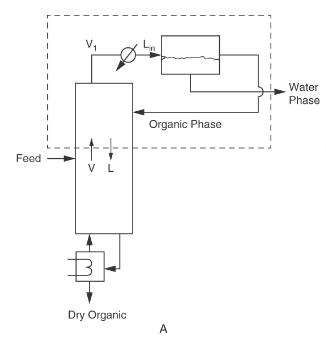
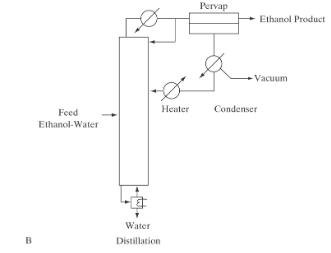
Compare the decanter-distillation hybrid system in Figure 8-3A to the pervap-distillation hybrid system in Figure 19-16B. Why is one of the products from the decanter used as column reflux but one of the products from the pervaporation system is used as a second feed to the column?Figure 8-3AFigure
In Example 19-3, why is it better to guess \(\theta\) instead of \(F_{p}\) ?Example 19-3 A perfectly mixed GP unit is separating a mixture that is 20.0 mol% carbon dioxide, 5.0 mol% oxygen, and 75.0 mol% nitrogen using a poly(dimethylsiloxane) membrane at 25.0C. Feed flow rate Fin = 20,000 cm
Someone attached the feed line to the permeate outlet fitting on the hollow fiber RO unit. The permeate product line was attached to the feed fitting. If salty feed water at 50.0 bar is sent to the unit while connected this way, what is likely to happen?
Distillation and membrane separators can be combined as hybrid systems in a number of ways. Brainstorm as many methods as you can.
Devise schemes that will increase UF separation of intermediate molecular weight polypeptide from a low molecular weight compound if retention of intermediate molecular weight polypeptide is initially too low.
UF and MF feed-and-bleed systems are often operated batch instead of continuous. Sketch how you would do this operation.
For an RO system in which osmotic pressure is a linear function of weight fraction of solute, \(\pi=a^{\prime} x\), show that at the same values of \(\mathrm{x}_{\mathrm{p}}\), the relationship between \(\mathrm{R}, \mathrm{R}^{\mathrm{o}}\), and \(\mathrm{M}\) is\[
Solve Eq. (19-19a) for \(x_{p}\) as a function of \(x_{r}\). Xp[xp('a'-1)+' (PP)+1] M1+(a'a'-1)x, (19-19a)
Derive Eq. (19-32a) from shell balances. You should obtain a second-order equation. Do a first integration, and apply boundary condition \(\mathrm{R}=1.0\) at \(\mathrm{z}=0\). (J'solv Psolv)x+D dx 0 dz (19-32a)
Derive Eq. (19-11e). Yin,i (19-11e) 1+(KM.i-1)0
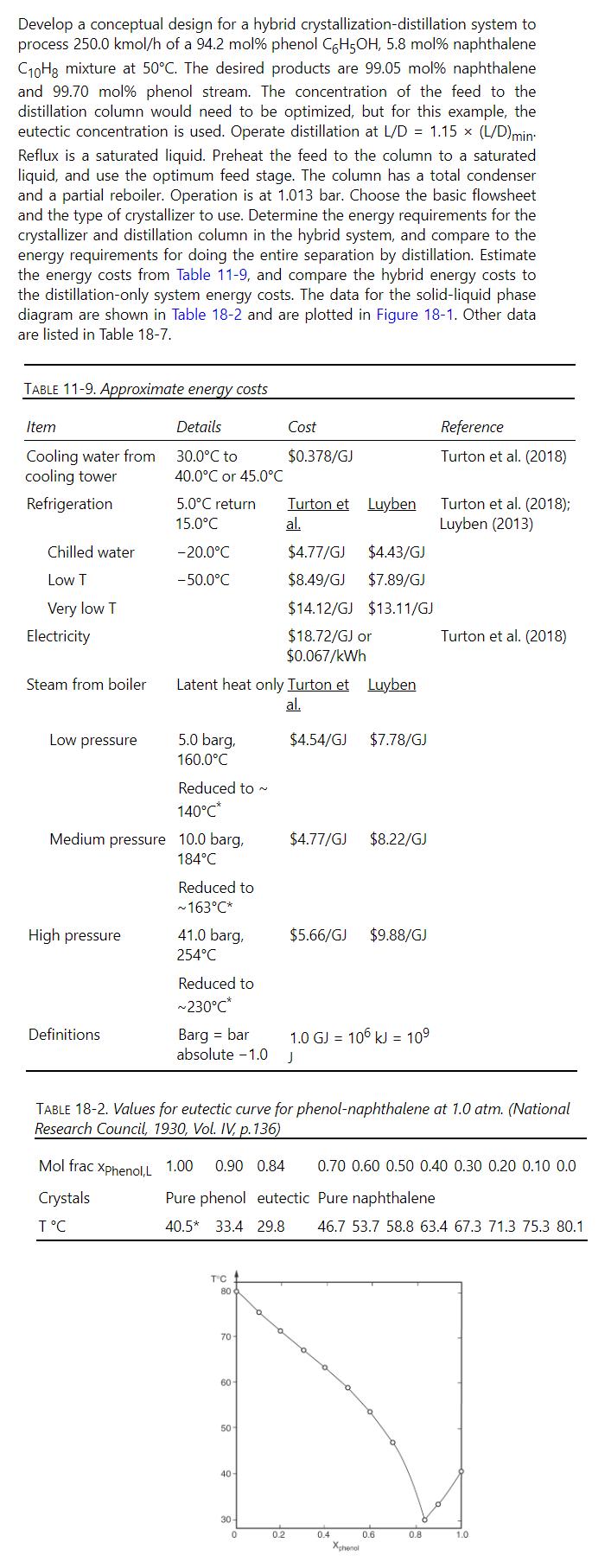
The best single source for phase diagrams remains the National Research Council's 1930 International Critical Tables of Numerical Data, Physics, Chemistry and Technology. Why are there fewer publications on phase equilibria currently than there were in the 1920s?
Growth columns are not MSMPR crystallizers. Which MSMPR assumptions are not met by growth columns?
Your manager wants you to purify \(10,000.0 \mathrm{~kg} / \mathrm{h}\) of tin by zone melting at the very fast velocity of \(0.50 \mathrm{~m} / \mathrm{h}\). Each zone melting line will have enough heaters in the line to achieve the required purity in one pass of the ingot through the line. If
Delineate the differences between crystallization from solution and melt crystallization.
Visit https://www.sulzer.com/en/products/separation-technology/crystallization and study the presentations on static, falling-film, and suspension crystallization. Write a short report on what additional information you would like to have to make a preliminary decision on the most appropriate
Arctic explorers learned from indigenous natives that year-old ice, which had gone through a partial melting cycle during the Arctic summer, produced drinkable water when melted but fresh ice did not. The improved purification resulted from sweating and drainage. You can explore sweating and
The distribution coefficient of manganese in aluminum is \(\mathrm{k}=1.0\). Dream up possible methods to purify aluminum that contains Mn impurity.
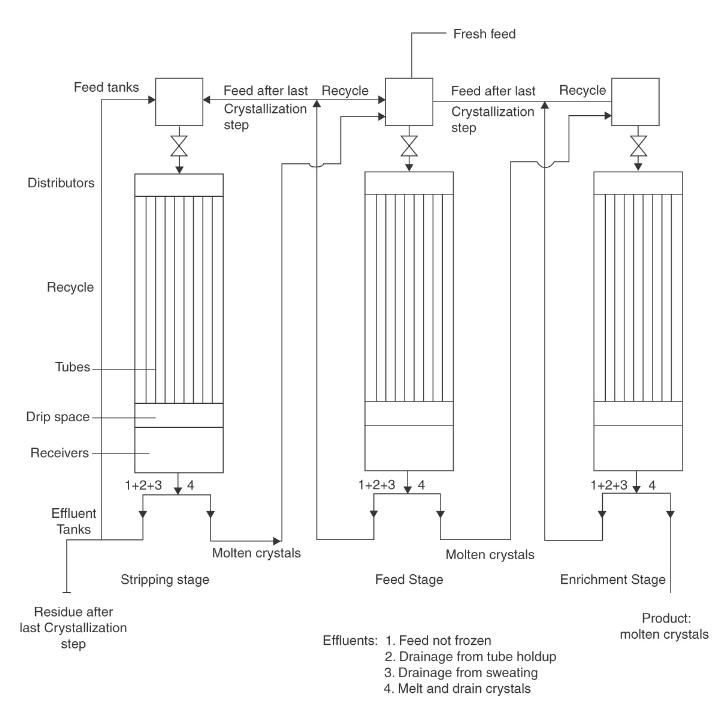
Design a distribution manifold to do the necessary switching of lines for Figure 18-8 if a single falling-film crystallizer is used. Fresh feed Feed tanks Feed after last Recycle Crystallization Feed after last Recycle Crystallization step step Distributors Recycle Tubes Drip space- Receivers 1+2+3
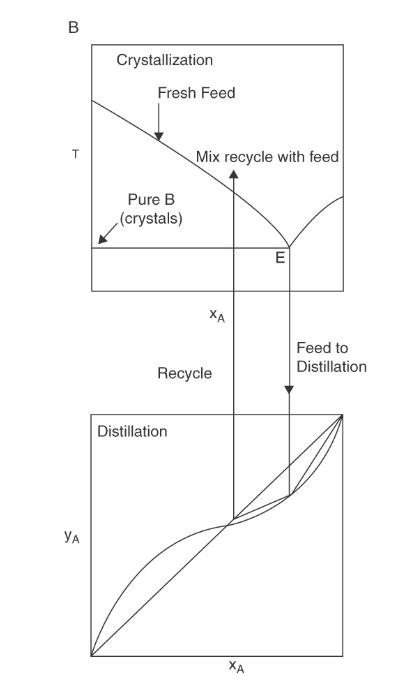
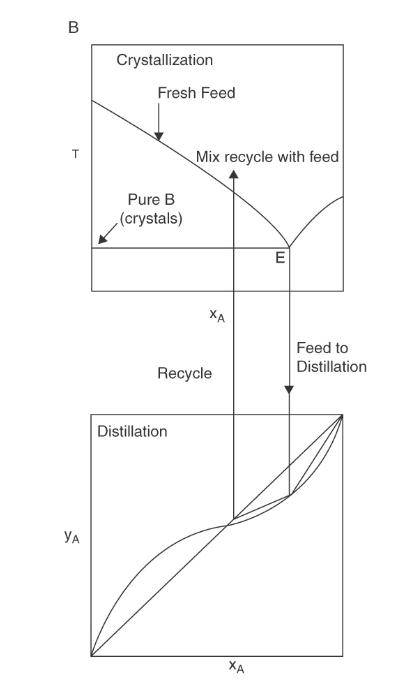
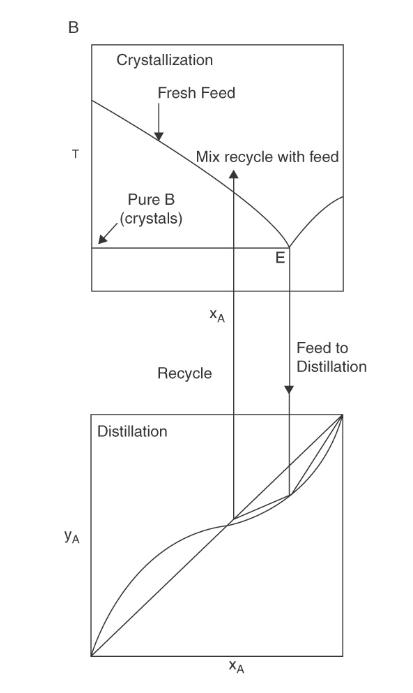
Figure 18-13B indicates that the distillate from the distillation column, which is the recycle stream to the crystallizer, is mixed with the fresh feed. Because mixing is the opposite of separation, we often avoid it. What alternatives are possible for the following situations:a. For the feed
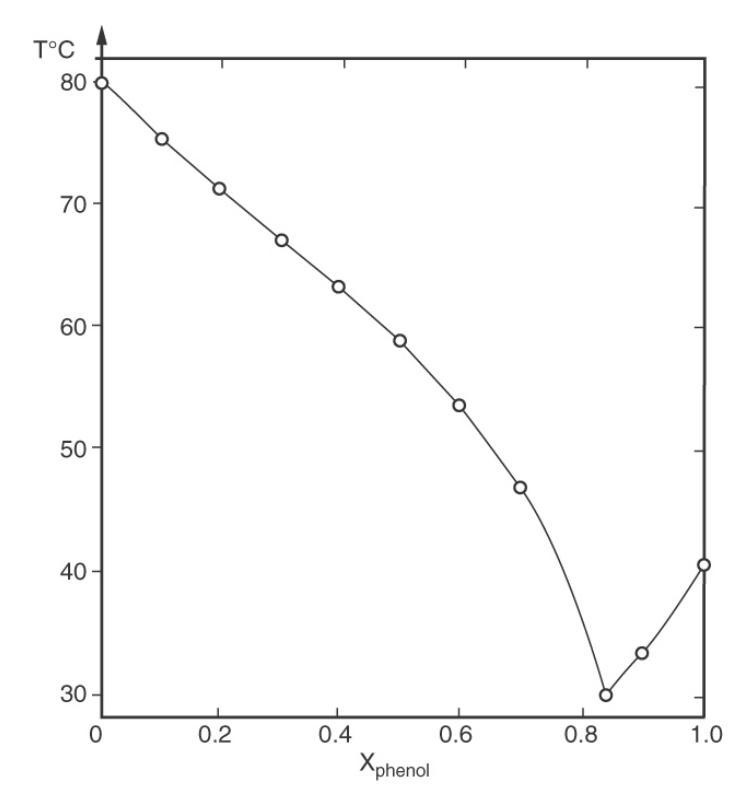
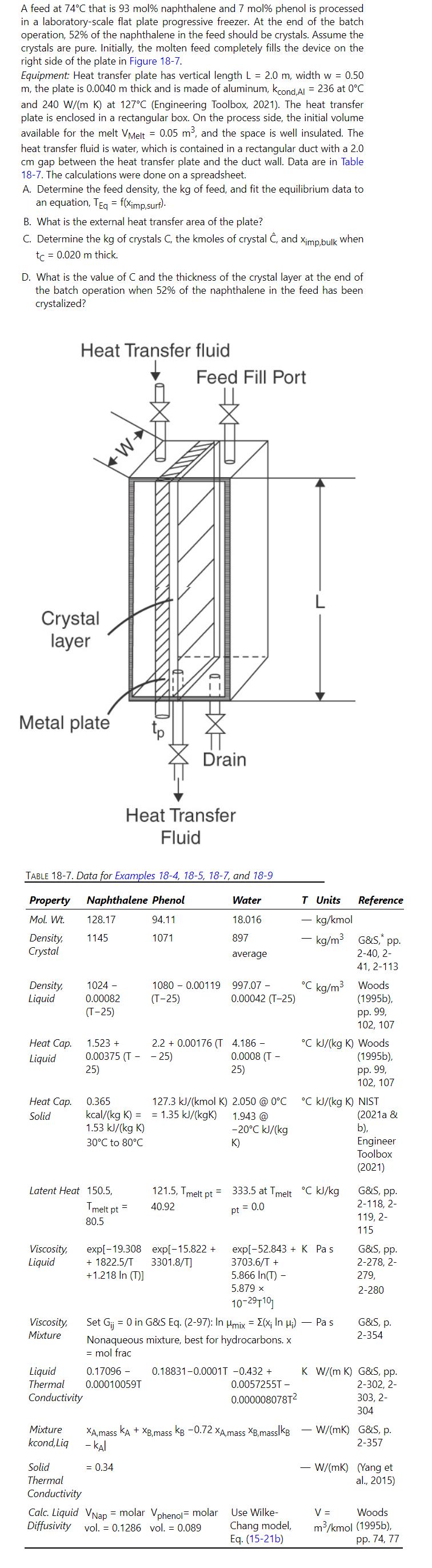
Show the steps required to go from Eq. (18-26a) to Eq. (18-26c). dQ= 1 WL (TC-Tmelt) dt tp tc 1 =U(WL) (TC-Tmelt) dt (18-26a, b) + + hHTF Kmetal kc hNC 1 1 1 UhHTF cond. Al tp 1 1 Kcond.C hNC tc (18-26c)
For a static crystallizer, start with Eq. (18-33i) and derive the formula for the general case of determining the thickness \(\mathrm{t}_{\mathrm{C}, 2}\) at time \(\mathrm{t}_{2}\) when the starting conditions were \(\mathrm{t}_{\mathrm{C}, 1}\) at time \(\mathrm{t}_{1}\). 102 S Const1+ tc 12
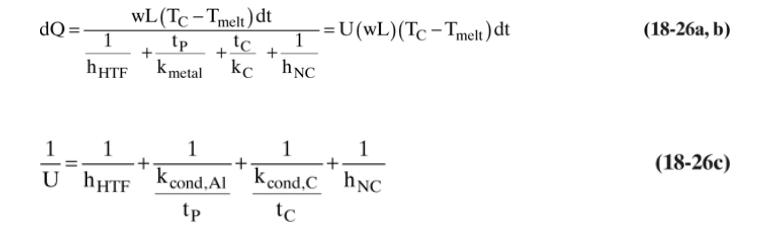
A mixture of \(\beta\)-methylnaphthalene \(+\beta\)-chloronaphthalene \((\beta \mathrm{cn})\) at \(1.0 \mathrm{~atm}\) (Figure 17 \(8 \mathrm{~A})\) has liquid and solid in equilibrium at \(50^{\circ} \mathrm{C}\).Figure (17-8A)a. What are the mole fractions \(\left(\mathrm{x}
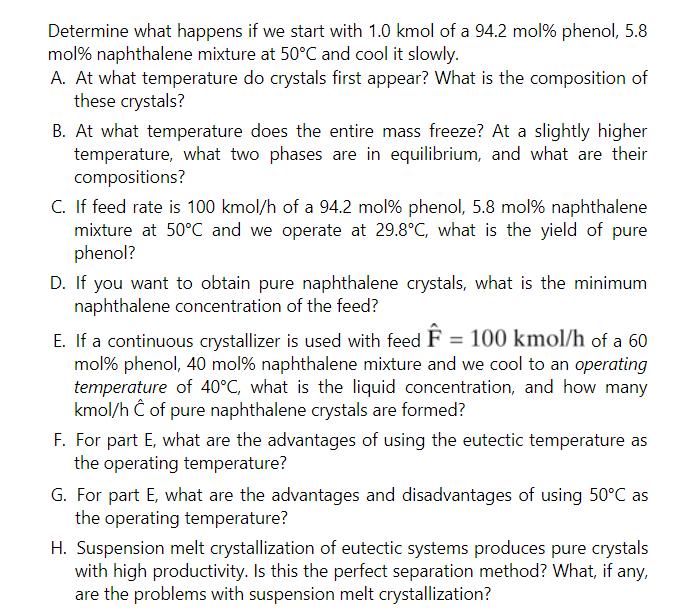
We have \(15.0 \mathrm{kmol}\) mixture that is \(60 \mathrm{~mol} \%\) naphthalene and \(40 \mathrm{~mol} \%\) phenol at \(100^{\circ} \mathrm{C}\). Data are in Figure 18-1.a. When it is slowly cooled, at what temperature do crystals first appear?b. If the mixture is cooled to \(40^{\circ}
\(100 \mathrm{kmol} / \mathrm{h}\) of an \(8 \mathrm{~mol} \%\) naphthalene \(-92 \mathrm{~mol} \%\) phenol mixture at \(40^{\circ} \mathrm{C}\) is fed to a continuous crystallizer. The crystallizer operates at \(33^{\circ} \mathrm{C}\). Data are in Figure 18-1.a. What is the purity of crystals?b.
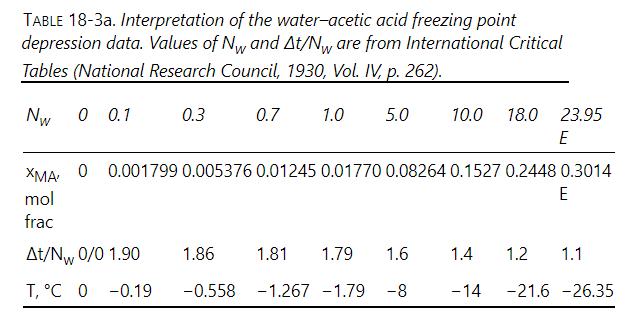
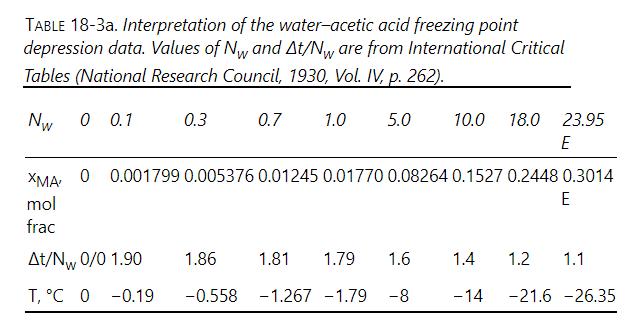
The activity coefficients \(\gamma_{\mathrm{A}}\) and \(\gamma_{\mathrm{W}}\) for the solid-liquid phase equilibrium of acetic acid and water and the Margules constants A and B are determined in Example 18-2b. Use these data to predict the acetic acid mole fractions at every temperature listed in
You have successful laboratory results for suspension melt crystallization with an SSCC followed by a growth vessel and a wash column. For a pilot plant, you want to increase the feed flow rate by a factor of 100 while keeping the new and old growth vessels geometrically similar. Design to keep the
Determine what happens if we start with \(100.0 \mathrm{kmol}\) of a \(5.0 \mathrm{~mol} \%\) acetic acid, 95.0 \(\mathrm{mol} \%\) water mixture at \(5^{\circ} \mathrm{C}\) and cool it slowly. Data are in Table 18-3.a. At what temperature do crystals first appear? What is the composition of these
Determine the thermal \(\delta_{\mathrm{T}}\) and mass \(\delta_{\mathrm{M}}\) boundary layer thicknesses for Example \(18-5\) at \(\mathrm{T}_{\text {avg }}=69.2^{\circ} \mathrm{C}\).Example 18-5Example 18-4 Continue Example 18-4 for crystallization of naphthalene. Example 18-5 will probably be a
Determine the effects of entrainment for Example 18-1, Part C, for the following:Example 18-1a. Melt of eutectic composition replaced with feed,, \(\mathrm{e}_{\mathrm{v}} \approx 0.30\).b. Operating temperature is \(33.4^{\circ} \mathrm{C}\) and melt is \(10.0 \mathrm{~mol} \%\) naphthalene,
Woods (1995b) provides different heat capacity and latent heat equations for phenol and naphthalene with different temperature ranges. Note that these are predicted values regardless of the existence of the compound as a liquid at \(25^{\circ} \mathrm{C}\).Liquid heat capacities with
We wish to purify \(99.81 \mathrm{wt} \%\) anthracene to \(99.96 \mathrm{wt} \%\). The only impurity is fluorene. Assume equilibrium operation.a. Will one pass in a zone refiner with \(\mathrm{L} / l=10, \mathrm{~L}=0.2 \mathrm{~m}\), and \(\mathrm{z}_{\text {cut }}\) at \(0.75 \mathrm{~L}\) do the
a. In Table \(18-8\), the column labeled \(\Delta \mathrm{G} / \Delta \mathrm{t}\), which is a measure of the acceleration of G, was calculated from a larger spreadsheet table with values spaced at \(2 \%\) from \(0 \%\) to \(100 \%\) of \(\% \mathrm{t}_{\mathrm{C}, \text { max }}\). Create this
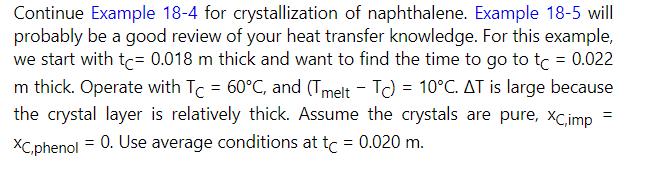
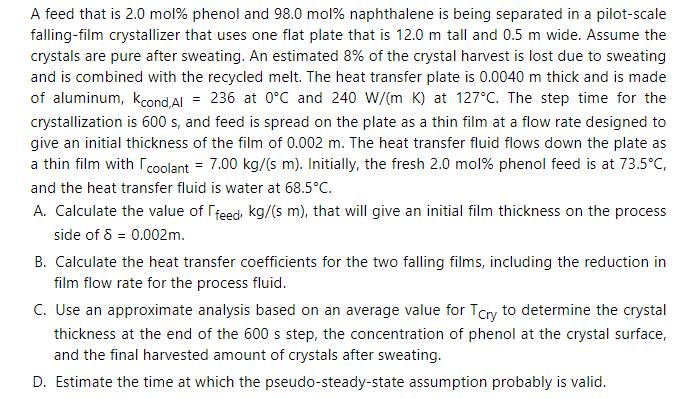
Using the integration results in Example 18-7 as a base, predict the change in crystal thickness if additional feed is added for 300 more seconds to the falling-film system after a layer of crystal \(0.0034 \mathrm{~m}\) thick is attached to the heat exchanger surface.Example 18-7 A feed that is
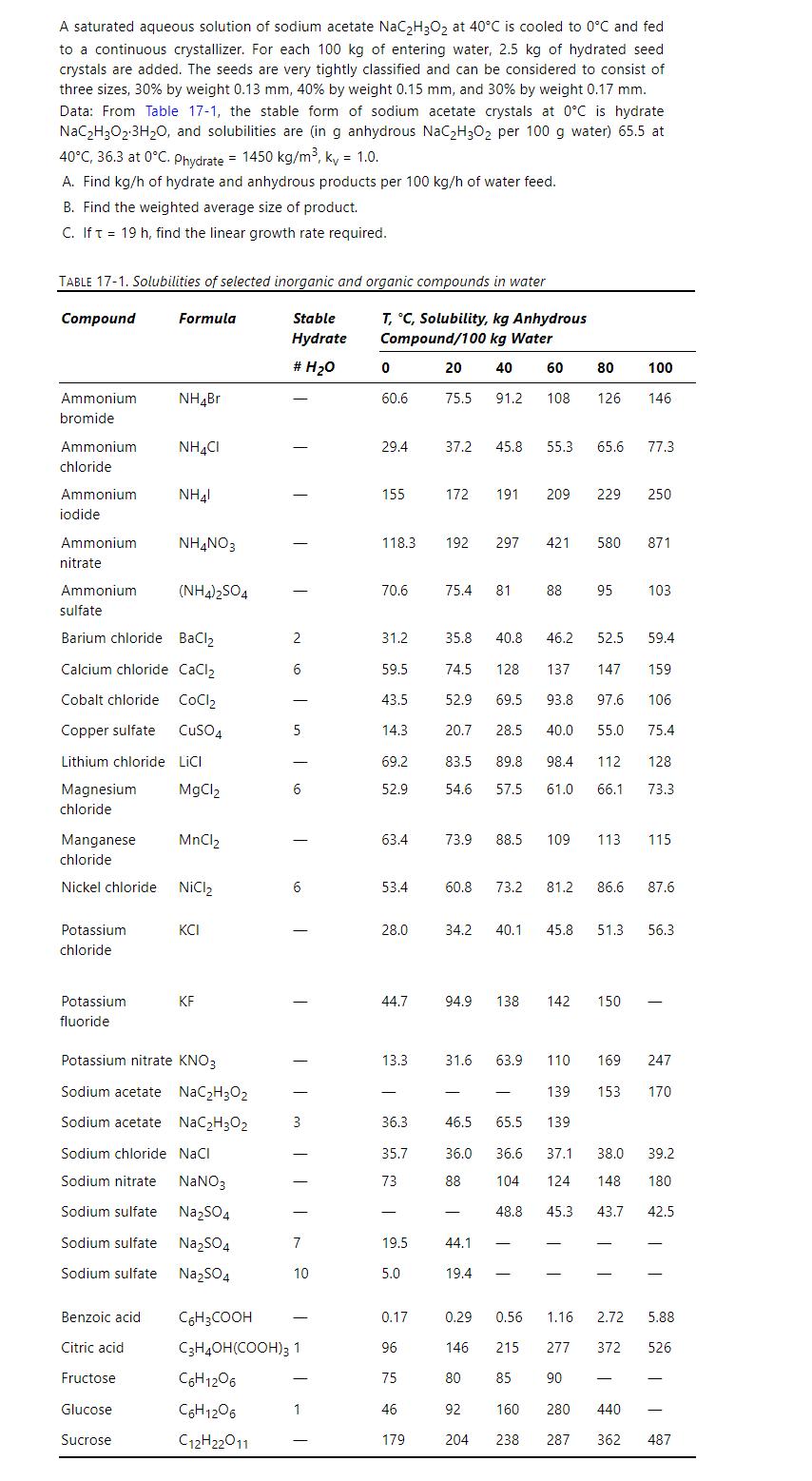
A saturated aqueous solution of \(\mathrm{CuSO}_{4}\) at \(60^{\circ} \mathrm{C}\) is cooled in a cooling crystallizer (no loss of water) to \(0^{\circ} \mathrm{C}\). The product crystals are hydrate \(\mathrm{CuSO}_{4} \cdot 5 \mathrm{H}_{2} \mathrm{O}\). If we start with \(1000 \mathrm{~kg}\) of
Your technician is doing a steady-state evaporative crystallization of nickel chloride. The inlet water flow rate is \(100 \mathrm{~kg} / \mathrm{h}\). The feed is a saturated liquid at \(100^{\circ} \mathrm{C}\) and the evaporative crystallizer also operates at \(100^{\circ} \mathrm{C}\). The
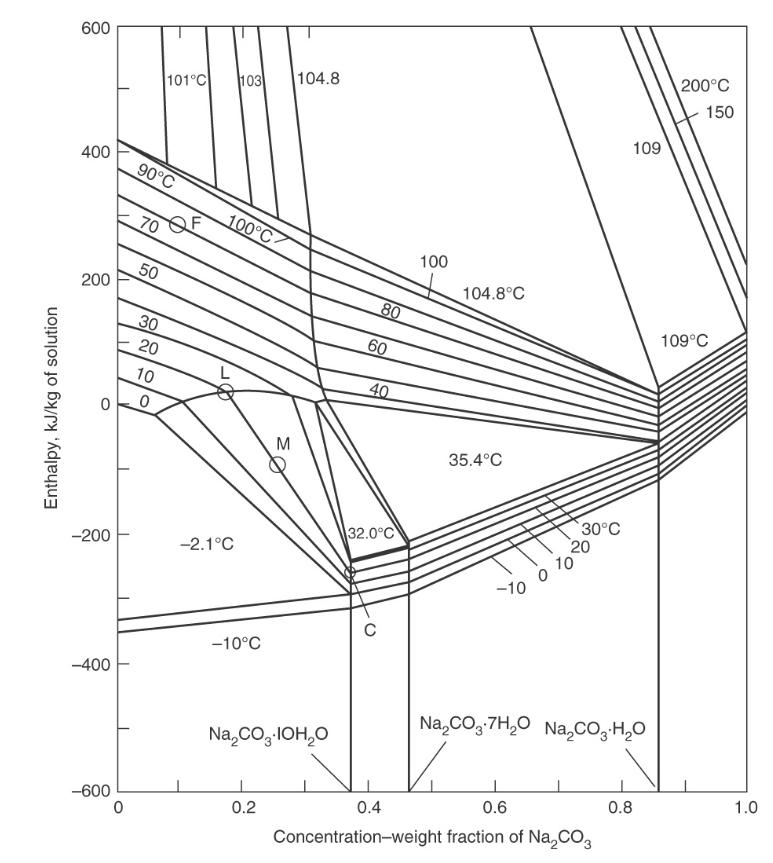
\(1000 \mathrm{~kg} / \mathrm{h}\) of an aqueous feed that is \(20 \mathrm{wt} \% \mathrm{Na}_{2} \mathrm{CO}_{3}\) at \(80^{\circ} \mathrm{C}\) is fed to a vacuum crystallizer operating at \(0^{\circ} \mathrm{C}\). To concentrate feed and control the crystal product, \(350 \mathrm{~kg} /
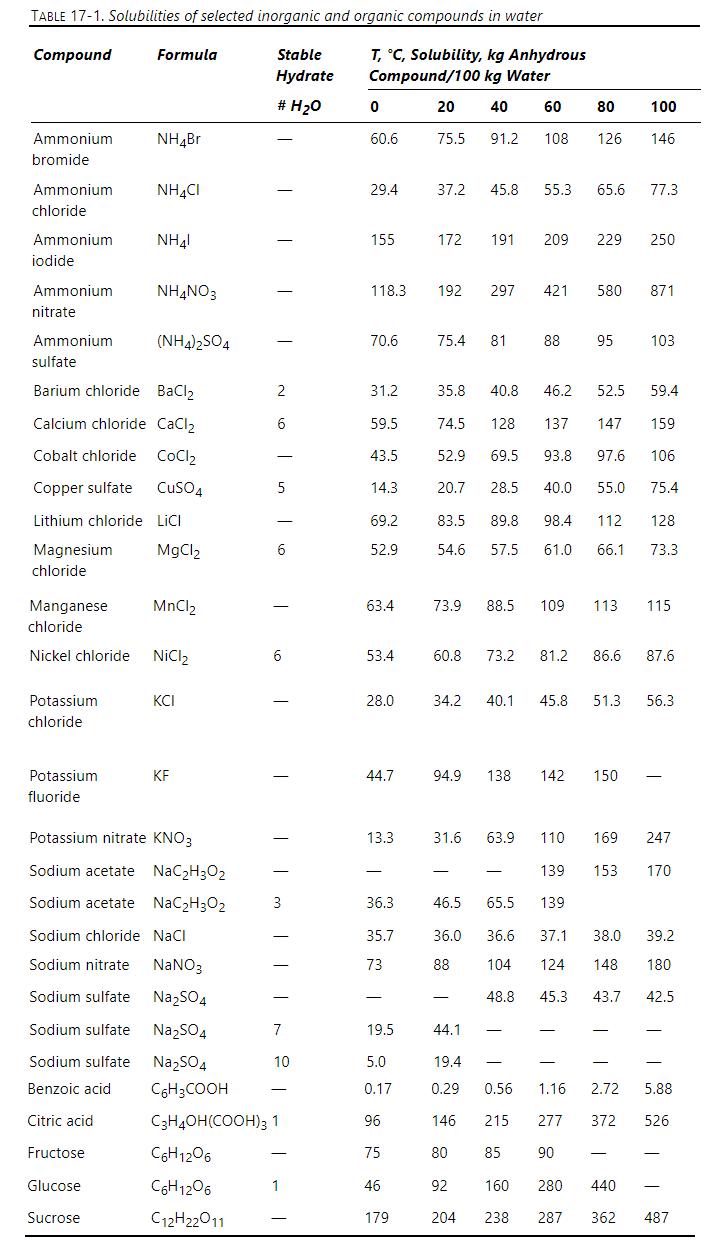
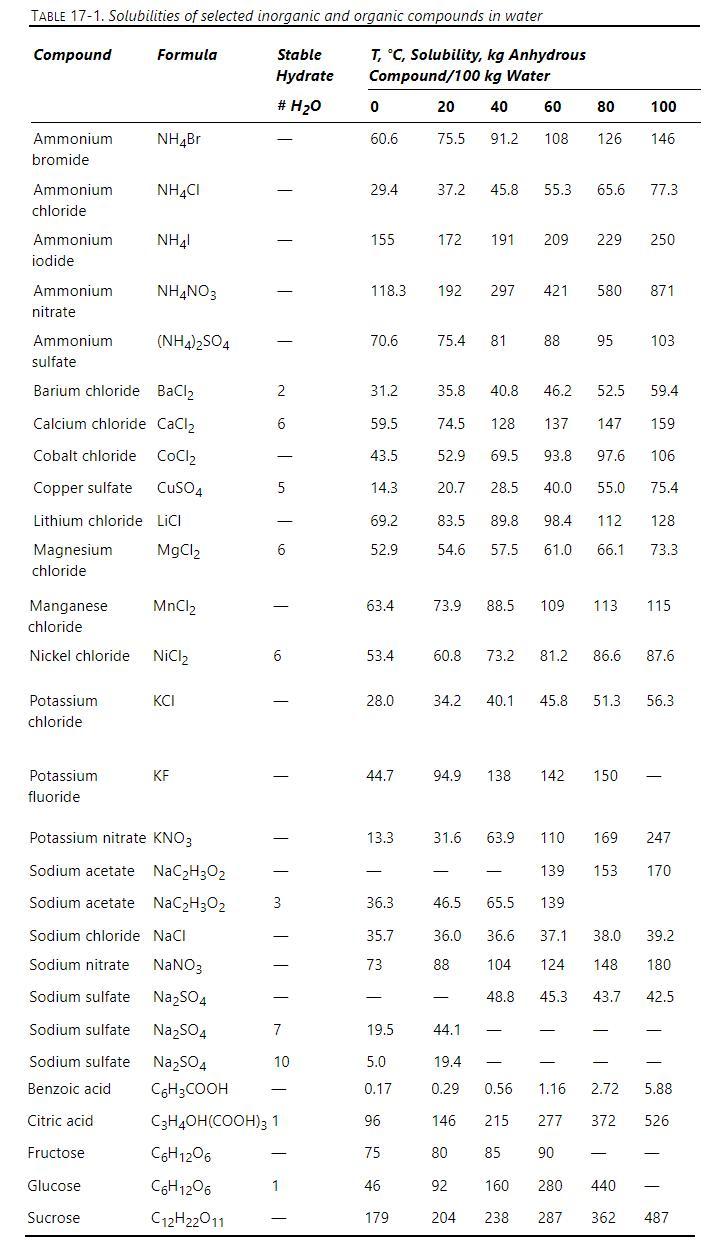
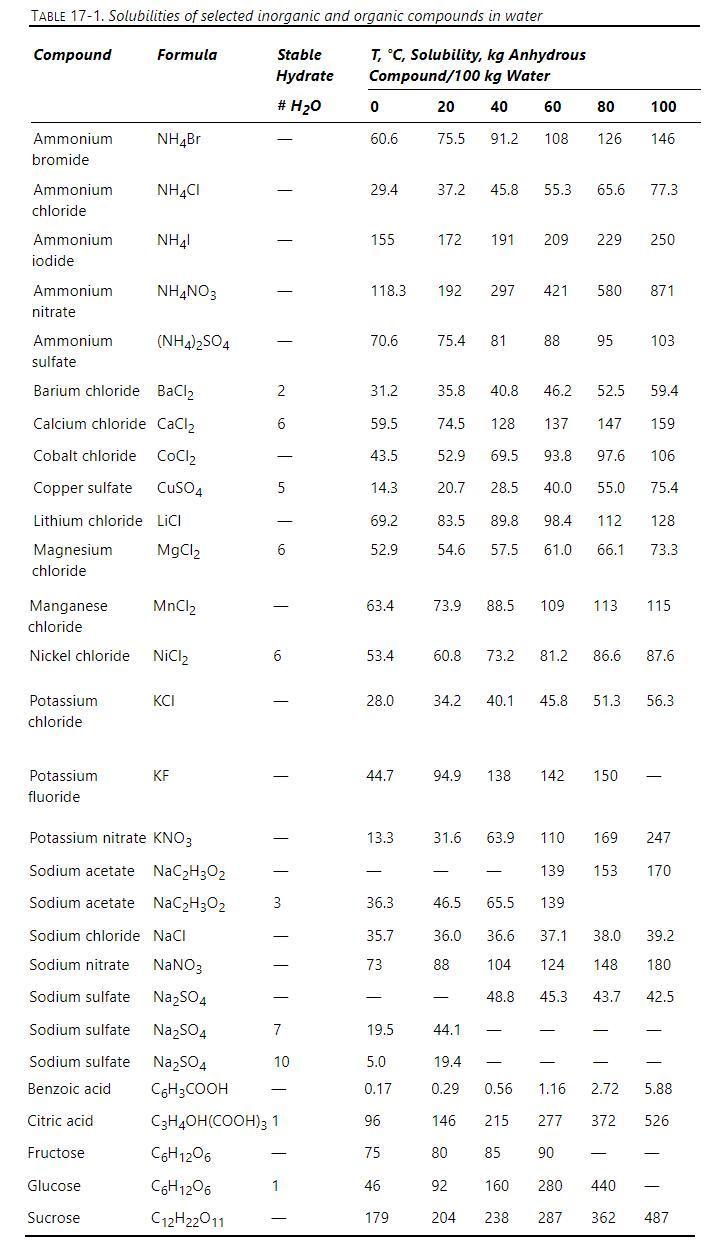
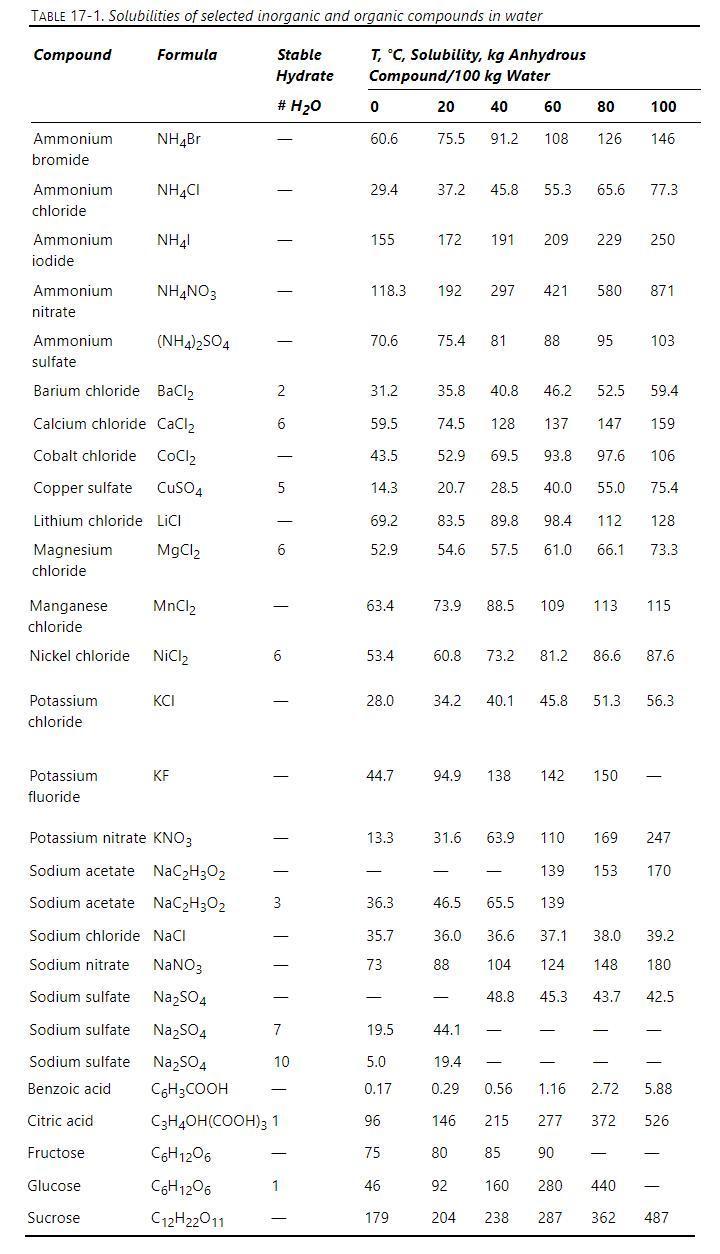
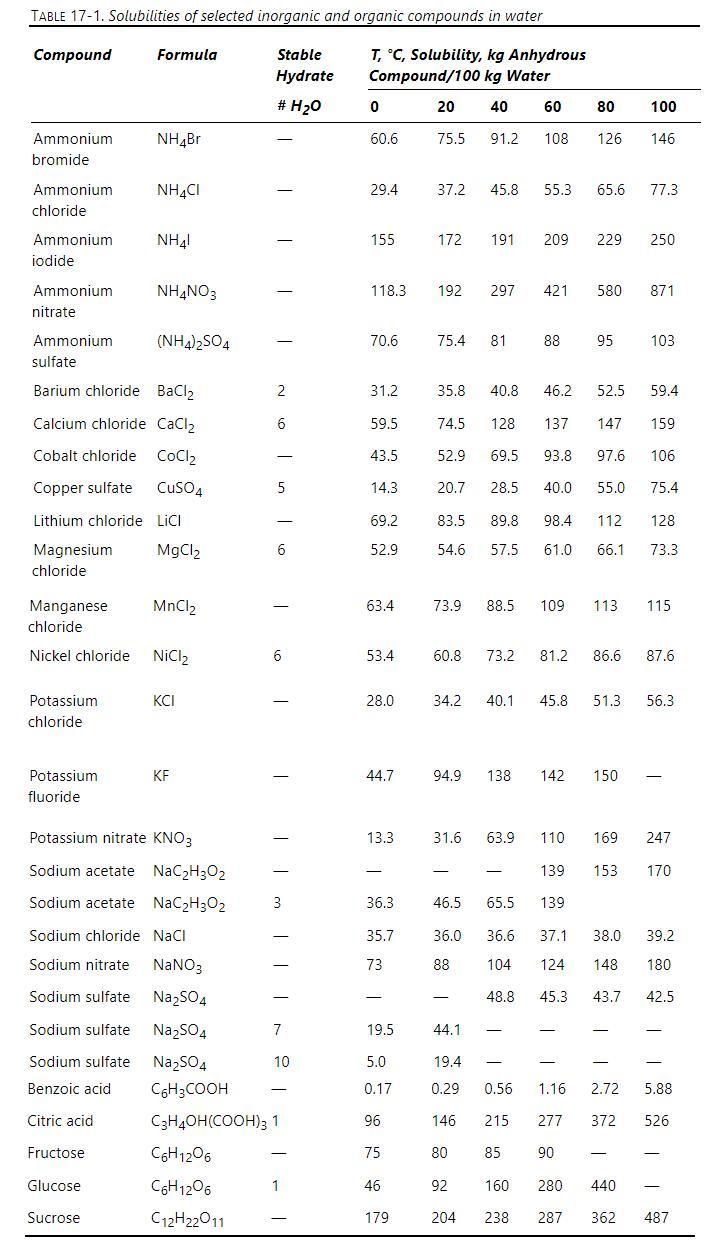
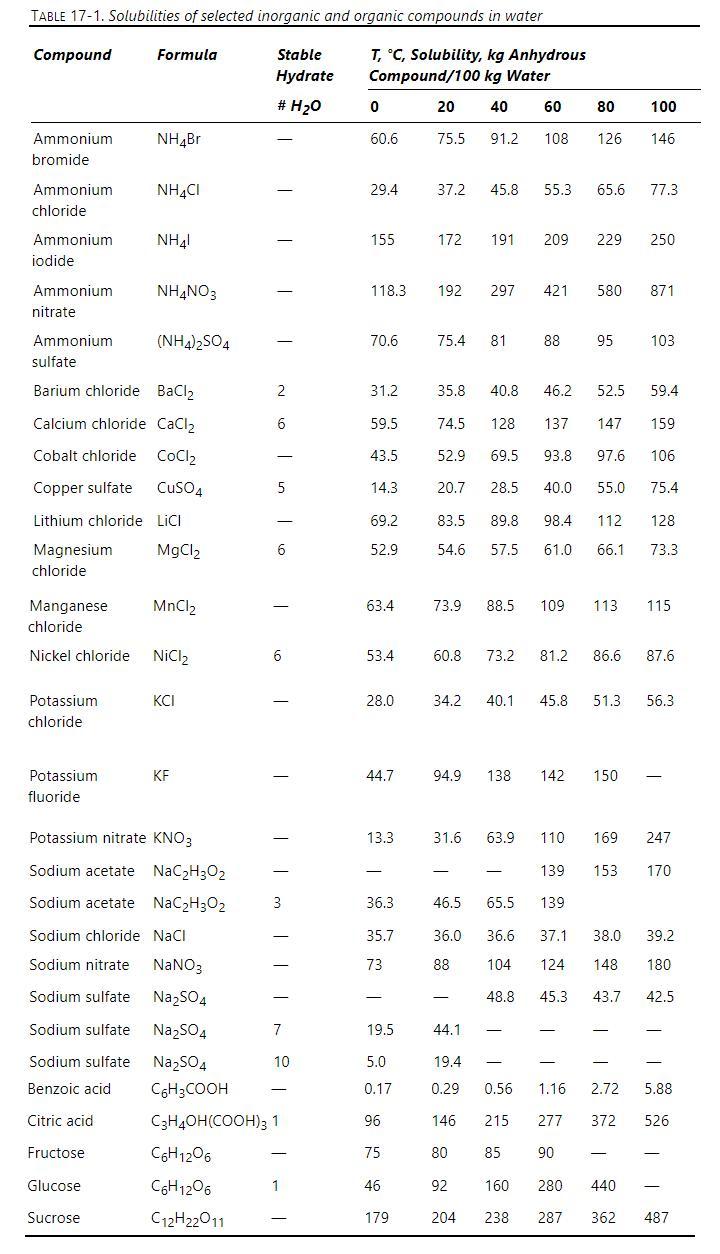
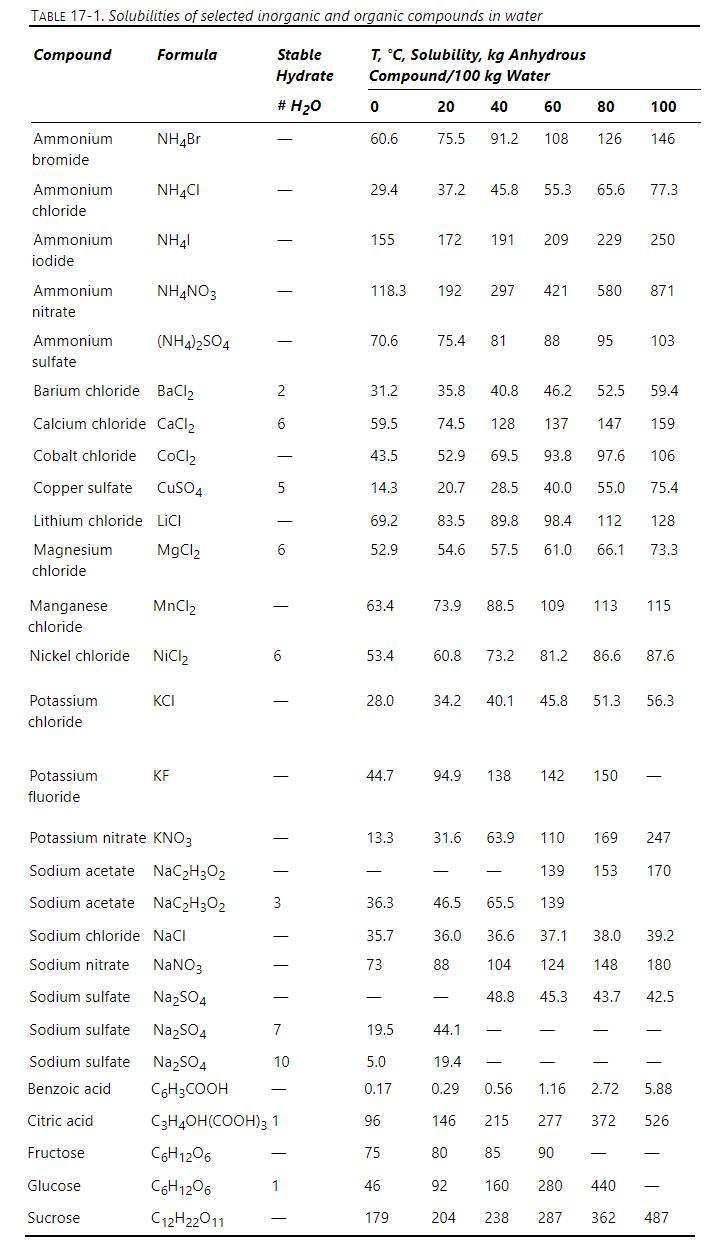
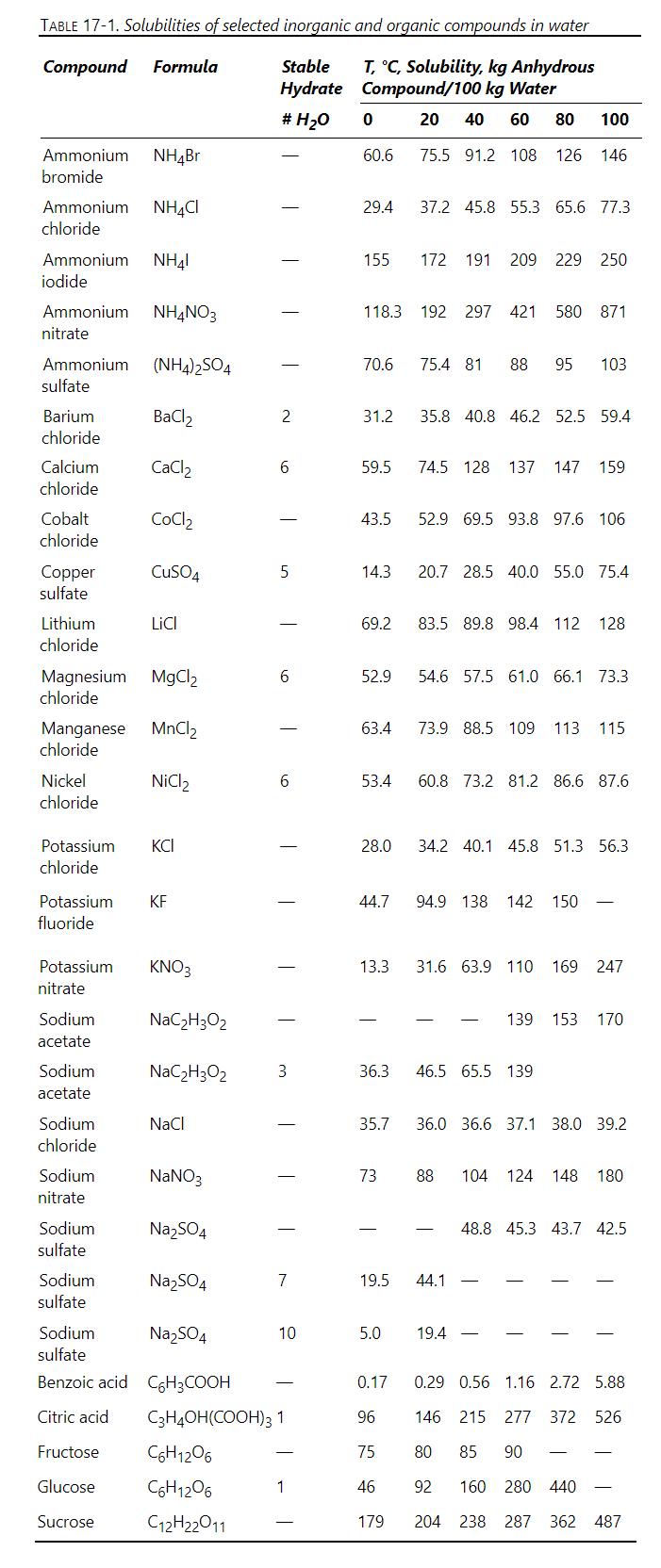
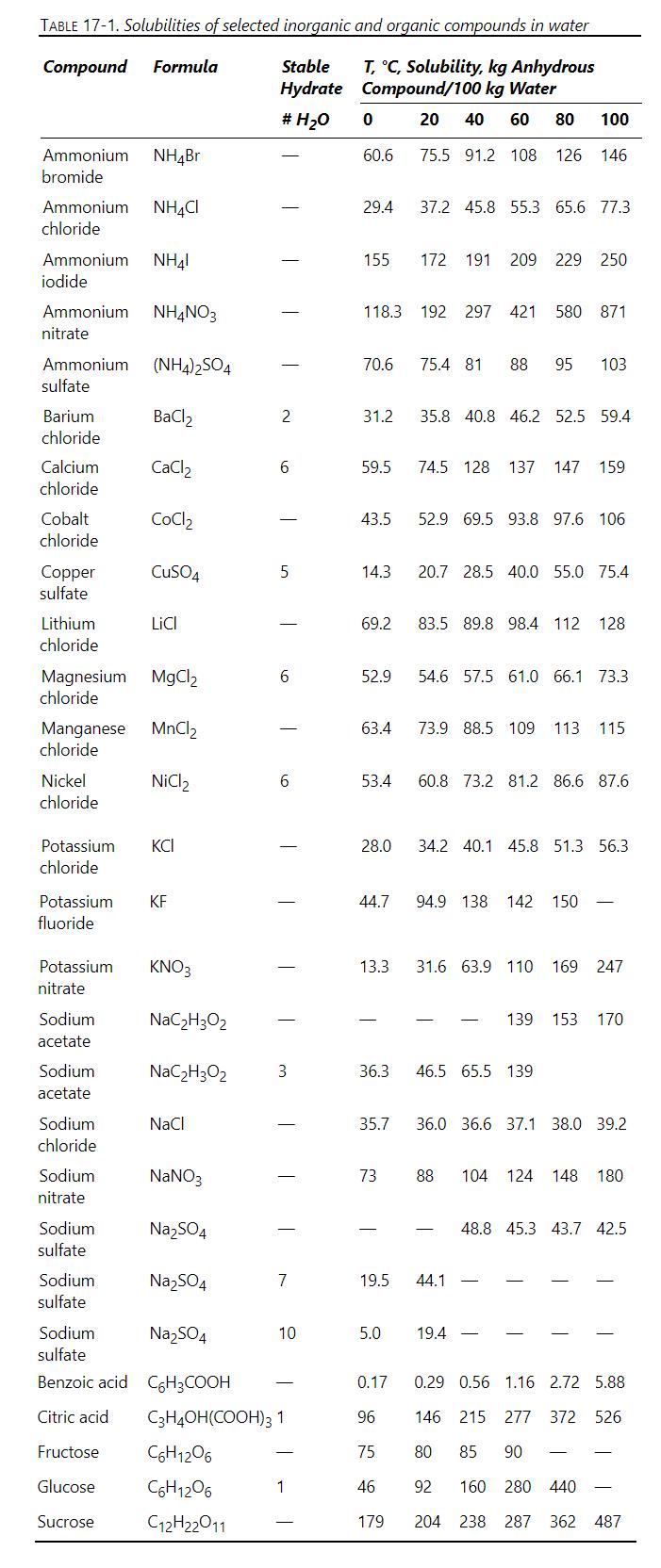
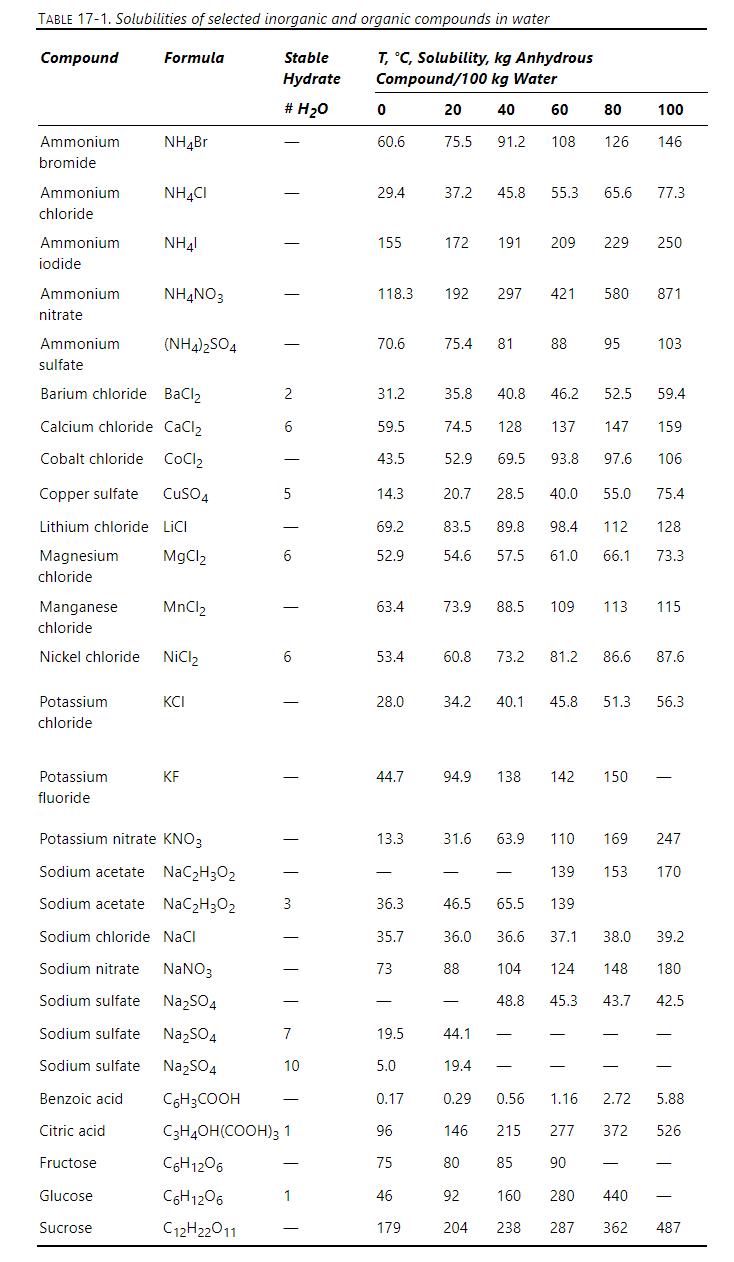
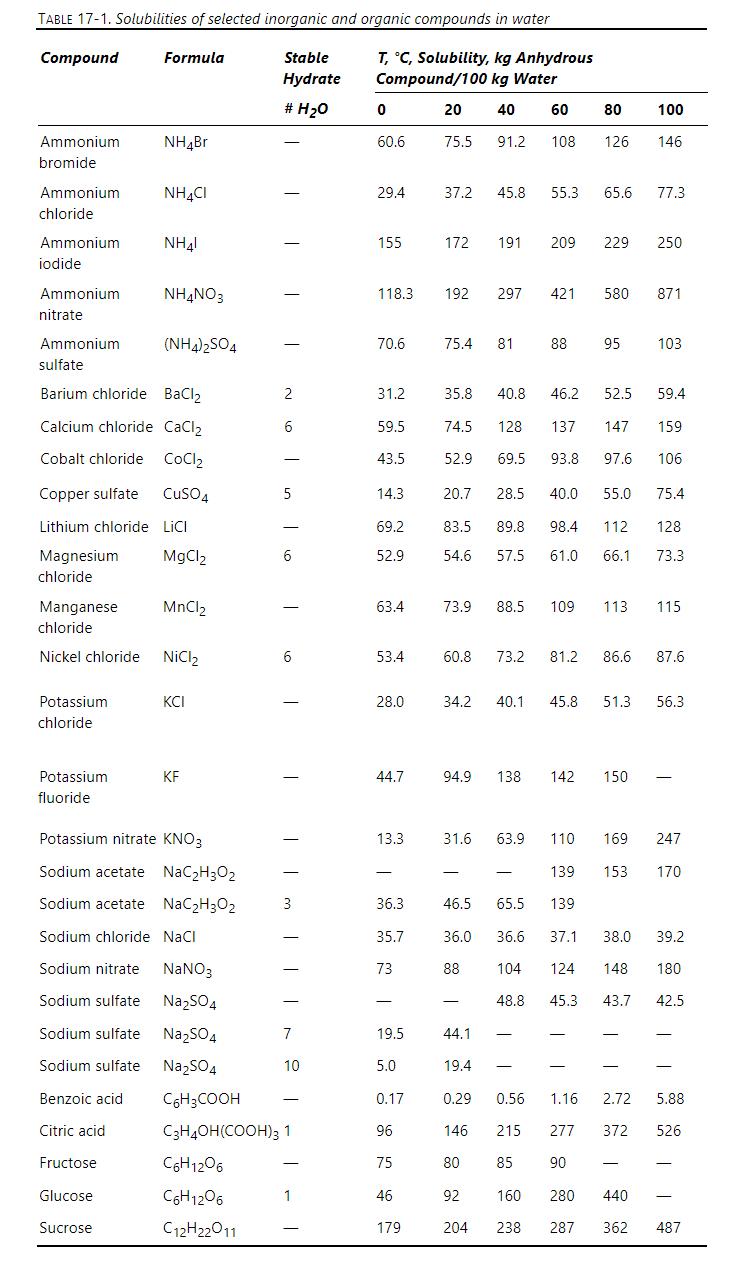
Nickel chloride solubility data are given in Table \(17-1\). We start with \(100 \mathrm{~kg}\) of water saturated with \(\mathrm{NiCl}_{2}\) at \(100^{\circ} \mathrm{C}\) and cool to \(10^{\circ} \mathrm{C}\).a. What is the solubility of anhydrous \(\mathrm{NiCl}_{2}\) at \(100^{\circ}
Solve Example 17-15 Part E calculating the solution density by assuming that volumes add. Determine the error in the amount of crystals collected by comparing your answer to the answer determined with experimental density data. Data are in Figure 17-23.Example 17-15 100.0 L of saturated lovastatin
In crystallization of potassium chloride with a \(100^{\circ} \mathrm{C}\) feed and the crystallizer operating at \(20^{\circ} \mathrm{C}\), we obtain \(\mathrm{G}=4.0 \times 10^{-7} \mathrm{~m} / \mathrm{s}\). The crystallizer's volume is \(0.2 \mathrm{~m}^{3}\), and the feed rate is \(1000
Urea crystallization \(\left(\mathrm{k}_{\mathrm{v}}=1.0, \tau=5.9 \mathrm{~h}, ho_{\mathrm{c}}=1.33 \mathrm{~g}\right)\) ) resulted in the following partial sieve analysis (screen numbers in the second row are weight \(\%\) of the total amount of crystals collected on this screen).
A saturated feed of potassium chloride at \(100^{\circ} \mathrm{C}\) is fed to a cooling crystallizer operating at \(20^{\circ} \mathrm{C}\). We obtain \(\mathrm{G}=4.0 \times 10^{-7} \mathrm{~m} / \mathrm{s}\). Crystallizer volume is \(0.2 \mathrm{~m}^{3}\), and the feed rate is 1000 \(\mathrm{kg}
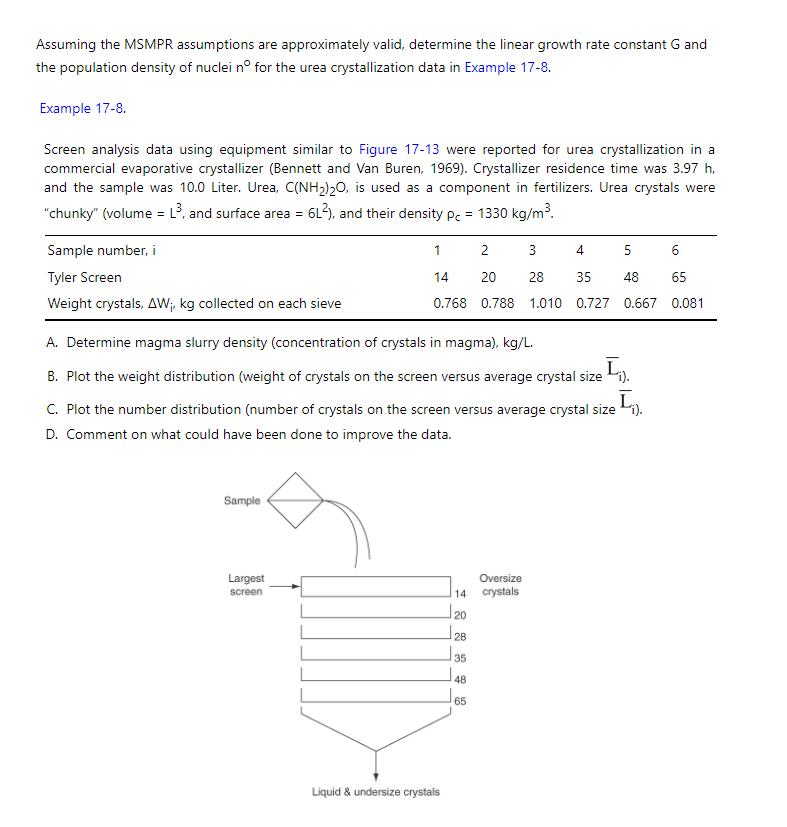
a. Discard the data point for the size 14 screen in Example 17-9, and find \(G\) and \(n^{\circ}\).Example 17-9b. Is the error larger for \(\mathrm{G}\) or for \(\mathrm{n}^{0}\) ? Why? Assuming the MSMPR assumptions are approximately valid, determine the linear growth rate constant G and the
\(1000 \mathrm{~kg}\) of a \(3.5 \mathrm{wt} \%\) aqueous solution of \(\mathrm{NaCl}\) is frozen following the method used for eutectic freeze concentration (EFC).a. How much water is removed before the first salt crystal appears?b. How much liquid solution at the eutectic concentration remains if
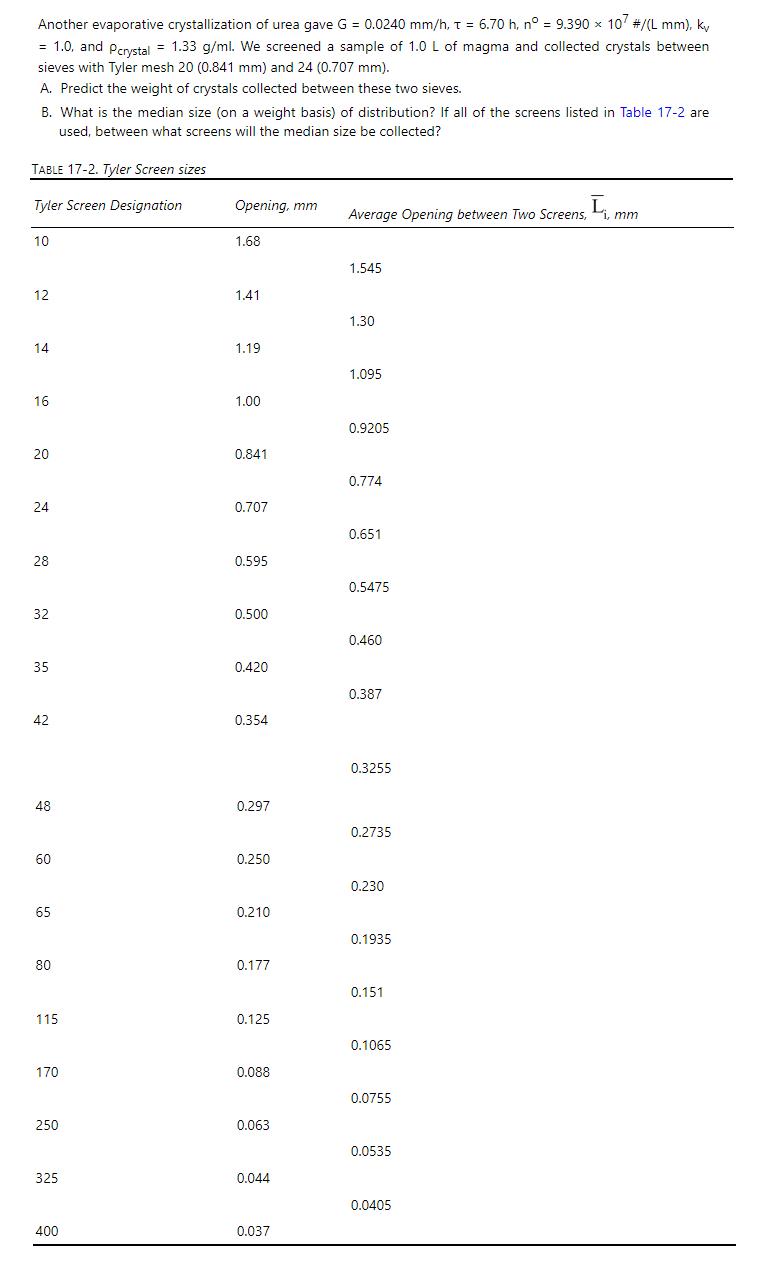
a. Predict the complete screen analysis for Example 17-11. The stack of screens used the following Tyler mesh screens: \(10,12,14,20,24,32,42,60,80\).Example 17-11b. How many grams of undersized crystals are not collected? Another evaporative crystallization of urea gave G = 0.0240 mm/h, t = 6.70
Example 17-14, part B, illustrates a method to increase the size of product crystals by seeding. An alternative procedure that might be feasible in some situations is to keep supersaturation, \(\mathrm{V}, \mathrm{Q}_{\text {out }}\), and \(\Delta \mathrm{L}_{\text {growth }}\) constant and
A \(3.2-\mathrm{m}^{3}\) cooling crystallizer is seeded with \(10.0 \mathrm{~kg} / \mathrm{h}\) of seeds that have a mean size of \(0.006 \mathrm{~mm}\). We want to increase the size of product crystals from the current \(0.024 \mathrm{~mm}\) to \(0.056 \mathrm{~mm}\). Crystals are cubic and have
A \(3.0-\mathrm{m}^{3}\) cooling crystallizer is operating over a temperature range that gives \(\mathrm{C}_{\mathrm{in}}=82 \mathrm{~kg}\) solute \(/ 100 \mathrm{~kg}\) water and \(\mathrm{C}_{\text {out }}=35 \mathrm{~kg}\) solute \(/ 100 \mathrm{~kg}\) water. \(\mathrm{W}_{\text {in }}=266
We want to use controlled cooling of a batch crystallizer that is crystallizing \(\mathrm{KCl}\) from an aqueous solution. The feed is saturated at the initial temperature of \(90^{\circ} \mathrm{C}\), and the final temperature is \(20^{\circ} \mathrm{C} . \mathrm{G}=7.16 \times 10^{-5}
a. At \(18^{\circ} \mathrm{C}\), the concentration solubility product of \(\mathrm{AgBr}\) is \(\mathrm{K}_{\mathrm{SAgBr}}=4.1 \times 10^{-13}(\mathrm{~mol} / \mathrm{L})^{2}\) (Mullin, 2001). What is the concentration of \(\mathrm{AgBr}\) at saturation?b. If we add \(5.0 \times 10^{-7}
a. The concentration solubility product of \(\mathrm{Al}(\mathrm{OH})_{3}\) is \(1.1 \times 10^{-15}(\mathrm{~mol} / \mathrm{L})^{4}\) (Mullin, 2001). At saturation, what is the concentration of \(\mathrm{Al}(\mathrm{OH})_{3}\) ? Note: This requires some thought. How much of each ion is there in
A technician is making saturated aqueous solutions of copper chromate \(\mathrm{Cu}\left(\mathrm{CrO}_{4}\right)\), copper hydroxide \(\mathrm{Cu}(\mathrm{OH})_{2}\), and mixtures of these two compounds. Assume solutions are ideal.Data: Molecular weights: \(\mathrm{Cu}=63.546, \mathrm{Cr}=51.996,
\(700 \mathrm{~kg} / \mathrm{h}\) of a \(20 \mathrm{wt} \%\) aqueous solution of sodium carbonate at \(100^{\circ} \mathrm{C}\) is fed to a vacuum crystallizer operating at \(30^{\circ} \mathrm{C} .233 .3 \mathrm{~kg} / \mathrm{h}\) of pure water vapor is removed.a. What are the compositions of the
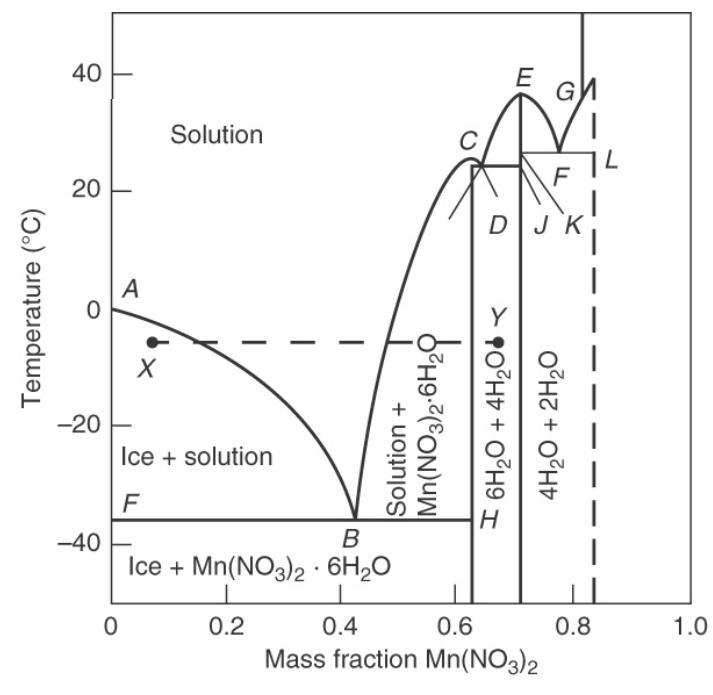
An aqueous mixture that is \(30 \mathrm{wt} \% \mathrm{Mn}\left(\mathrm{NO}_{3}\right)_{2}\), initially at \(20^{\circ} \mathrm{C}\), is cooled slowly so that it is always at equilibrium. Data are in Figure 17-6.a. At \(0^{\circ} \mathrm{C}\) what phase(s) are present, and what is (are) their
A saturated sodium nitrate, \(\mathrm{NaNO}_{3}\), solution at \(100^{\circ} \mathrm{C}\) at a feed rate of \(1000 \mathrm{~kg} / \mathrm{h}\) of water is sent to a steady-state evaporative crystallizer also operating at \(100^{\circ} \mathrm{C}\). The evaporative crystallizer evaporates \(300
We mix \(1100 \mathrm{~kg} / \mathrm{h}\) of water at \(100^{\circ} \mathrm{C}\) with \(750 \mathrm{~kg} / \mathrm{h}\) of copper sulphate hydrate crystals. This mixture is cooled to \(10^{\circ} \mathrm{C}\) while evaporating \(120 \mathrm{~kg} / \mathrm{h}\) of water under a vacuum.a. How many
A saturated aqueous solution of sodium chloride at \(100^{\circ} \mathrm{C}\) is fed to a steady-state evaporative crystallizer system that operates at \(100^{\circ} \mathrm{C} . \mathrm{F}_{\mathrm{W}, \text { in }}=2000 \mathrm{~kg} / \mathrm{h}\) of water(on a saltfree basis). We evaporate
A nickel chloride solution at \(100^{\circ} \mathrm{C}\) containing \(0.80 \mathrm{~kg}\) anhydrous \(\mathrm{NiCl}_{2} / \mathrm{kg}\) water (not saturated) is sent to an evaporative crystallizer operating at \(100^{\circ} \mathrm{C}\). Data are in Table 17-1. \(\mathrm{F}_{\mathrm{W},
\(1000 \mathrm{~kg} / \mathrm{h}\) of a saturated aqueous solution of citric acid at \(80^{\circ} \mathrm{C}\) is fed to an evaporative/cooling crystallizer. \(\mathrm{V} \mathrm{kg} / \mathrm{h}\) of pure water vapor is evaporated, and the mixture of crystals and solution is cooled to \(60^{\circ}
We wish to precipitate \(\mathrm{Al}^{+3}\) from 2.0 liters of a dilute solution of \(\mathrm{Al}(\mathrm{OH})_{3}\) in water. The concentration is \(7.0 \times 10^{-5} \mathrm{~mol} / \mathrm{L}\) and is not saturated. The concentration solubility product of \(\mathrm{Al}(\mathrm{OH})_{3}\) is
Develop a batch or semibatch crystallization for a nonvolatile solute dissolved in water and available, but not saturated, at \(65^{\circ} \mathrm{C}\). Solubility in water is moderatejly temperature dependent, and \(\mathrm{dC}^{*} / \mathrm{dT}>0\). Solubility is significantly less in organic
If birth and death rates are not negligible, show that Eq. (17-21a) for a steady-state crystallizer becomes\[ \frac{\mathrm{dn}}{\mathrm{dL}}+\frac{\mathrm{n}}{\mathrm{G} \tau}=\mathrm{B}(\mathrm{L})-\mathrm{D}(\mathrm{L}) \]Eq (17-21a) up n = 0 dL Gt
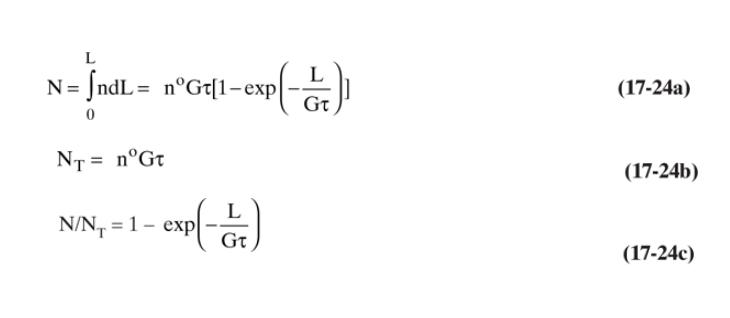
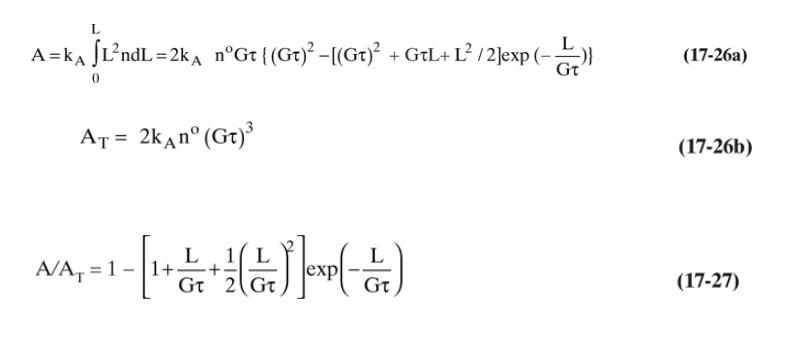
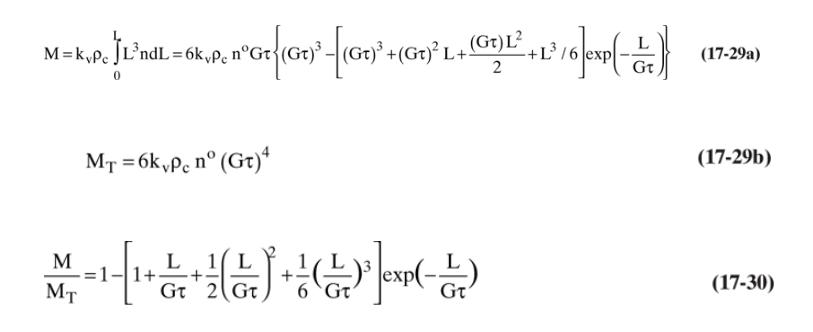
Derivation of MSMPR distributions:a. Derive Eq. (17-24a) and then Eqs. (17-24b) and (17-24c).b. Derive Eq. (17-26a) and then Eqs. (17-26b) and (17-27).c. Derive Eq. (17-29a) and then Eqs. (17-29b) and (17-30).d. Derive Eq. (17-31). L (17-24a) N= JndL = nGt[1-exp(-1) 0 NT = nGt L exp(-) N/N = 1 exp
The text states, "The weight average crystal length \(=3.67 \mathrm{G \tau}\). ." Prove this result is correct.
Equations (17-37) and (17-40a) assume equal growth on all three faces. Derive equations that correspond to Eqs. (17-40a) and (17-40b) if there is equal growth on two faces and very slow growth (approximate as zero growth) on the third face. Assume the two growing faces are the same size in the seed
We wish to distill \(80.0 \mathrm{~mol} / \mathrm{s}\) of a saturated vapor feed at \(15.0 \mathrm{~atm}\). The feed is \(10.0 \mathrm{~mol} \%\) ethane, \(30.0 \mathrm{~mol} \%\) propane, \(50.0 \mathrm{~mol} \%\) n-butane, and \(10.0 \mathrm{~mol} \% \mathrm{n}\)-pentane. The column operates at
Determine the overall efficiency for the column designed by the ratebased method in Aspen Plus Lab 13, step 10. If you saved your program, use the saved program as the starting point for the assignment.
One of your company's bearded engineers does not always keep his beard as clean as he could. When in the plant, he follows instructions and wears a hair net but does not cover his beard. You expect that particles from his beard are serving as seeds for the crystallizers. If a crystallizer is
Why does an experimental sieve analysis tend to size platelets (Figure 15-7D) based on the second-largest dimension? Assume that holes in the sieve are square.Figure 15-7D D.
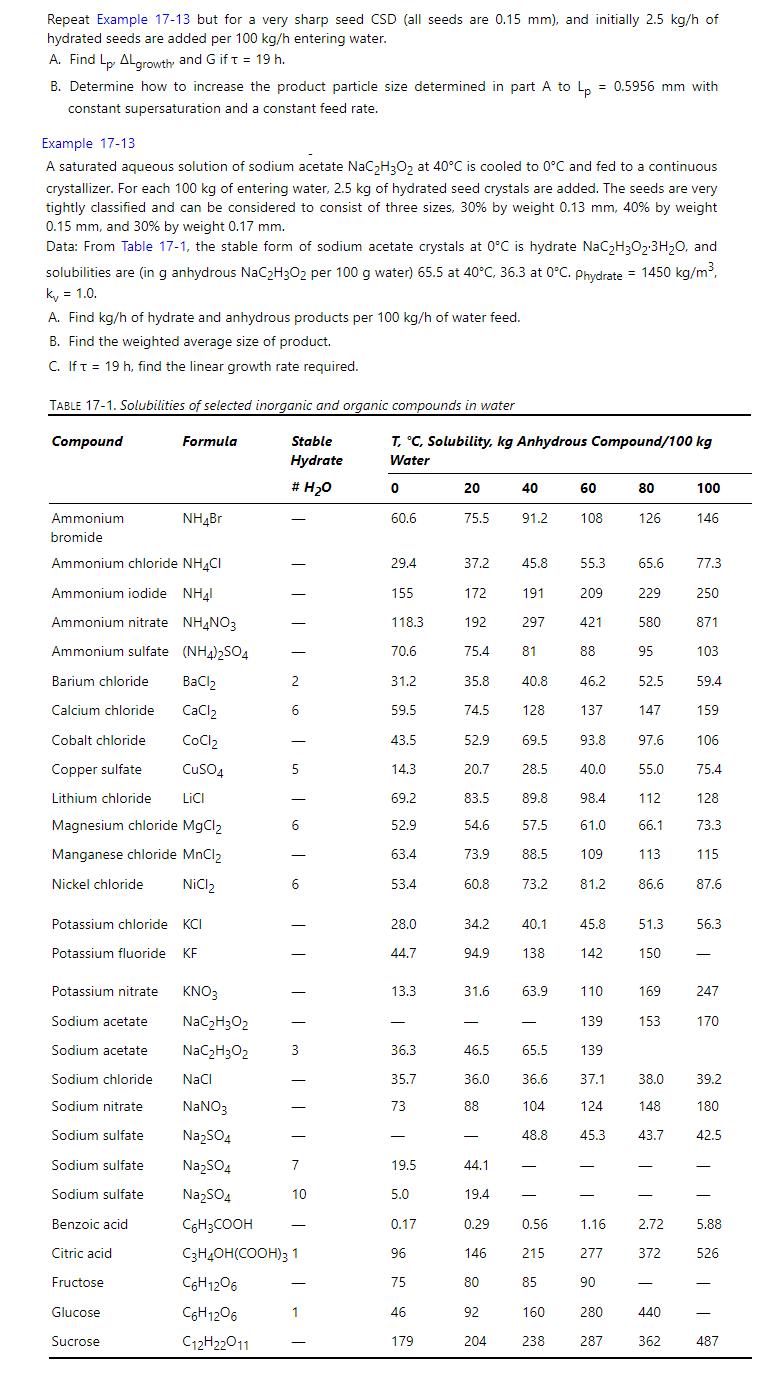
a. Based on the data in Table \(17-1\), rank the cations \(\left(\mathrm{NH}_{4}, \mathrm{Ba}, \mathrm{Ca}, \mathrm{Cu}, \mathrm{Mg}, \mathrm{Mn}, \mathrm{Ni}, \mathrm{K}, \mathrm{Na}\right)\) in order of their solubility in water.b. Based on the data in Table 17-1, rank the anions
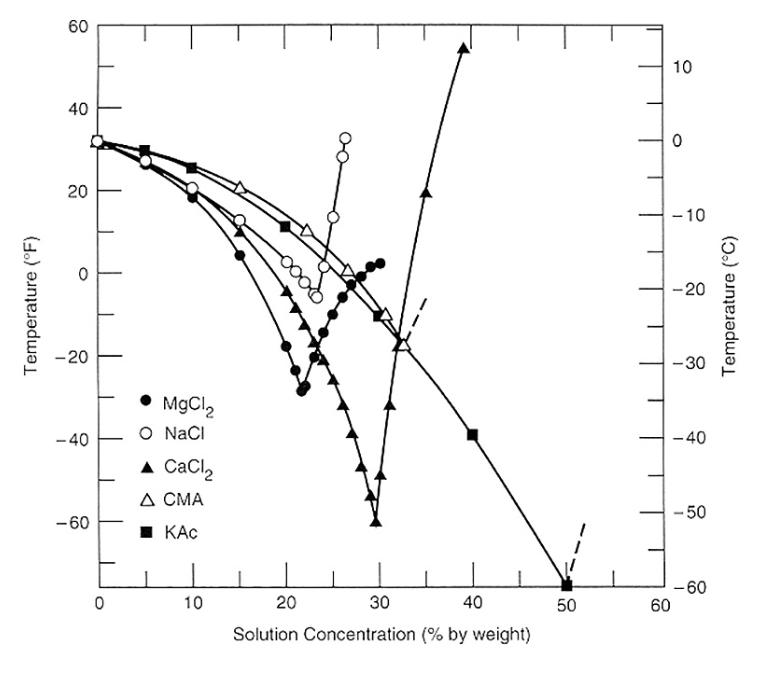
Figure 17-7 shows the phase equilibrium for aqueous solutions of five salts. In the discussion about this figure, the Federal Highway Administration (1996) states, "The fact that calcium chloride has a much lower eutectic temperature than sodium chloride is not of importance for anti-icing
What are the differences between the CSD analysis for a MSMPR crystallizer and a seeded crystallizer?
The text states that for seeded crystallizers, "within limits, supersaturation can be increased to increase growth rate." What are the limits?
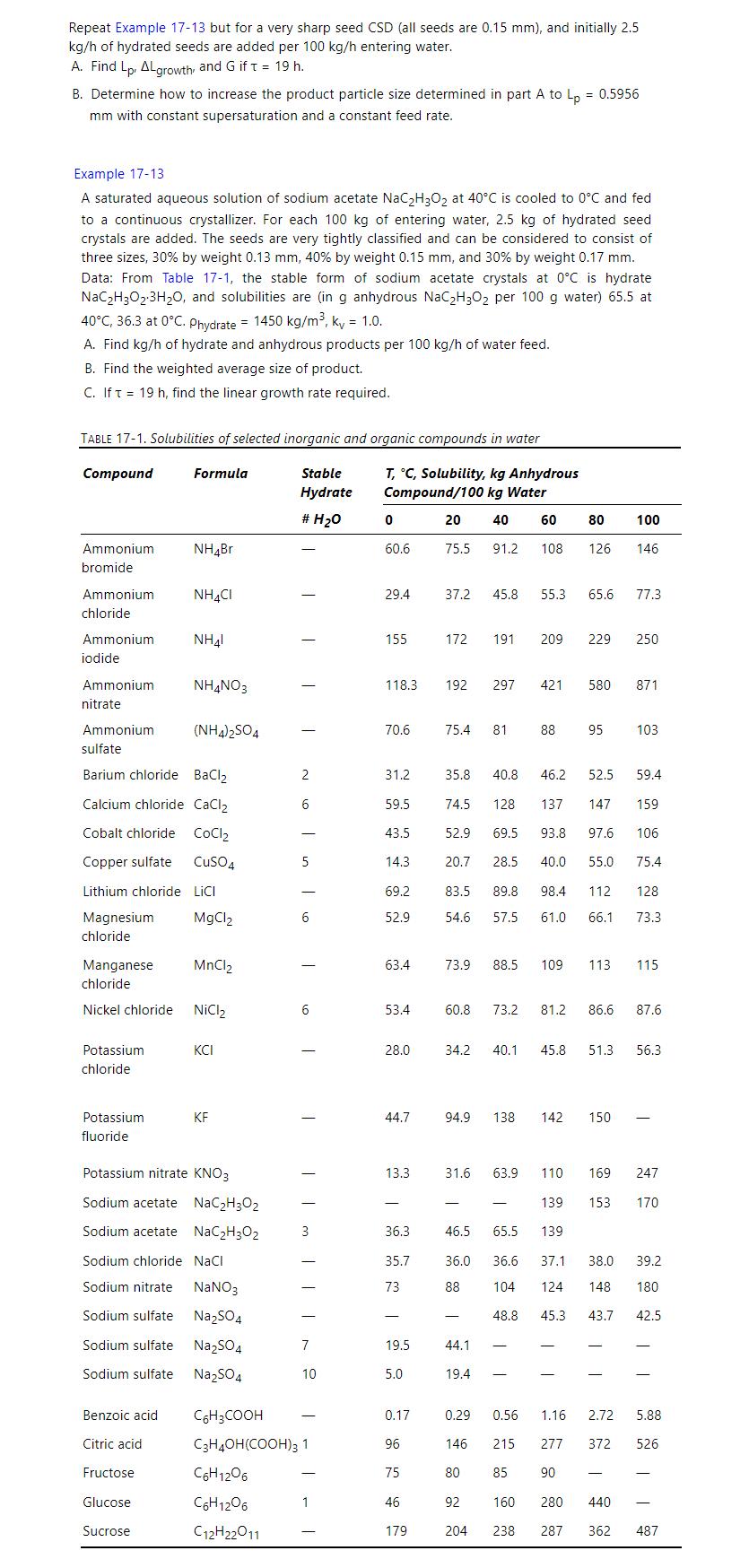
In Example 17-14, part \(\mathrm{A}, \Delta \mathrm{L}_{\text {growth }}=0.2971 \mathrm{~mm}\) compared to \(0.2918 \mathrm{~mm}\) in Example 1713. Why does the very sharp seed distribution \(\left(\mathrm{L}_{\mathrm{S}}=0.15 \mathrm{~mm}\right.\) for all particles) show more growth than the
Suppose we are operating a laboratory crystallizer with shaft rotation \(\omega_{\mathrm{js}}\) where crystals are suspended just above the floor, Eq. (17-42c). We desire to scale up the crystallizer by a factor of 10 and will use Eq. (17-42b) as our basic scaleup criteria. Will the large-scale
Assume trays are plug flow, and repeat Problem 16.D21 parts a and \(b\). In addition, calculate \(\mathrm{E}_{\mathrm{pt}}\) for the three mole fractions \(\mathrm{x}_{\mathrm{W}}=0.48,0.36\), and 0.16. Compare your \(\mathrm{E}_{\mathrm{pt}}\) values and the \(\mathrm{E}_{\mathrm{MV}}\) value.
Showing 100 - 200
of 1819
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Last
Step by Step Answers